DIRECTION FOR USE Evid. č
|
|
|
- Myles Davidson
- 5 years ago
- Views:
Transcription


1 DIRECTION FOR USE Evid. č SAFETY THREAD-CUTTING HEADS Zhb 21, Zhb 31, Zhb 41, Zhb 51 Zhb 21A, Zhb 31A, Zhb 41A Manufacturer: NAREX MTE s.r.o., Moskevská 63, CZ Praha 10, Czech Republic Tel: Fax: e-mial:
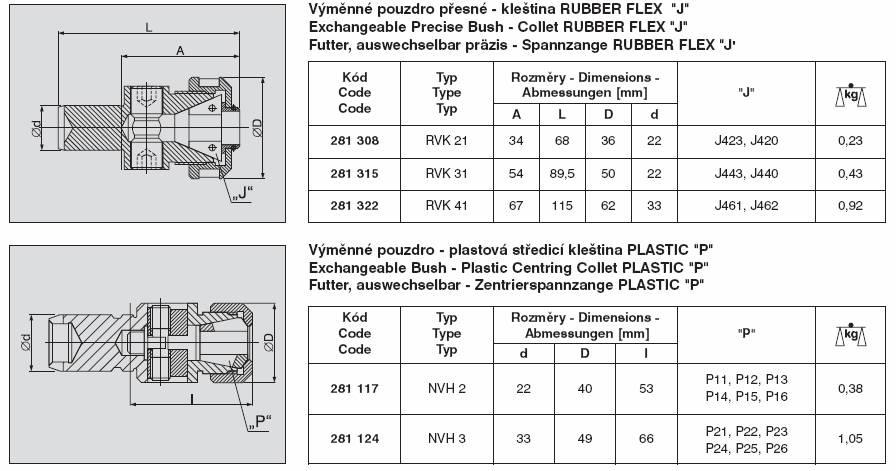
2 Content Page 1. Introduction Application of Heads: Description The basic parameters of these thread-cutting heads Working Range Chucking of Taps Adjusting of the Safety Clutch Patent Rights Basic and supplementary accessories of heads sets Packing, Storage, Guarantee, Maintenance Ordering of the Safety Thread-Cutting Heads List of the Spare Parts Introduction The production of prior safety thread-cutting heads Zhb 2, Zhb 3, Zhb 2A and Zhb 3A was discontinued on March, 1 st, 2000 and these heads will be supplied till selling out the stock only. These types are replaced by innovated heads having higher technical level by comparable price. The repair works and spare parts of prior types are delivered as well. 2. Application of Heads: 2.1 These heads are applicable on lathes, drilling-, boring- and milling machines etc. the backward running of the spindle is necessary for backing out of taps. 2.2 These heads are designed for chucking of taps for tapping of right- and left- hand threads in clear and blind holes. 2.3 The adjustable safety clutch protects the tap from the breakage by sudden increase of the torque. 2.4 The axial compensation compensates the difference between thread pitch and machine spindle feed. 2.5 The heads facilitate the rapid change of taps being chucked in exchangeable bushes RVK and NVH (for modifications A only). 2
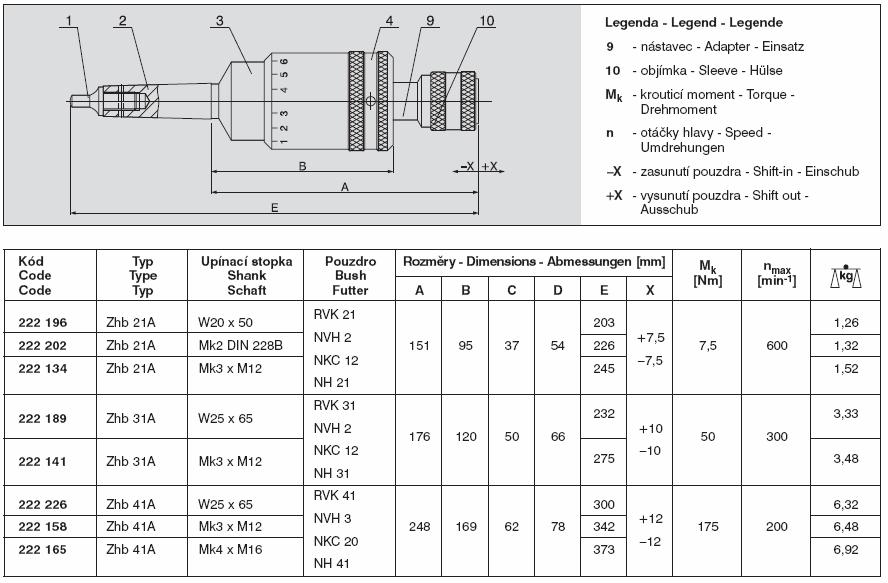
 transmitting the torque from the body to the sleeve by means of balls (Pos. 11) for the model Zhb 21 and 31 and rollers (Pos. 13) for the model Zhb 41 only. The position 2.")
3 3. Description The head consists of three following basic parts: the body with shank (Pos. 1); the sleeve (Pos. 2), pushfitted in the body for tap clamping and the clutch (Pos. 4) transmitting the torque from the body to the sleeve by means of balls (Pos. 11) for the model Zhb 21 and 31 and rollers (Pos. 13) for the model Zhb 41 only. The position 2. of the model Zhb A represents a sleeve for clamping of exchangeable bushes. The roller-type clutch function as a claw-type clutch. The thrust on the rollers (Pos. 12) is induced by the sleeve /Pos. 3) by means of the set of disk springs (Pos. 8 and 10). The thrust increases by the sleeve screwing-in. The transmitted torque is adjusted either tentatively by tapping or directly on the rated value being measured by torque wrench. The scale on the circumference of the nut serves for information only. The sleeve is locked by the screw (Pos. 16). The taper shank with MORSE-taper is box-threaded and is fitted with removable tang (Pos. 14) with cross locking pin (Pos. 15). This arrangement fulfils the specifications of standards ČSN and ČSN (DIN 228A and DIN 1806). The taps are chucked in collets RUBBER FLEX JACOBS (Pos. 29) or in collets PLASTIC used in exchangeable bush NVH only. Two opposite locking screws (Pos.28) or jaws of the bush NVH engage the tap square and protect the tap against angular displacement in the collet. The axial motion of the sleeve (Pos. 2) compared with the body compensates the difference between the pitch of the tapped thread and the axial feed of the machine spindle. The range of the extreme position is specified in the table of the main technical data as a value X. The sleeve returns in the base position owing to the springs (Pos. 9) automatically. If it is necessary to determine exactly the moment of entering of the tap regarding to the spindle position, it is possible to remove the spring 9a after screwing-off the screw (Pos. 7) and to join this spring to the spring 9b. Now in the basic position, the sleeve rests upon the body and it has the chance to shift out in the length equal to 80% of double initial value X only. If the sleeve Pos. 17 is depressed and the locking balls (Pos. 21) are disengaged, it is possible to put the exchangeable bushes in/out the adapter head. It is necessary to turn the bush a little for engaging in the adapter head (Pos.19). 3

4 4. The basic parameters of these thread-cutting heads Zhb - Safety Thread-Cutting Head Basic Model Offer of Shanks 4.1 Straight shank system WELDON according to DIN 1835 Marking: diameter x length [mm] 4.2 Taper shank MORSE size 3, 4, 5 and 6 with removable tang Marking: taper size x internal thread diameter [mm] 4.3 Taper shank MORSE size 2 with fixed tang according to ČSN (DIN 228B) Marking: taper size 4

5 Zhb A - Safety Thread-Cutting Hrade Model with the Exchangeable Busch 5


6 Collets Zhb 51 - Safety Thread-Cutting Head Taps aren t clamped into the collets but to adapters (see above picture Zhb 51) 6
7 5. Working Range 6. Chucking of Taps 6.1 Zhb 21, Zhb 31, Zhb 41, Zhb 21A, Zhb 31A, Zhb 41A with collets JACOBS J 30 Clamping Nut 28 Set Screw 29 Collet JACOBS 6.1 It is necessary to keep the following procedure for chucking of taps: Put the tap in the collet so as the square shank lies between two set screws. Tighten he nut by hand, tighten slightly the set screws on the square and subsequently tighten the nut (Pos. 30) with hook wrench and the set screws again. If the nut is tightened sufficiently, the collet is able to chuck the tap perfectly. The locking screws (Pos. 28) serve here for securing only. 7

8 6.2 Zhb 21A, Zhb 31A, Zhb 41A with Collets PLASTIC P 1 Screw (left and righ-hand trhead) 2 Jaw 3 Jaw 4 Collet PLASTIC 5 Clamping Nut 6.2 It is necessary to keep the following procedure for chucking of taps in the exchangeable bushes NVH2 and NVH3: Put the tap in the collet so as the square shank lies between two set screws. ATTENTION: The tap cannot touch the screw (Pos. 1). Tighten the nut and subsequently the jaws (Pos. 2 and 3). ATTENTION! The collet centres the tap only, the jaws transmit the torque. 6.3 Zhb 51 The tap is centred by the boring of the exchangeable reduction sleeve that is lengthwise cut. The tap is clamped by gripping of this sleeve with two screws Pos. 2 and by tightening of two screws Pos. 1 on the tap square. The centring of the tap requires the correct choice of the boring diameter of this reduction sleeve. This dimension depends on the size and type of the applied tap. The reduction sleeves are necessary to specify by their boring diameters in the order. 6.4 Clamping Accuracy 8

