Basic NC and CNC. Dr. J. Ramkumar Professor, Department of Mechanical Engineering Micro machining Lab, I.I.T. Kanpur
|
|
|
- Rhoda Long
- 5 years ago
- Views:
Transcription

1 Basic NC and CNC Dr. J. Ramkumar Professor, Department of Mechanical Engineering Micro machining Lab, I.I.T. Kanpur Micro machining Lab, I.I.T. Kanpur
2 Outline 1. Introduction to CNC machine 2. Component and Function of CNC 3. Coordinate System
3 1.Introduction to CNC machine CNC = Computerized Numerical Control
4 History and Development of Technology Conventional M/C NC M/C (1948 US Air force, MIT 21 months ) st commercial NC m/c CINCINNATIC HYDROTEL VERTICAL-SPINDLE MACHINE CNC M/C
5 History and Development of Technology
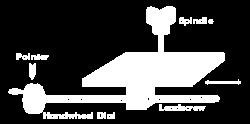
6 Conventional vs. CNC machine Machine Structure The CNC machine tools are basically built in the same way as conventional machine tools. The difference lies in the fact that the machine components relevant for turning and milling processes are controlled by computers.

7 Conventional vs. CNC machine Function
8 Conventional vs. CNC machine

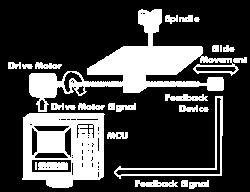
9 Conventional vs. CNC machine Conventional machine eyes, hands, brain, skill CNC machine Program Control unit Motor Motion Measuring & Reflection Unit No skill is required for operating CNC m/c.
10 Conventional machine CNC machine
11 Difference between Conventional M/C & CNC M/C Item Conventional machine CNC machine 1. Movement Acme screw Ball screw 2. Feed Manual Motor 3. Measurement Manual Linear scale
12 Advantages of CNC Flexible, high accuracy Short production time Complex shapes Short setting time No skill requirement Short inspection time/ high quality product Low cost
13 Disadvantages of CNC High machine cost Complicated maintenance Skill & training are required for programming and maintenance. Parts are imported from aboard. High tooling cost Temperature, humidity & dust must be controlled.
14 Why CNC? HUMAN LIMITATION

15 Components of Traditional NC Systems

16 Direct Numerical Control (DNC)

17 Direct Numerical Control (DNC)
18 Component and Function of CNC Feed drive Measuring system Direct / Indirect Work spindle hydraulic Cooling system reduce heat Tool turret
19 Feed drive
20 Measuring System
21 Tool change facilities
22 Coordinate System
23 Axes on a CNC lathe
24 Axes on a CNC milling machine
25 Zero and reference points on CNC
26 Zero Point of machine on a CNC lathe
27 Machine Zero Point and Work part zero point on CNC milling machine
28 Classification based on the motion type

29 Classification based on the motion type
30 Classification based on the motion type

31 Classification based on the control loops
32 Classification based on the control loops

33 Classification based on the control loops

34 Classification based on the control loops
35 Classification based on the number of axes
36 Classification based on the number of axes
37 Classification based on the number of axes

38 Classification based on the number of axes

39 Classification based on the power supply
40 Driving System The requirement is that the driving system has to response accurately according to the programmed instructions. The motor is coupled either directly or through a gear box to the machine lead screw to moves the machine slide or the spindle. Three types of electrical motors are commonly used: 1. Stepping motor 2. DC Servo motor 3. AC Servo moto

41 1. Stepping Motor The stepper motor is known by its property to convert a train of input pulses (typically square wave pulses) into a precisely defined increment in the shaft position. Each pulse moves the shaft through a fixed angle. Multiple "toothed" electromagnets arranged around a central gear-shaped piece of iron. The electromagnets are energized by an external driver circuit or a micro controller. In that way, the motor can be turned by a precise angle.