9 Limits of radial run-out The radial run-out is caused by running clearance and has not any effect upon the accuracy of tapped thread the tap is centred by entering in the hole. This clearance reduces the requirement on the axial alignment of the hole and the thread cutting head. The maximal value of the nonalignment is equal to one half of a max for corresponding head type. If the radial run-out exceeds this limit, we recommend to loosen the nut, turn a little the collet in its seat and retighten the nut. 7. Adjusting of the Safety Clutch For the reliable operation of the head, it is necessary to adjust the safety clutch according to the size of the tapped thread, strength of the machined material and the tool sharpness. Adjusting Process: The thrust of the disk springs pushing the clutch (Pos. 4) in engagement increases by the nut (Pos. 3) screwing in. The clutch springs away and disengages with exceeding of the adjusted torque. The torque value should be adjusted by two ways: 1) The thrust of the springs is increased consecutively till the tap cuts continuously in the whole length. 2) The hexagon head screw is chucked in the thread-cutting head and the actual torque of the safety clutch will be checked with torque wrench of necessary measuring range. Torque value for orientation for material strength MPa: Application of taps is recommended by producers. For tapping of blind holes, it is suitable to apply the spiral fluted taps owing to the better chip flow. 8. Patent Rights The roller-type-clutch is protected by the patent specification Nr of the Czech Republic. 9
10 9. Basic and supplementary accessories of heads sets Zhb 21 1 pc hexagon socket wrench 2 Zhb 21A 1 pc hexagon socket wrench 2 1 pc hexagon socket wrench 5 RVK 21 1 pc hexagon socket wrench 5 1 pc hook wrench pc hook wrench pc hook wrench pc hook wrench pc spring collet JACOBS J pcs exchangeable bush RVK 21 1 pc spring collet JACOBS J pcs spring collet JACOBS J pcs spring collet JACOBS J 423 Zhb 21A 1 pc hexagon socket wrench 2 Zhb 31 1 pc hexagon socket wrench NVH 2 1 pc hexagon socket wrench 4 1 pc hexagon socket wrench 1 pc hook wrench pc hook wrench pcs exchangeable bush NVH 2 1 pc hook wrench sets spring collets PLASTIC P10 2 pcs spring collet JACOBS J pcs spring collet JACOBS J 443 Zhb 31A 1 pc hexagon socket wrench 3 Zhb 31A 1 pc hexagon socket wrench 3 RVK 31 1 pc hexagon socket wrench 6 NVH 2 1 pc hexagon socket wrench 4 1 pc hook wrench pc hook wrench pc hook wrench pcs exchangeable bush NVH 2 2 pcs exchangeable bush RVK 31 2 sets spring collets PLASTIC P10 2 pcs spring collet JACOBS J pcs spring collet JACOBS J 443 Zhb 41 1 pc hexagon socket wrench 6 Zhb 41A 1 pc hexagon socket wrench 6 1 pc hexagon socket wrench 3 RVK 41 1 pc hexagon socket wrench 3 1 pc hook wrench pc hook wrench pc hook wrench pc hook wrench pc spring collet JACOBS J pcs exchangeable bush RVK 41 1 pc spring collet JACOBS J pcs spring collet JACOBS J pcs spring collet JACOBS J 462 Zhb 41A 1 pc hexagon socket wrench 6 Zhb 51 1 pc hexagon socket wrench 4 NVH 3 1 pc hexagon socket wrench 3 1 pc hexagon socket wrench 6 1 pc hook wrench pc hook wrench pc exchangeable bush NVH 3 Reduction sleeves according to the boring 2 sets spring collets PLASTIC P20 specification The supplementary accessories are delivered only if they are specified as a separate item in the order or the entire set is ordered. Accessories of the Exchangeable Bush NKC NKC 12 1 pc reduction sleeve Ø20 1 pc reduction sleeve Ø25 1 pc reduction sleeve Ø30 10
11 10. Packing, Storage, Guarantee, Maintenance The thread cutting heads with the accessories are placed in wooden boxes. They are treated with suitable preserving agent, corrosion resisting till 18 month from the date of delivery. The thread cutting heads should be stored in dry rooms free of acid and another corrosive vapours. The guarantee for the thread cutting head is accepted within 12 month from the date of sale. The heads do not require any demanding maintenance. After finishing the work, ti is necessary to clean the cavity for the spring collet, the nut and other polluted parts. We recommend to apply the suitable preserving oil on the exposed ground surfaces. If the head is used regularly, it is efficient to oil the cylindrical part of the sleeve once in a month. Oilling Process: We put out the sleeve from the body so far as the grooves for the driving balls appear. We oil these grooves and hold the head vertically with the shank down moving axially the sleeve so that the oil may get into the body. The guide surfaces, threads, sleeves and nuts have to be greased. The service life of the head is guaranted for 5000 running hours at usual conditions. 11. Ordering of the Safety Thread-Cutting Heads The tables with technical parameters are applied for determining of the code numbers It is necessary to specify all ordered items by code number and type If the head with complete basic and supplementary accessories are ordered, it is possible to use the description in the one line according to the graphic diagram of the order. The specification has to be completed with the code number determining the shank The order of the head size Zhb 51 has to include the code number of the head and the specification of ordered reduction sleeves (the boring parameters) For the order of spare parts, it is necessary to specify he type of the head, the name of the part and the position number. Example of Order ad Zhb 21A 1 piece RVK 21 3 pieces J pieces ad Thb 41A / NVH / set1 piece Zhb 51 1 piece Reduction sleeves: Ø22, 25, 28, 32, 36 Disk Spring, Pos. Number 16 for head Zhb 41 5 pieces 11
12 Graphic Diagram of the Order ( The sets are mentioned on the sides 11 and 12. ) Komplety jsou uvedeny na stranách 11 a
13 Exchangeable Bush Exchangeable Bush for Circular Die Nut J21, J31, J41 13

14 12. List of the Spare Parts 14
15 15
16 16
GR 1 GR 2 GR 3 GR 1-S GR 2-S GR 3-S. Tapping attachment GR / GR-S. Operating instruction
 GR 1 GR 2 GR 3 GR 1-S GR 2-S GR 3-S Tapping attachment GR / GR-S Operating instruction Contents: 1 Application range, safety instructions and technical data... 4 1.1 Application range, determined use,
GR 1 GR 2 GR 3 GR 1-S GR 2-S GR 3-S Tapping attachment GR / GR-S Operating instruction Contents: 1 Application range, safety instructions and technical data... 4 1.1 Application range, determined use,
Operating instruction for the quick-change tap holders type:
 type: KSN 0 KSN 1 KSN 3 KSN 4 KSN 5 Date of edition: 01.02.2008 Stage of alteration: 1 Please keep this for future use! Contents: 1 Application range, safety instructions and technical data... 3 1.1 Application
type: KSN 0 KSN 1 KSN 3 KSN 4 KSN 5 Date of edition: 01.02.2008 Stage of alteration: 1 Please keep this for future use! Contents: 1 Application range, safety instructions and technical data... 3 1.1 Application
Vhu. Universal Boring Heads Vhu 2 1/8, 3 1/8, 4 7/8, 6 ¼. Vhu. Instruction Manual No.:
 Instruction Manual No.: 2420304 Vhu Vhu Universal Boring Heads Vhu 2 1/8, 3 1/8, 4 7/8, 6 ¼ Producer: Moskevska 63 101 00 Praha 10 Vrsovice Czech Republic Phone: +420 246 002 249 Fax: +420 246 002 335
Instruction Manual No.: 2420304 Vhu Vhu Universal Boring Heads Vhu 2 1/8, 3 1/8, 4 7/8, 6 ¼ Producer: Moskevska 63 101 00 Praha 10 Vrsovice Czech Republic Phone: +420 246 002 249 Fax: +420 246 002 335
Ensat driving tools...
 nsat driving tools... On this page, you can configure the optimum tool for your application. A configuration is provided in the following as an illustrative example. The article number is composed of two
nsat driving tools... On this page, you can configure the optimum tool for your application. A configuration is provided in the following as an illustrative example. The article number is composed of two
ACCESSORIES CATALOG. SKODA LIVE CENTERS BORING AND FACING HEADS
 ACCESSORIES CATALOG BORING AND FACING HEADS SKODA LIVE CENTERS www.sowatool.com SKODA LIVE CENTERS Skoda Heavy Duty Live Centers - CSN 4334/CSN 4334M Features The rotating spindle is extended right through
ACCESSORIES CATALOG BORING AND FACING HEADS SKODA LIVE CENTERS www.sowatool.com SKODA LIVE CENTERS Skoda Heavy Duty Live Centers - CSN 4334/CSN 4334M Features The rotating spindle is extended right through
TAPPING CHUCKS & COLLETS
 TAPPING CHUCKS & COLLETS CAT er Tension/Compression Holders 86 CAT er Rigid Holders 86 BT er Tension/Compression Holders 87 BT er Rigid Holders 87 HSK Tension/Compression & Rigid Holders 88 NMTB er Tension/Compression
TAPPING CHUCKS & COLLETS CAT er Tension/Compression Holders 86 CAT er Rigid Holders 86 BT er Tension/Compression Holders 87 BT er Rigid Holders 87 HSK Tension/Compression & Rigid Holders 88 NMTB er Tension/Compression
SVn. Direction for Use Ev.no.: modular boring system SVn 90, SVn 380, SVn 600. Producer:
 Direction for Use Ev.no.: 0620205 SVn modular boring system SVn 90, SVn 380, SVn 600 Producer: Moskevska 63 101 00 Praha 10 Vrsovice Czech Republic Tel.: +420 246 002 249 Fax: +420 246 002 335 e-mail:
Direction for Use Ev.no.: 0620205 SVn modular boring system SVn 90, SVn 380, SVn 600 Producer: Moskevska 63 101 00 Praha 10 Vrsovice Czech Republic Tel.: +420 246 002 249 Fax: +420 246 002 335 e-mail:
ACCESSORIES CATALOG BORING AND FACING HEADS LIVE CENTERS
 ACCESSORIES CATALOG BORING AND FACING HEADS LIVE CENTERS SKODA LIVE CENTERS SKODA & STM HEAVY DUTY LIVE CENTERS - CSN 243324 Features The rotating spindle is extended right through the tapered shank Two
ACCESSORIES CATALOG BORING AND FACING HEADS LIVE CENTERS SKODA LIVE CENTERS SKODA & STM HEAVY DUTY LIVE CENTERS - CSN 243324 Features The rotating spindle is extended right through the tapered shank Two
Industrial Drill Chucks with Key. For Stationary Machines and Portable Drilling Machines. Diameter (mm)
") Drilling Industrial Drill Chucks with Key For Stationary Machines and Portable Drilling Machines Specifically designed for stationary drilling, turning, milling and wood working machines The one-piece
Drilling Industrial Drill Chucks with Key For Stationary Machines and Portable Drilling Machines Specifically designed for stationary drilling, turning, milling and wood working machines The one-piece
Screws. Introduction. 1. Nuts, bolts and screws used to clamp things together. Screws are used for two purposes:
 Screws Introduction Screws are used for two purposes: 1. To clamp things together. 2. To control motion. 1. Nuts, bolts and screws used to clamp things together. Nuts, bolts and screws that are used for
Screws Introduction Screws are used for two purposes: 1. To clamp things together. 2. To control motion. 1. Nuts, bolts and screws used to clamp things together. Nuts, bolts and screws that are used for
The Ensat self-tapping threaded
 The nsat self-tapping threaded insert nsat is a self-tapping threaded insert with external and internal threads,cutting slots or cutting bores. A continuous process of further development has brought about
The nsat self-tapping threaded insert nsat is a self-tapping threaded insert with external and internal threads,cutting slots or cutting bores. A continuous process of further development has brought about
TRAINING MANUAL. Part 3 REAMERS
 PRESTO INTERNATIONAL UK LTD TRAINING MANUAL Part 3 REAMERS 1 Purpose of Reamers REAMERS A reamer produces an accurate and highly finished round hole to a much finer tolerance than that produced by a drill.
PRESTO INTERNATIONAL UK LTD TRAINING MANUAL Part 3 REAMERS 1 Purpose of Reamers REAMERS A reamer produces an accurate and highly finished round hole to a much finer tolerance than that produced by a drill.
Installation and Operational Instructions for ROBA -DS couplings Type 95. _ (disk pack HF) Sizes
 Sizes") 95. _ (disk pack HF) Sizes 6 22 Please read these Operational Instructions carefully and follow them accordingly! Ignoring these Instructions may lead to malfunctions or to coupling failure, resulting
95. _ (disk pack HF) Sizes 6 22 Please read these Operational Instructions carefully and follow them accordingly! Ignoring these Instructions may lead to malfunctions or to coupling failure, resulting
Lathe. A Lathe. Photo by Curt Newton
 Lathe Photo by Curt Newton A Lathe Labeled Photograph Description Choosing a Cutting Tool Installing a Cutting Tool Positioning the Tool Feed, Speed, and Depth of Cut Turning Facing Parting Drilling Boring
Lathe Photo by Curt Newton A Lathe Labeled Photograph Description Choosing a Cutting Tool Installing a Cutting Tool Positioning the Tool Feed, Speed, and Depth of Cut Turning Facing Parting Drilling Boring
HC Hydraulic Expansion Chucks
 Technical Information HC Hydraulic Expansion Chucks design, function, effect, and application features, handling, and action application instructions precision tool length setting torques accessories sealed
Technical Information HC Hydraulic Expansion Chucks design, function, effect, and application features, handling, and action application instructions precision tool length setting torques accessories sealed
Clamping devices 521
 Clamping devices 521 522 Product overview Clamping devices Adjustable straps K0001 Hook clamps K0012 Goose-neck straps with long slot K0002 Page 526 Hook Clamps with collar K0013 Page 535 Equipped clamps
Clamping devices 521 522 Product overview Clamping devices Adjustable straps K0001 Hook clamps K0012 Goose-neck straps with long slot K0002 Page 526 Hook Clamps with collar K0013 Page 535 Equipped clamps
ROOP LAL Unit-6 Drilling & Boring Mechanical Engineering Department
 Lecture 4 Notes : Drilling Basic Mechanical Engineering ( Part B ) 1 Introduction: The process of drilling means making a hole in a solid metal piece by using a rotating tool called drill. In the olden
Lecture 4 Notes : Drilling Basic Mechanical Engineering ( Part B ) 1 Introduction: The process of drilling means making a hole in a solid metal piece by using a rotating tool called drill. In the olden
CoroChuck 970 SynchroFlex Benefits
 Benefits Better surface quality on the flanks of the cut threads Longer tool life due to less friction Greater process security Due to the reduced risk of breaking the tap especially with small dimensions
Benefits Better surface quality on the flanks of the cut threads Longer tool life due to less friction Greater process security Due to the reduced risk of breaking the tap especially with small dimensions
MACHINE TOOL ACCESSORIES
 DRILL CHUCKS SERIES 319: MACHINE SHOP DISCOUNT SUPPLY BALL BEARING KEY TYPE SUPER CHUCKS SERIES 319: These chucks, robust in design, have great precision. All parts subject to wear are hardened for high
DRILL CHUCKS SERIES 319: MACHINE SHOP DISCOUNT SUPPLY BALL BEARING KEY TYPE SUPER CHUCKS SERIES 319: These chucks, robust in design, have great precision. All parts subject to wear are hardened for high
Student, Department of Mechanical Engineering, Knowledge Institute of Technology, Salem, Tamilnadu (1,3)
") International Journal of Scientific & Engineering Research, Volume 7, Issue 5, May-2016 11 Combined Drilling and Tapping Machine by using Cone Mechanism N.VENKATESH 1, G.THULASIMANI 2, S.NAVEENKUMAR 3,
International Journal of Scientific & Engineering Research, Volume 7, Issue 5, May-2016 11 Combined Drilling and Tapping Machine by using Cone Mechanism N.VENKATESH 1, G.THULASIMANI 2, S.NAVEENKUMAR 3,
Various other types of drilling machines are available for specialized jobs. These may be portable, bench type, multiple spindle, gang, multiple
 Drilling The process of making holes is known as drilling and generally drilling machines are used to produce the holes. Drilling is an extensively used process by which blind or though holes are originated
Drilling The process of making holes is known as drilling and generally drilling machines are used to produce the holes. Drilling is an extensively used process by which blind or though holes are originated
Troubleshooting for Milling Chuck. Details of the trouble Cause Solution / Countermeasures
 TROUBLESHOOTING 571 Troubleshooting Troubleshooting for Milling Chuck Details of the trouble Cause Solution / Countermeasures Tool cannot be held Tool shank diameter should be within h7 tolerance. Tool
TROUBLESHOOTING 571 Troubleshooting Troubleshooting for Milling Chuck Details of the trouble Cause Solution / Countermeasures Tool cannot be held Tool shank diameter should be within h7 tolerance. Tool
Technical features. Positive Taper Lock System for manual tool clamping. Technical features:
 clamping set Technical features The RÖHM- was specially designed for the positive taper lock clamping taking particulary into account the necessity of manual clamping. Technical features: strong design
clamping set Technical features The RÖHM- was specially designed for the positive taper lock clamping taking particulary into account the necessity of manual clamping. Technical features: strong design
MACHINE TOOL ACCESSORIES
 VERTICAL 5-C COLLET VISE SERIES 344: VERTICAL 3-C COLLET VISE SERIES 344: : 2-1/2 x 7-3/4 Height: 4 Small movement of lever opens or closes collet. 2030000 CAM OPERATED 5-C HORIZONTAL/VERTICAL COLLET FIXTURE
VERTICAL 5-C COLLET VISE SERIES 344: VERTICAL 3-C COLLET VISE SERIES 344: : 2-1/2 x 7-3/4 Height: 4 Small movement of lever opens or closes collet. 2030000 CAM OPERATED 5-C HORIZONTAL/VERTICAL COLLET FIXTURE
Introduction to Machining: Lathe Operation
 Introduction to Machining: Lathe Operation Lathe Operation Lathe The purpose of a lathe is to rotate a part against a tool whose position it controls. It is useful for fabricating parts and/or features
Introduction to Machining: Lathe Operation Lathe Operation Lathe The purpose of a lathe is to rotate a part against a tool whose position it controls. It is useful for fabricating parts and/or features
The Ensat self-tapping threaded insert...