42 What does Stepper means? To make the motor shaft turn, first, one electromagnet is given power, which magnetically attracts the gear's teeth. When the gear's teeth are aligned to the first electromagnet, they are slightly offset from the next electromagnet. This means that when the next electromagnet is turned on and the first is turned off, the gear rotates slightly to align with the next one. From there the process is repeated. Each of those rotations is called a "step", with an integer number of steps making a full rotation.
43 Stepper Motor / Electro magnet
44 2 1 S N 1 2 Rotor Stator Outside Casing Coils Stator Rotor Internal components of a Stepper Motor
45 2 1 S N N S 1 2 Cross Section of a Stepper Motor Stators Rotor
46 Full Step Operation Four Steps per revolution i.e. 90 deg. steps.
47 Half Step Operation Eight steps per. revolution i.e. 45 deg. steps.
48 2 1 N N N 1 S S b a S N 1 S 2 Winding number 1 2 a 6 pole rotor Winding number 2 b One step

49 Six pole rotor, two electro magnets How many steps are required for one complete revolution?
 is turned off, and the right electromagnet (2) is energized, pulling the nearest")
50 Practical Stepper motor operation The top electromagnet (1) is turned on, attracting the nearest teeth of a gear-shaped iron rotor. With the teeth aligned to electromagnet 1, they will be slightly offset from electromagnet 2 The top electromagnet (1) is turned off, and the right electromagnet (2) is energized, pulling the nearest teeth slightly to the right. This results in a rotation of 3.6 in this example.
51 The bottom electromagnet (3) is energized; another 3.6 rotation occurs. The left electromagnet (4) is enabled, rotating again by 3.6. When the top electromagnet (1) is again enabled, the teeth in the sprocket will have rotated by one tooth position; since there are 25 teeth, it will take 100 steps to make a full rotation in this example.

52 Stepper motor applications Stepping Motor to move read-write head


53 Stepper motor applications Paper feeder on printers Stepper motors CNC lathes

54 Stator coils Rotor CNC Stepping Motor
55 Control sequence to turn a stepper motor + CW Step Step Step Step CCW

56 Advantages / Disadvantages Advantages:- Low cost for control achieved Ruggedness Simplicity of construction Can operate in an open loop control system Low maintenance Less likely to stall or slip Will work in any environment Disadvantages:- Require a dedicated control circuit Use more current than D.C. motors High torque output achieved at low speeds
57 Open Loop Positioning Systems Stepper Motor calculations It uses a stepper motor to rotate the lead screw. A stepper motor is driven by series of electrical pulses generated by MCU. For each pulse the motor rotates a fraction of revolution called Step Angle, it is given by Where, n s = Number of step angles for the motor (an integer). If n p is the pulses received by the motor then angle through which motor rotates is
58 Stepper Motor calculations Lead Screw is connected to the motor shaft through a gear box. Angle of the lead screw rotation taking the gear ratio into account is given by r g = Gear ratio = A m /A= N m / N N m = RPM of motor, N= RPM of lead Screw The linear movement of worktable is given by p = pitch of lead screw
59 Stepper Motor calculations Total number of pulses required to achieve a specified x-position increment is calculated by: Where,n s = 360/ α Control pulses are transmitted from pulse generator at a certain frequency which drives the work table at the corresponding velocity. The rotational speed of lead screw depends on the frequency of the pulse train Equation (1) N = RPM of lead screw, f p = frequency of pulse train (Hz, Pulses/sec)
60 Stepper Motor calculations The table travel speed in the direction of lead screw axis is determined by: Equation (2) Where, V t = Table travel speed (mm/min) f r = Table feed rate (mm/min) p= Lead screw pitch (mm/rev) The required pulse train frequency to drive the table at a specified linear travel rate by combining equations (1) and (2):

61 2. DC Servo Motor The principle of operation is based on the rotation of an armature winding in a permanently energized magnetic field. The armature winding is connected to a commutator, which is a cylinder of insulated copper segments mounted on the shaft. DC current is passed to the commutator through carbon brushes, which are connected to the machine terminals.