 The nsat self-tapping threaded insert... nsat is a self-tapping threaded insert with external and internal thread, cutting slots or cutting bores. A continuous process of further development has brought
The nsat self-tapping threaded insert... nsat is a self-tapping threaded insert with external and internal thread, cutting slots or cutting bores. A continuous process of further development has brought
30X, 50X, 70X, 90X Safety And Operation Instructions
 30X, 50X, 70X, 90X Safety And Operation Instructions To Avoid Serious Injury And Ensure Best Results For Your Tapping Operation, Please Read Carefully All Operator And Safety Instructions Provided For
30X, 50X, 70X, 90X Safety And Operation Instructions To Avoid Serious Injury And Ensure Best Results For Your Tapping Operation, Please Read Carefully All Operator And Safety Instructions Provided For
Product Overview. for perfect connections
 Product Overview for perfect connections TOOL HOLDERS FOR DRILLING, TAPPING & REAMING Smart solutions for high quality clamping systems in tapping applications Tapping solution range from M1 M200 Quick
Product Overview for perfect connections TOOL HOLDERS FOR DRILLING, TAPPING & REAMING Smart solutions for high quality clamping systems in tapping applications Tapping solution range from M1 M200 Quick
5-AXIS MACHINING SCS QUINTUS WWW. WORKHOLDINGSOLUTIONSGROUP. COM
 WORKHOLDING SOLUTIONS FOR -AXIS MACHINING SCS MC QUINTUS ONE system / MANY solutions WWW. WORKHOLDINGSOLUTIONSGROUP. COM MCCLAMPING S YSTEM for -axis machining MC + Quintus... MC Clamping System Free access
WORKHOLDING SOLUTIONS FOR -AXIS MACHINING SCS MC QUINTUS ONE system / MANY solutions WWW. WORKHOLDINGSOLUTIONSGROUP. COM MCCLAMPING S YSTEM for -axis machining MC + Quintus... MC Clamping System Free access
Turning and Lathe Basics
 Training Objectives After watching the video and reviewing this printed material, the viewer will gain knowledge and understanding of lathe principles and be able to identify the basic tools and techniques
Training Objectives After watching the video and reviewing this printed material, the viewer will gain knowledge and understanding of lathe principles and be able to identify the basic tools and techniques
Turning and Related Operations
 Turning and Related Operations Turning is widely used for machining external cylindrical and conical surfaces. The workpiece rotates and a longitudinally fed single point cutting tool does the cutting.
Turning and Related Operations Turning is widely used for machining external cylindrical and conical surfaces. The workpiece rotates and a longitudinally fed single point cutting tool does the cutting.
no mm no Dividers with scriber 150 mm NEW Square wedge-shaped knife edges on the length side
 Summer Promotion valid until 30.06.2013 all quoted prices are incl. VAT for deliveries to EU countries to customers with valid VAT-no. and for deliveries in non EU member countries the VAT is not applicable
Summer Promotion valid until 30.06.2013 all quoted prices are incl. VAT for deliveries to EU countries to customers with valid VAT-no. and for deliveries in non EU member countries the VAT is not applicable
Clamping bolts Eccentrical cams clamping units
 2.3 Shaft Clamping bolts Eccentrical cams clamping units 2.9 2.8 2.7 2.6 2.5 2.4 2.3 2.2 2.1 2.3 Clamping bolts, Eccentrical cams, Shaft clamping units Page 641 2.3 Clamping bolts, Eccentrical cams, Shaft
2.3 Shaft Clamping bolts Eccentrical cams clamping units 2.9 2.8 2.7 2.6 2.5 2.4 2.3 2.2 2.1 2.3 Clamping bolts, Eccentrical cams, Shaft clamping units Page 641 2.3 Clamping bolts, Eccentrical cams, Shaft
vario drive turn TU 1503V The new compact lathe with electronically adjustable speed. Perfect for the model maker
 turn TU 1503V The new compact lathe with electronically adjustable speed. Perfect for the model maker DC motor Ribbed prism bed made of grey cast iron, inductively hardened and ground Hardened and ground
turn TU 1503V The new compact lathe with electronically adjustable speed. Perfect for the model maker DC motor Ribbed prism bed made of grey cast iron, inductively hardened and ground Hardened and ground
MACHINE TOOL ACCESSORIES
 DA80 COLLETS, COLLET CHUCKS AND KITS SERIES 992: Full /32" range of collapse. Concentricity within 0.0005" T.I.R. at collet nose assembled with chuck. Self release for rapid, easy operation. Interchangeable
DA80 COLLETS, COLLET CHUCKS AND KITS SERIES 992: Full /32" range of collapse. Concentricity within 0.0005" T.I.R. at collet nose assembled with chuck. Self release for rapid, easy operation. Interchangeable
Chapter 23: Machining Processes: Hole Making Part A (Lathe Operations, Boring, Reaming, Tapping)
") 1 Manufacturing Processes (2), IE-352 Ahmed M El-Sherbeeny, PhD Spring 2017 Manufacturing Engineering Technology in SI Units, 6 th Edition Chapter 23: Machining Processes: Hole Making Part A (Lathe Operations,
1 Manufacturing Processes (2), IE-352 Ahmed M El-Sherbeeny, PhD Spring 2017 Manufacturing Engineering Technology in SI Units, 6 th Edition Chapter 23: Machining Processes: Hole Making Part A (Lathe Operations,
Operating instruction for the quick-change adapters type:
 type: EM 00 - U EM 01 - U EM 03 - U EM 04 - U EM 05 - U EM 01 U / IKZ EM 03 U / IKZ EM 04 U / IKZ EM 05 U / IKZ Date of edition: 01.02.2008 Stage of alteration: 2 Please keep this for future use! Contents:
type: EM 00 - U EM 01 - U EM 03 - U EM 04 - U EM 05 - U EM 01 U / IKZ EM 03 U / IKZ EM 04 U / IKZ EM 05 U / IKZ Date of edition: 01.02.2008 Stage of alteration: 2 Please keep this for future use! Contents:
SKODA LIVE CENTERS. Skoda & Sowa Heavy Duty Live Centers - CSN PARTS FOR HEAVY DUTY LIVE CENTERS. Parts For Heavy Duty Live Centres
 Skoda & Sowa Heavy Duty Live Centers - CSN 243324 Features The rotating spindle is extended right through the tapered shank Two specially designed adjustable needle-roller bearings carry all radial loads
Skoda & Sowa Heavy Duty Live Centers - CSN 243324 Features The rotating spindle is extended right through the tapered shank Two specially designed adjustable needle-roller bearings carry all radial loads
Data Sheet: LDS 1034 Date:
 Data Sheet: LDS 1034 Date: 06-02-2012 Product: Drill Chuck Arbors Page 1 of 6 Morse Taper to Jacobs Taper The JTMT range of Drill Chuck Arbors provide for connection of machine spindles with Morse Tapers
Data Sheet: LDS 1034 Date: 06-02-2012 Product: Drill Chuck Arbors Page 1 of 6 Morse Taper to Jacobs Taper The JTMT range of Drill Chuck Arbors provide for connection of machine spindles with Morse Tapers
Our service team is at your disposal for further information. Franke GmbH Obere Bahnstr Aalen Germany Tel.: /920-0 Fax.
 Our service team is at your disposal for further information. Franke GmbH Obere Bahnstr. 64 73431 Aalen Germany Tel.: 07361 /9200 Fax.: 07361/920120 www.frankegmbh.com www.frankebearings.de www.frankelinearguides.de
Our service team is at your disposal for further information. Franke GmbH Obere Bahnstr. 64 73431 Aalen Germany Tel.: 07361 /9200 Fax.: 07361/920120 www.frankegmbh.com www.frankebearings.de www.frankelinearguides.de
Special reamers. Figure N 1 Reamer with descending cutting edges in carbide (Cerin)
") Special reamers There is a wide category of special reamers, ie non-standard, that are suitable to address particular problems encountered in the finishing holes, both for maintenance of individual pieces
Special reamers There is a wide category of special reamers, ie non-standard, that are suitable to address particular problems encountered in the finishing holes, both for maintenance of individual pieces
Clamping tools with flange module
 Clamping tools with flange module MAPAL clamping tools with flange module are recommended for machining conditions in which radial run-out and angular error on the machine spindle must be compensated.
Clamping tools with flange module MAPAL clamping tools with flange module are recommended for machining conditions in which radial run-out and angular error on the machine spindle must be compensated.
SOFTSYNCHRO HIGH PERFORMANCE TAP H O L D E R S
 SOFTSYNCHRO HIGH PERFORMANCE TAP H O L D E R S You Know Taps Now take them to the next level Triple your tap life and more with Emuge Softsynchro Tap Holders! E muge is widely recognized in the industry
SOFTSYNCHRO HIGH PERFORMANCE TAP H O L D E R S You Know Taps Now take them to the next level Triple your tap life and more with Emuge Softsynchro Tap Holders! E muge is widely recognized in the industry
Top spin Nr /
 Top spin Nr. 1840 0000 / 1840 1000 Bedienungsanleitung 21-6680 28052014 / A Made in Germany Ideas for dental technology Top spin Nr. 1840 0000 / 1840 1000 Contents 1. Introduction...2 1.1 Symbols...2 2.
Top spin Nr. 1840 0000 / 1840 1000 Bedienungsanleitung 21-6680 28052014 / A Made in Germany Ideas for dental technology Top spin Nr. 1840 0000 / 1840 1000 Contents 1. Introduction...2 1.1 Symbols...2 2.
TOP WORK ISO 9001.CE UNIVERSAL CUTTER & TOOL GRINDER
 TOP WORK ISO 9001.CE UNIVERSAL CUTTER Precise ball groove of conformation Inclination of Wheelhead The wheelhead can easily tilt up to ±15 degrees, with a 360-degrees swivel on the horizontal plane. The
TOP WORK ISO 9001.CE UNIVERSAL CUTTER Precise ball groove of conformation Inclination of Wheelhead The wheelhead can easily tilt up to ±15 degrees, with a 360-degrees swivel on the horizontal plane. The
Universal Machining Chucks. 4-Jaw Vertical
 Universal Machining Chucks 4-Jaw Vertical Parts are gripped firmly by the formed jaws, ensuring high precision (deviation within 0.03mm) Large workpieces can be held tight with the low profile vise body
Universal Machining Chucks 4-Jaw Vertical Parts are gripped firmly by the formed jaws, ensuring high precision (deviation within 0.03mm) Large workpieces can be held tight with the low profile vise body
Precision made in Germany. As per DIN The heart of a system, versatile and expandable.
 1 Precision made in Germany. As per DIN 8606. The heart of a system, versatile and expandable. Main switch with auto-start protection and emergency off. Precision lathe chuck as per DIN 6386 (Ø 100mm).
1 Precision made in Germany. As per DIN 8606. The heart of a system, versatile and expandable. Main switch with auto-start protection and emergency off. Precision lathe chuck as per DIN 6386 (Ø 100mm).
WARNING! Read and understand the entire instruction manual before attempting set-up or operation of this machine!
 ! WARNING! Read and understand the entire instruction manual before attempting set-up or operation of this machine! 1. This machine is designed and intended for use by properly trained and experienced
! WARNING! Read and understand the entire instruction manual before attempting set-up or operation of this machine! 1. This machine is designed and intended for use by properly trained and experienced
ALBRECHT PRECISION KEYLESS DRILL CHUCKS THE WORLD'S MOST CONSISTENTLY ACCURATE DRILL CHUCKS
 ALBRECHT PRECISION KEYLESS DRILL S THE WORLD'S MOST CONSISTENTLY ACCURATE DRILL S ALBRECHT The World's Most Consistently Accurate Drill Chucks For the past 00 years, Albrecht s line of precision drill
ALBRECHT PRECISION KEYLESS DRILL S THE WORLD'S MOST CONSISTENTLY ACCURATE DRILL S ALBRECHT The World's Most Consistently Accurate Drill Chucks For the past 00 years, Albrecht s line of precision drill
Compatibility overview of accessories for lathe
 Compatibility overview of accessories for lathe Accessory parts for turning Face clamping disc Ø 170 mm 3440295 Face clamping disc Ø 240 mm 3441352 Face clamping disc Ø 250 mm 3440552 Face clamping disc
Compatibility overview of accessories for lathe Accessory parts for turning Face clamping disc Ø 170 mm 3440295 Face clamping disc Ø 240 mm 3441352 Face clamping disc Ø 250 mm 3440552 Face clamping disc
FNL-220Y / 220SY / 200LS Series CNC Turning-Milling Machines Linear Way
 RICH WELL 206.0 Dimensions R450 E FNL-220Y / 220SY / 200LS Series CNC Turning-Milling Machines Linear Way 20 C D Chip conveyor 092 H G B 46 575 A F Unit:mm A B C D E F G H FNL220LSY/FNL220LY 952 2946 2700
RICH WELL 206.0 Dimensions R450 E FNL-220Y / 220SY / 200LS Series CNC Turning-Milling Machines Linear Way 20 C D Chip conveyor 092 H G B 46 575 A F Unit:mm A B C D E F G H FNL220LSY/FNL220LY 952 2946 2700
Type XTSR71 Sizes
 (Page 1 of 13) s 494-5258 Type XTSR71 s 494-5258 Figure 1 Thomas XTSR71 Coupling 1. General Information 1.1 Thomas Couplings are designed to provide a mechanical connection between the rotating shafts
(Page 1 of 13) s 494-5258 Type XTSR71 s 494-5258 Figure 1 Thomas XTSR71 Coupling 1. General Information 1.1 Thomas Couplings are designed to provide a mechanical connection between the rotating shafts
. Dimensions of the Machine Spindle Heads in Compliance with DIN The most recent editions of the DIN standards are binding.