 Small")
62 Servo Motor Detail Actuator Reduction gear Position feedback + 5V Potentiometer (closed loop system) Small electric DC motor

63 3. AC Servo Motor In an AC servomotor, the rotor is a permanent magnet while the stator is equipped with 3-phase windings. The speed of the rotor is equal to the rotational frequency of the magnetic field of the stator, which is regulated by the frequency converter.
64 CNC Programming Programming consists of a series of instructions in form of letter codes Preparatory Codes: G codes- Initial machining setup and establishing operating conditions N codes- specify program line number to executed by the MCU Axis Codes: X,Y,Z - Used to specify motion of the slide along X, Y, Z direction Feed and Speed Codes: F and S- Specify feed and spindle speed Tool codes: T specify tool number Miscellaneous codes M codes For coolant control and other activities
65 Programming Key Letters O - Program number (Used for program identification) N - Sequence number (Used for line identification) G - Preparatory function X - X axis designation Y - Y axis designation Z - Z axis designation R - Radius designation F Feed rate designation S - Spindle speed designation H - Tool length offset designation D - Tool radius offset designation T - Tool Designation M - Miscellaneous function
66 Table of Important G Codes G codes are instructions describing machine tool movement G00: Rapid Transverse G01: Linear Interpolation G02: Circular Interpolation, CW G03: Circular Interpolation, CCW G17: XY Plane, G18: XZ Plane,G19: YZ Plane G20/G70: Inch units G21/G71: Metric Units G40: Cutter compensation cancel G41: Cutter compensation left G42: Cutter compensation right
67 G43: Tool length compensation (plus) G44: Tool length compensation (minus) G49: Tool length compensation cancel G80: Cancel canned cycles G81: Drilling cycle G82: Counter boring cycle G83: Deep hole drilling cycle G90: Absolute positioning G91: Incremental positioning

68 Table of Important M codes M Codes are instructions describing miscellaneous functions like calling the tool, spindle rotation, coolant on/off etc.,
69 Basic CNC program for turning operation % N10 T104 M06 N20 G97 S2000 G95 F0.1 M03 N30 G00 X18 Z2 M08 N40 G01 Z-22N50 G01 X26 N60 G00 X200 Z200 M09 N70 M30
70 Basic CNC program for turning operation O0001 N5 M12 N10 T0101 N15 G90 N20 G0 X50 Z50 N25 M3 S600 N30 M8 N35 G1 X50 Z0 F600 N40 Z-30 F200 N45 X100 Z-50 F150 N50 G0 X50 Z50 N55 T0100 N60 M5 N65 M9 N70 M13 N75 M30 N80 %