 Clamping technology. Dimensions of the Machine Spindle Heads in Compliance with DIN The most recent editions of the DIN standards are binding. DIN 55026 Taper sizes 4 and above with drive tang. Spindle
Clamping technology. Dimensions of the Machine Spindle Heads in Compliance with DIN The most recent editions of the DIN standards are binding. DIN 55026 Taper sizes 4 and above with drive tang. Spindle
Lathe is a machine, which removes the metal from a piece of work to the required shape & size HENRY MAUDSLAY
 TURNING MACHINES LATHE Introduction Lathe is a machine, which removes the metal from a piece of work to the required shape & size HENRY MAUDSLAY - 1797 Types of Lathe Engine Lathe The most common form
TURNING MACHINES LATHE Introduction Lathe is a machine, which removes the metal from a piece of work to the required shape & size HENRY MAUDSLAY - 1797 Types of Lathe Engine Lathe The most common form
HDL(M)6 Nut/Screw Assembly
6 Nut/Screw Assembly") HDL(M)6 Nut/Screw Assembly Remove, repair, and reassemble the nut and screw assembly in your HDL series double lock vise. In these instructions when we refer to the front of the vise or nut/screw assembly,
HDL(M)6 Nut/Screw Assembly Remove, repair, and reassemble the nut and screw assembly in your HDL series double lock vise. In these instructions when we refer to the front of the vise or nut/screw assembly,
HMZ Locknuts simple and reliable locking devices
 simple and reliable locking devices Technical Product Information A Member of the Schaeffler Group Application Characteristics Application The new HMZ locknuts are easy to handle, permitting accurate and
simple and reliable locking devices Technical Product Information A Member of the Schaeffler Group Application Characteristics Application The new HMZ locknuts are easy to handle, permitting accurate and
Tools for the Mechanical Mounting and Dismounting of Rolling Bearings
 Tools for the Mechanical Mounting and Dismounting of Rolling Bearings Contents Page Mechanical mounting and dismounting of rolling bearings... 2 Cylindrical bearing seats... 2 Tapered bearing seats...
Tools for the Mechanical Mounting and Dismounting of Rolling Bearings Contents Page Mechanical mounting and dismounting of rolling bearings... 2 Cylindrical bearing seats... 2 Tapered bearing seats...
Lathe Accessories. Work-holding, -supporting, and driving devices
 46-1 Lathe Accessories Divided into two categories Work-holding, -supporting, and driving devices Lathe centers, chucks, faceplates Mandrels, steady and follower rests Lathe dogs, drive plates Cutting-tool-holding
46-1 Lathe Accessories Divided into two categories Work-holding, -supporting, and driving devices Lathe centers, chucks, faceplates Mandrels, steady and follower rests Lathe dogs, drive plates Cutting-tool-holding
ROTARY TABLE OPERATION AND SERVICE MANUAL HORIZONTAL AND VERTICAL. Horizontal & Vertical. Rotary Table (HVRT) Tilting Rotary Table
 Tilting Rotary Table") Horizontal & Vertical Rotary Table (HVRT) OPERATION AND SERVICE MANUAL Tilting Rotary Table Horizontal & Vertical Rapid Indexer VERTICAL AND HORIZONTAL ROTARY TABLE This Horizontal & vertical table is
Horizontal & Vertical Rotary Table (HVRT) OPERATION AND SERVICE MANUAL Tilting Rotary Table Horizontal & Vertical Rapid Indexer VERTICAL AND HORIZONTAL ROTARY TABLE This Horizontal & vertical table is
Please be sure to read this manual before using the product.
 ANGLE HEAD UNIVERSAL TYPE AGU30 OPERATION MANUAL Please be sure to read this manual before using the product. Consult the separate operation manual for Angle Head also regarding the general handling of
ANGLE HEAD UNIVERSAL TYPE AGU30 OPERATION MANUAL Please be sure to read this manual before using the product. Consult the separate operation manual for Angle Head also regarding the general handling of
Model: SCD430 SCD640. Installation & Operation Guide P/N SCD640-95
 Model: SCD430 SCD640 Installation & Operation Guide P/N SCD640-95 Model SCD430 and SCD640 Kurt has two Self-Centering vises, a four-inch jaw width (SCD430) and a six-inch jaw width (SCD640). Jaw opening
Model: SCD430 SCD640 Installation & Operation Guide P/N SCD640-95 Model SCD430 and SCD640 Kurt has two Self-Centering vises, a four-inch jaw width (SCD430) and a six-inch jaw width (SCD640). Jaw opening
MANUFACTURING TECHNOLOGY
 MANUFACTURING TECHNOLOGY UNIT V Machine Tools Milling cutters Classification of milling cutters according to their design HSS cutters: Many cutters like end mills, slitting cutters, slab cutters, angular
MANUFACTURING TECHNOLOGY UNIT V Machine Tools Milling cutters Classification of milling cutters according to their design HSS cutters: Many cutters like end mills, slitting cutters, slab cutters, angular
Complete O.D. Machining in One Operation
 MFDODM209 Complete O.D. Machining in One Operation Including: Hydra-Drive For Extreme Accuracy CREATING INNOVATIONS IN FACE DRIVING TECHNOLOGY www.facedrivers.com Complete O.D. Machining in one Operation
MFDODM209 Complete O.D. Machining in One Operation Including: Hydra-Drive For Extreme Accuracy CREATING INNOVATIONS IN FACE DRIVING TECHNOLOGY www.facedrivers.com Complete O.D. Machining in one Operation
PUNCHING DRILLING HEBEN LIFTING CUTTING DEBURRING
 PUNCHING DRILLING LIFTING CUTTING DEBURRING www.alfra.de E-EN E ALFRA Edge-Milling and Deburring Devices Overview KFV KFH 150 Page 7 78 2520 25100 Prism mounting L = 150 / W = 20/40 End mill Ø 45 or straight
PUNCHING DRILLING LIFTING CUTTING DEBURRING www.alfra.de E-EN E ALFRA Edge-Milling and Deburring Devices Overview KFV KFH 150 Page 7 78 2520 25100 Prism mounting L = 150 / W = 20/40 End mill Ø 45 or straight
PSK Tool Holders. Chapter 2 of the Product Catalogue 2010/2011 Precision Tools
 PSK Tool Holders Chapter 2 of the Product Catalogue 2010/2011 Precision Tools PSK - Polygonal Kelch GmbH Tel.: +49 (0) 71 51 / 2 05 22-0 Fax: +49 (0) 71 51 / 2 05 22-11 info@kelchgmbh.de www.kelchgmbh.de
PSK Tool Holders Chapter 2 of the Product Catalogue 2010/2011 Precision Tools PSK - Polygonal Kelch GmbH Tel.: +49 (0) 71 51 / 2 05 22-0 Fax: +49 (0) 71 51 / 2 05 22-11 info@kelchgmbh.de www.kelchgmbh.de
Workpiece Clamping. Collets for Workpiece Clamping Collet Chucks for Workpiece Clamping
 Workpiece Clamping Collets for Workpiece Clamping Collet Chucks for Workpiece Clamping Overview of Contents Page Collets for Workpiece Clamping Draw-in Collets DI 2 Dead Length Collets DL 3 Emergency Dead
Workpiece Clamping Collets for Workpiece Clamping Collet Chucks for Workpiece Clamping Overview of Contents Page Collets for Workpiece Clamping Draw-in Collets DI 2 Dead Length Collets DL 3 Emergency Dead
Trade of Toolmaking Module 2: Turning Unit 3: Drilling, Reaming & Tapping Phase 2
 Trade of Toolmaking Module 2: Turning Unit 3: Drilling, Reaming & Tapping Phase 2 Published by SOLAS 2014 Unit 3 1 Table of Contents Document Release History... 3 Unit Objective... 4 Introduction... 4
Trade of Toolmaking Module 2: Turning Unit 3: Drilling, Reaming & Tapping Phase 2 Published by SOLAS 2014 Unit 3 1 Table of Contents Document Release History... 3 Unit Objective... 4 Introduction... 4
Fixed Headstock Type CNC Automatic Lathe
 Fixed Headstock Type CNC Automatic Lathe MSY The BNE series is renowned for its high rigidity, heavy cutting capability and outstanding precision. The new MSY model extends the ability of the BNE series
Fixed Headstock Type CNC Automatic Lathe MSY The BNE series is renowned for its high rigidity, heavy cutting capability and outstanding precision. The new MSY model extends the ability of the BNE series
SHERLINE Drill Chucks
 SHERLINE Drill Chucks P/N 1010/1015 (5/32"), P/N 1072 (1/4") and P/N 1069 (3/8") Chuck and Drill Sizes The size of the chuck indicates the largest size drill shank it will hold. Larger chucks will hold
SHERLINE Drill Chucks P/N 1010/1015 (5/32"), P/N 1072 (1/4") and P/N 1069 (3/8") Chuck and Drill Sizes The size of the chuck indicates the largest size drill shank it will hold. Larger chucks will hold
Facing and Boring Heads UPA
 Facing and Boring Heads UPA Universal Facing and Boring Heads For use on universal milling and boring machines, jig borers etc. suitable for all types of work in single or series production. Product range
Facing and Boring Heads UPA Universal Facing and Boring Heads For use on universal milling and boring machines, jig borers etc. suitable for all types of work in single or series production. Product range
Installation and Operational Instructions for ROBA -DX Couplings Type 931.3
 Please read these Operational Instructions carefully and follow them accordingly! Ignoring these Instructions may lead to malfunctions or to coupling failure, resulting in damage to other parts. Contents:
Please read these Operational Instructions carefully and follow them accordingly! Ignoring these Instructions may lead to malfunctions or to coupling failure, resulting in damage to other parts. Contents:
Split Sleeves SL-BO DIN6329 with Morse Taper Split Sleeves SL-GB DIN6328 with Morse Taper
 Collets for Page 4 Page 12 Page 13 Page 16 Page 17 Page 20 Page 20 Page 21 Page 21 Page 22 Page 22 Page 22 Page 23 Page 23 Page 23 Page 24 Page 24 Page 24 Collets GER BER ET Taper Wipers KW-ER for Collet
Collets for Page 4 Page 12 Page 13 Page 16 Page 17 Page 20 Page 20 Page 21 Page 21 Page 22 Page 22 Page 22 Page 23 Page 23 Page 23 Page 24 Page 24 Page 24 Collets GER BER ET Taper Wipers KW-ER for Collet
Safety And Operation Instructions RSR50 VMC Right Angle Self-Reversing Tapping Units
 Safety And Operation Instructions To Avoid Serious Injury And Ensure Best Results For Your Tapping Operation, Please! Read Carefully All operator and safety instructions provided for this tapping attachment
Safety And Operation Instructions To Avoid Serious Injury And Ensure Best Results For Your Tapping Operation, Please! Read Carefully All operator and safety instructions provided for this tapping attachment
PF 3000 Face Milling Cutter
 Perfection in machining PF 3000 Face Milling Cutter UHRIN YOUR WORLD-WIDE PARTNER ADVANTAES axially adjustable inserts standard tool Ø 63 250 available ex-stock reduced spindle loading thanks to light
Perfection in machining PF 3000 Face Milling Cutter UHRIN YOUR WORLD-WIDE PARTNER ADVANTAES axially adjustable inserts standard tool Ø 63 250 available ex-stock reduced spindle loading thanks to light
1904, 1904Pg, 1904PgSB, and 1906SB High Capacity Ratchet Knockout Drivers
 INSTRUCTION MANUAL 1904, 1904Pg, 1904PgSB, and 1906SB High Capacity Ratchet Knockout Drivers Read and understand all of the instructions and safety information in this manual before operating or servicing
INSTRUCTION MANUAL 1904, 1904Pg, 1904PgSB, and 1906SB High Capacity Ratchet Knockout Drivers Read and understand all of the instructions and safety information in this manual before operating or servicing
Compatibility overview of accessories for lathe
 Compatibility overview of accessories for lathe Accessory parts for turning TU 1503 TU 2004 TU 2304 TU 2404 TU 2506 TU 2807 D 320 TU 3209 D 330 D 360 TU 3610V TZ 4012 D 420 TU 4210V D 460 TU 4615V TZ 5216
Compatibility overview of accessories for lathe Accessory parts for turning TU 1503 TU 2004 TU 2304 TU 2404 TU 2506 TU 2807 D 320 TU 3209 D 330 D 360 TU 3610V TZ 4012 D 420 TU 4210V D 460 TU 4615V TZ 5216
BDV/DV SHANK DUAL CONTACT. BDV/DV Shank
 R DV/DV S P I N D E S Y S T E M DUA CONTACT DV/DV Shank DUA CONTACT DV/DV For High Speeds MEGA MICRO CHUCK PAT. Clamping diameter: ø0.45 - ø8.05 Ultra-slim design with world's smallest ø10 nut outer diameter.
R DV/DV S P I N D E S Y S T E M DUA CONTACT DV/DV Shank DUA CONTACT DV/DV For High Speeds MEGA MICRO CHUCK PAT. Clamping diameter: ø0.45 - ø8.05 Ultra-slim design with world's smallest ø10 nut outer diameter.
MANUAL PLASTIC STRAPPING TOOL MODEL P404
 OPERATION MANUAL / SPARE PARTS LIST MANUAL PLASTIC STRAPPING TOOL MODEL P404 43.0404.02 43040402.en/MAS/ 12.05 INDEX PAGE 1 SAFETY INSTRUCTIONS 2 2 TECHNICAL DATA 3 3 OPERATION ELEMENTS 4 4 ADJUSTMENT
OPERATION MANUAL / SPARE PARTS LIST MANUAL PLASTIC STRAPPING TOOL MODEL P404 43.0404.02 43040402.en/MAS/ 12.05 INDEX PAGE 1 SAFETY INSTRUCTIONS 2 2 TECHNICAL DATA 3 3 OPERATION ELEMENTS 4 4 ADJUSTMENT
March weeks. surcharge for
 March weeks valid until 31.03.2012 all quoted prices are incl. 19% VAT for deliveries in the EU countries to customers with a valid VAT-no. and for deliveries in not EU member countries the VAT is not
March weeks valid until 31.03.2012 all quoted prices are incl. 19% VAT for deliveries in the EU countries to customers with a valid VAT-no. and for deliveries in not EU member countries the VAT is not
INSTRUCTIONS FOR USE LA, MAMMUT & STR KNURLING TOOLS
 INSTRUCTIONS FOR USE LA, MAMMUT & STR KNURLING TOOLS Contents CONTENTS 1. General... 2 1.1 Introduction... 2 1.2 Tool Construction... 3 2. LA-Tool... 5 2.1 Technical Data... 5 2.2 Overview: Main Components...
INSTRUCTIONS FOR USE LA, MAMMUT & STR KNURLING TOOLS Contents CONTENTS 1. General... 2 1.1 Introduction... 2 1.2 Tool Construction... 3 2. LA-Tool... 5 2.1 Technical Data... 5 2.2 Overview: Main Components...
N/C LATHE TOOLING F F
 ATHE TOOING ATHE TOOING Collet Chuck System MEGA MICRO CHUCK PAT. Clamping diameter: ø0. - ø6.05 Smaller nut diameter than the body enables installation from the back of the toolholders in small lathes
ATHE TOOING ATHE TOOING Collet Chuck System MEGA MICRO CHUCK PAT. Clamping diameter: ø0. - ø6.05 Smaller nut diameter than the body enables installation from the back of the toolholders in small lathes
Assembly and Adjusting Instructions for Modules 6x6 and 4x4 Alignment Adapter
 Translated version of the instructions Version: 11/2017 SAP no.: 400151427 Assembly and Adjusting Instructions for Modules 6x6 and 4x4 Alignment Adapter The document was prepared by Gühring KG. All rights
Translated version of the instructions Version: 11/2017 SAP no.: 400151427 Assembly and Adjusting Instructions for Modules 6x6 and 4x4 Alignment Adapter The document was prepared by Gühring KG. All rights
Hardinge 5C Pneumatic Collet Block
 Hardinge 5C Pneumatic Collet Block Installation Operating Instructions Maintenance Step Chuck 3 /16 T-Handle Wrench Chapman Wrench Collet ID Sure-Grip Expanding Collet Work Stop (4) Bolt Holes Shoulder
Hardinge 5C Pneumatic Collet Block Installation Operating Instructions Maintenance Step Chuck 3 /16 T-Handle Wrench Chapman Wrench Collet ID Sure-Grip Expanding Collet Work Stop (4) Bolt Holes Shoulder
NEW RÖHM VICE NOVELTIES. RKE-M and RZM (size 92)
") NEW RÖHM VICE NOVELTIES RKE-M and RZM (size 92) NC-COMPACT-VICE RKE-M MANUALLY OPERATED APPLICATION Particularly suitable for use on machining centers and palletisers. TYPE Clamping system mechanical without
NEW RÖHM VICE NOVELTIES RKE-M and RZM (size 92) NC-COMPACT-VICE RKE-M MANUALLY OPERATED APPLICATION Particularly suitable for use on machining centers and palletisers. TYPE Clamping system mechanical without
Fast End Mill. Drill Re-Sharpening Machine
 http://paofong.com.tw Fast End Mill. Drill Re-Sharpening Machine FAST END MILL RE-SHARPENING MACHINE EASY ACCURRACY FAST 1 4 flutes 3 flutes 2 flutes 3 Flutes Patent : M321829 Unit: cm Model PF-313 PF-1225
http://paofong.com.tw Fast End Mill. Drill Re-Sharpening Machine FAST END MILL RE-SHARPENING MACHINE EASY ACCURRACY FAST 1 4 flutes 3 flutes 2 flutes 3 Flutes Patent : M321829 Unit: cm Model PF-313 PF-1225
Reamer Basics. Fixed Reamers The reamer size is fixed and any size reduction due to wear or sharpening cannot be reclaimed
 1 Reamer Basics Reamers are available in a variety of types, materials, flute styles and sizes The typical reamer is a rotary cutting tools designed to machine a previously formed hole to an exact diameter
1 Reamer Basics Reamers are available in a variety of types, materials, flute styles and sizes The typical reamer is a rotary cutting tools designed to machine a previously formed hole to an exact diameter
Typical Parts Made with These Processes
 Turning Typical Parts Made with These Processes Machine Components Engine Blocks and Heads Parts with Complex Shapes Parts with Close Tolerances Externally and Internally Threaded Parts Products and Parts
Turning Typical Parts Made with These Processes Machine Components Engine Blocks and Heads Parts with Complex Shapes Parts with Close Tolerances Externally and Internally Threaded Parts Products and Parts
ASSIGNMENT 3. Textbook Assignment: 3-5. Which of the following types of hammers is used for driving and pulling nails?