71 Basic CNC program for milling operation N5 G90 G71 N10 T1 M6 N15 X-100 Y86 Z95 N20 G00 X0 Y0 S2500 M3 N25 Z12.5 N30 G01 Z-12.5 F150 N35 X-20 Y30 N40 G02 X10 Y100 R80 N45 G01 X140 Y60 N50 G02 X150 Y0 R50 N55 G01 X0 Y0 N60 G00 Z12.5 N65 G91 G28 Z0 M5 N70 G91 G28 X0 Y0 N75 M30
72 Basic CNC program for milling operation: Circular interpolation N2 G17 G71 G90 G94 G54 N4 T1 L90 N6 G00 Z5 D5 M3 S500 X20 Y90 N8 G01 Z-2 F50 N10 G02 X60 Y50 I0 J-40 or, N10 G02 X60 Y50 R40 N12 G03 X100 Y50 I20 J0 or, N12 G03 X100 Y50 R20 N14 G00 Z100 N16 M02
73 Basic CNC program for drilling operation N1 T16 M06 N2 G90 G54 G00 X0.5 Y-0.5 N3 S1450 M03 N4 G01 Z F9 N5 G00Z 5 N6G00 X 1.5Y-0.5 N7G01Z F9 N8 G00Z 5 N9 G00 X1.5 Y-1.5 N10Z-0.375F9 N11 G00Z 5 N12 G00X0.5Y-1.5 N13 Z-0.375F9 N14 G00 Z5 X0Y0 N15 M30
74 Sample problem: Milling G90 Absolute X Y G91 Increment X Y P0 X0 Y0 P0 X0 Y0 P0-P1 X-20 Y-20 P0-P1 X-20 Y-20 P0-P2 X12 Y-20 P1-P2 X32 Y0 P0-P3 X20 Y-12 P2-P3 X8 Y8 P0-P4 X20 Y14 P3-P4 X0 Y26 P0-P5 X12 Y20 P4-P5 X-8 Y6 P0-P6 X-20 Y20 P5-P6 X-32 Y0
75 Exercise: Write CNC program for the following sequence of milling operation
76 Thank You
Computer Numeric Control
 Computer Numeric Control TA202A 2017-18(2 nd ) Semester Prof. J. Ramkumar Department of Mechanical Engineering IIT Kanpur Computer Numeric Control A system in which actions are controlled by the direct
Computer Numeric Control TA202A 2017-18(2 nd ) Semester Prof. J. Ramkumar Department of Mechanical Engineering IIT Kanpur Computer Numeric Control A system in which actions are controlled by the direct
Computer Aided Manufacturing
 Computer Aided Manufacturing CNC Milling used as representative example of CAM practice. CAM applies to lathes, lasers, waterjet, wire edm, stamping, braking, drilling, etc. CAM derives process information
Computer Aided Manufacturing CNC Milling used as representative example of CAM practice. CAM applies to lathes, lasers, waterjet, wire edm, stamping, braking, drilling, etc. CAM derives process information
NUMERICAL CONTROL.
 NUMERICAL CONTROL http://www.toolingu.com/definition-300200-12690-tool-offset.html NC &CNC Numeric Control (NC) and Computer Numeric Control (CNC) are means by which machine centers are used to produce
NUMERICAL CONTROL http://www.toolingu.com/definition-300200-12690-tool-offset.html NC &CNC Numeric Control (NC) and Computer Numeric Control (CNC) are means by which machine centers are used to produce
INDIAN INSTITUTE OF TECHNOLOGY KHARAGPUR NPTEL ONLINE CERTIFICATION COURSE. On Industrial Automation and Control
 INDIAN INSTITUTE OF TECHNOLOGY KHARAGPUR NPTEL ONLINE CERTIFICATION COURSE On Industrial Automation and Control By Prof. S. Mukhopadhyay Department of Electrical Engineering IIT Kharagpur Topic Lecture
INDIAN INSTITUTE OF TECHNOLOGY KHARAGPUR NPTEL ONLINE CERTIFICATION COURSE On Industrial Automation and Control By Prof. S. Mukhopadhyay Department of Electrical Engineering IIT Kharagpur Topic Lecture
PART 2 - ACTUATORS. 6.0 Stepper Motors. 6.1 Principle of Operation
 6.1 Principle of Operation PART 2 - ACTUATORS 6.0 The actuator is the device that mechanically drives a dynamic system - Stepper motors are a popular type of actuators - Unlike continuous-drive actuators,
6.1 Principle of Operation PART 2 - ACTUATORS 6.0 The actuator is the device that mechanically drives a dynamic system - Stepper motors are a popular type of actuators - Unlike continuous-drive actuators,
Servomill. Multipurpose Milling Machine Servomill. Conventional Multipurpose Milling Machine.
 Multipurpose Milling Machine Conventional Multipurpose Milling Machine for workshop applications, single parts production and training purposes Servo motors and preloaded ball screws on all axes infinitely
Multipurpose Milling Machine Conventional Multipurpose Milling Machine for workshop applications, single parts production and training purposes Servo motors and preloaded ball screws on all axes infinitely
G02 CW / G03 CCW Circular Interpolation Motion (Group 01) - Mill