 ASSIGNMENT 3 Textbook Assignment: "Clamps," "Jacks," Hammers, Mallets, and Mauls," "Screwdrivers," "Manual Drills," "Screw and Tap Extractors," "Wrenches," "Chisels," and "Punches," chapters 19 through
ASSIGNMENT 3 Textbook Assignment: "Clamps," "Jacks," Hammers, Mallets, and Mauls," "Screwdrivers," "Manual Drills," "Screw and Tap Extractors," "Wrenches," "Chisels," and "Punches," chapters 19 through
Tapping Screw (W/Flange) 46 Cord Armor 47 Tube (D) 48 Cord. 45 Cord Clip. Tapping Screw (W/Flange) 10 Gear Cover Ass'y. 12 Socket (B) Ass'y
 46 Cord Armor 47 Tube (D) 48 Cord. 45 Cord Clip. Tapping Screw (W/Flange) 10 Gear Cover Ass'y. 12 Socket (B) Ass'y") W8VB The exploded assembly drawing should be used only for authoized service center. W8VB Item No. Part time 1 Magnetic Hex. Socket 2 Sub Stopper 3 O-Ring (S-16) 4 Locator (A) 5 Lock Sleeve (A) 6 O-Ring
W8VB The exploded assembly drawing should be used only for authoized service center. W8VB Item No. Part time 1 Magnetic Hex. Socket 2 Sub Stopper 3 O-Ring (S-16) 4 Locator (A) 5 Lock Sleeve (A) 6 O-Ring
FBL-250Y/320Y/SY Series. CNC Turning-Milling Machines Linear/Box Way
 FNLY/2Y/SY Series FBLY/2Y/SY Series CNC TurningMilling Machines Linear/Box Way Multifunctional Turning and Milling Excellence FNLY/2Y/SY Linear Way Series FBLY/2Y/SY Box Way Series CNC TurningMilling Machines
FNLY/2Y/SY Series FBLY/2Y/SY Series CNC TurningMilling Machines Linear/Box Way Multifunctional Turning and Milling Excellence FNLY/2Y/SY Linear Way Series FBLY/2Y/SY Box Way Series CNC TurningMilling Machines
MSR/MSB Mechanical Setting Tool
 Tech Unit No: 0620000004 Revision: B Approved By: Quality Engineer Date: 2014-12-16 MSR/MSB Mechanical Setting Tool FEATURES: Special designed Bow Spring provides positive control and allows one size Mechanical
Tech Unit No: 0620000004 Revision: B Approved By: Quality Engineer Date: 2014-12-16 MSR/MSB Mechanical Setting Tool FEATURES: Special designed Bow Spring provides positive control and allows one size Mechanical
Tool Clamping. Delivery Programme
 Delivery Programme Collets, Clamping Nuts and Wrenches for Page 4 Page 15 Page 16 Page 19 Page 21 Page 22 Page 22 Page 23 Page 23 Page 24 Page 24 Page 24 Page 25 Page 25 Collets GER CER CET DIN ISO 15488
Delivery Programme Collets, Clamping Nuts and Wrenches for Page 4 Page 15 Page 16 Page 19 Page 21 Page 22 Page 22 Page 23 Page 23 Page 24 Page 24 Page 24 Page 25 Page 25 Collets GER CER CET DIN ISO 15488
DRILL GRINDING ATTACHMENT
 DRILL GRINDING ATTACHMENT To suit TM6025Q TOOL AND CUTTER GRINDER OPERATION S MANUAL 1 0º 270º 90º 180º INTRODUCTION Before grinding any cutters, you must set up the attachment to suit the type of cutter
DRILL GRINDING ATTACHMENT To suit TM6025Q TOOL AND CUTTER GRINDER OPERATION S MANUAL 1 0º 270º 90º 180º INTRODUCTION Before grinding any cutters, you must set up the attachment to suit the type of cutter
2.0. Retaining Elements. Flange Adapters. Adjustable Flange Adapters. Reducing Adapters. Reducing Sleeves. Adaption of Clamping Device
 2.0 Retaining Elements Flange Adapters Adjustable Flange Adapters Reducing Adapters Reducing Sleeves Adaption of Clamping Device Special Adapters NEIDLEIN-SPANNZEUGE GmbH. Erlenbrunnenstraße 3. 72411 Bodelshausen
2.0 Retaining Elements Flange Adapters Adjustable Flange Adapters Reducing Adapters Reducing Sleeves Adaption of Clamping Device Special Adapters NEIDLEIN-SPANNZEUGE GmbH. Erlenbrunnenstraße 3. 72411 Bodelshausen
MACHINE TOOL ALIGNMENT TESTS
 MACHINE TOOL ALIGNMENT TESTS 39 MACHINE TOOL TESTING INTRODUCTION: The surface components produced by machining processes are mostly by generation. As a result, the quality of surface produced depends
MACHINE TOOL ALIGNMENT TESTS 39 MACHINE TOOL TESTING INTRODUCTION: The surface components produced by machining processes are mostly by generation. As a result, the quality of surface produced depends
5-axis clamping system compact
 5-axis clamping system compact 395 5-axis clamping system compact Function We are setting standards with the new KIPP 5-axis clamping system compact in this field. The system was specifically designed
5-axis clamping system compact 395 5-axis clamping system compact Function We are setting standards with the new KIPP 5-axis clamping system compact in this field. The system was specifically designed
50, ,000 18,800 8,000. CODE 04 ER (ER ) UPC Chuck/W ITS Central Chuck. CODE 04 ER (ER ) UPC Pallet For Alignment
 UPC Chuck/W ITS Central Chuck. CODE 04 ER (ER ) UPC Pallet For Alignment") CODE 04 ER-007826 (ER-017777) UPC Pallet For Alignment CODE 04 ER-007823 (ER-016092) UPC Chuck/W ITS Central Chuck Application To align angular position and to determine the center of UPC chucks. Please
CODE 04 ER-007826 (ER-017777) UPC Pallet For Alignment CODE 04 ER-007823 (ER-016092) UPC Chuck/W ITS Central Chuck Application To align angular position and to determine the center of UPC chucks. Please
CNC EXPANDING MANDRELS
 CNC EXPANDING MANDRELS ID CLAMPING OFFERS FULL OD PART ACCESS PARALLEL EXPANSION FOR OPTIMUM ACCURACY AND GRIP FORCE LARGE RANGE IN STOCK FOR IMMEDIATE SHIPMENT ROYAL CNC EXPANDING MANDRELS Rigid and Accurate
CNC EXPANDING MANDRELS ID CLAMPING OFFERS FULL OD PART ACCESS PARALLEL EXPANSION FOR OPTIMUM ACCURACY AND GRIP FORCE LARGE RANGE IN STOCK FOR IMMEDIATE SHIPMENT ROYAL CNC EXPANDING MANDRELS Rigid and Accurate
CAT40 Toolholders ER11
 CAT40 ER11 CAT40 & Straight Shank ER11 Collet Chucks (Balanced to G2.5@18,000 RPM) Small diameter nose well-suited for working in close quarters Increased flexibility for milling, drilling, and reaming
CAT40 ER11 CAT40 & Straight Shank ER11 Collet Chucks (Balanced to G2.5@18,000 RPM) Small diameter nose well-suited for working in close quarters Increased flexibility for milling, drilling, and reaming
Hardinge FlexC Dead-Length Collet System Style DL. Installation Instructions and Parts Lists. FlexC Collet System Style DL Instructions B-152
 Hardinge FlexC Dead-Length Collet System Style DL Installation Instructions and Parts Lists 1 General Safety Information Before installing the Hardinge FlexC Collet System on your machine tool, thoroughly
Hardinge FlexC Dead-Length Collet System Style DL Installation Instructions and Parts Lists 1 General Safety Information Before installing the Hardinge FlexC Collet System on your machine tool, thoroughly