 - Mill") Haas Technical Documentation G02 CW / G03 CCW Circular Interpolation Motion (Group 01) - Mill Scan code to get the latest version of this document Translation Available G02 CW / G03 CCW Circular Interpolation
Haas Technical Documentation G02 CW / G03 CCW Circular Interpolation Motion (Group 01) - Mill Scan code to get the latest version of this document Translation Available G02 CW / G03 CCW Circular Interpolation
Trade of Toolmaking. Module 6: Introduction to CNC Unit 2: Part Programming Phase 2. Published by. Trade of Toolmaking Phase 2 Module 6 Unit 2
 Trade of Toolmaking Module 6: Introduction to CNC Unit 2: Part Programming Phase 2 Published by SOLAS 2014 Unit 2 1 Table of Contents Document Release History... 3 Unit Objective... 4 Introduction... 4
Trade of Toolmaking Module 6: Introduction to CNC Unit 2: Part Programming Phase 2 Published by SOLAS 2014 Unit 2 1 Table of Contents Document Release History... 3 Unit Objective... 4 Introduction... 4
BHARATHIDASAN ENGINEERING COLLEGE NATTRAMPALLI DEPARTMENT OF MECHANICAL ENGINEERING LABORATORY MANUAL ME6411-MANUFACTURING TECHNOLOGY LAB- II
 BHARATHIDASAN ENGINEERING COLLEGE NATTRAMPALLI 635 854 DEPARTMENT OF MECHANICAL ENGINEERING LABORATORY MANUAL ME6411-MANUFACTURING TECHNOLOGY LAB- II YEAR / SEMESTER : II / IV DEPARTMENT : Mechanical REGULATION
BHARATHIDASAN ENGINEERING COLLEGE NATTRAMPALLI 635 854 DEPARTMENT OF MECHANICAL ENGINEERING LABORATORY MANUAL ME6411-MANUFACTURING TECHNOLOGY LAB- II YEAR / SEMESTER : II / IV DEPARTMENT : Mechanical REGULATION
CNC Programming Guide MILLING
 CNC Programming Guide MILLING Foreword The purpose of this guide is to help faculty teach CNC programming without tears. Most books currently available on CNC programming are not only inadequate, but also
CNC Programming Guide MILLING Foreword The purpose of this guide is to help faculty teach CNC programming without tears. Most books currently available on CNC programming are not only inadequate, but also
L E C T U R E R, E L E C T R I C A L A N D M I C R O E L E C T R O N I C E N G I N E E R I N G
 P R O F. S L A C K L E C T U R E R, E L E C T R I C A L A N D M I C R O E L E C T R O N I C E N G I N E E R I N G G B S E E E @ R I T. E D U B L D I N G 9, O F F I C E 0 9-3 1 8 9 ( 5 8 5 ) 4 7 5-5 1 0
P R O F. S L A C K L E C T U R E R, E L E C T R I C A L A N D M I C R O E L E C T R O N I C E N G I N E E R I N G G B S E E E @ R I T. E D U B L D I N G 9, O F F I C E 0 9-3 1 8 9 ( 5 8 5 ) 4 7 5-5 1 0
(Refer Slide Time: 00:50)
") Computer Numerical Control of Machine Tools and Processes Professor A Roy Choudhury Department of Mechanical Engineering Indian Institute of Technology Kharagpur Lecture 03 Classification of CNC Machine
Computer Numerical Control of Machine Tools and Processes Professor A Roy Choudhury Department of Mechanical Engineering Indian Institute of Technology Kharagpur Lecture 03 Classification of CNC Machine
PROGRAMMING January 2005
 PROGRAMMING January 2005 CANNED CYCLES FOR DRILLING TAPPING AND BORING A canned cycle is used to simplify programming of a part. Canned cycles are defined for the most common Z-axis repetitive operation
PROGRAMMING January 2005 CANNED CYCLES FOR DRILLING TAPPING AND BORING A canned cycle is used to simplify programming of a part. Canned cycles are defined for the most common Z-axis repetitive operation
combine regular DC-motors with a gear-box and an encoder/potentiometer to form a position control loop can only assume a limited range of angular
 Embedded Control Applications II MP10-1 Embedded Control Applications II MP10-2 week lecture topics 10 Embedded Control Applications II - Servo-motor control - Stepper motor control - The control of a
Embedded Control Applications II MP10-1 Embedded Control Applications II MP10-2 week lecture topics 10 Embedded Control Applications II - Servo-motor control - Stepper motor control - The control of a
Multipurpose Milling Machine Servomill 700. Conventional Multipurpose Milling Machine.
 Multipurpose Milling Machine Conventional Multipurpose Milling Machine For workshop application, single parts production and training purposes Servo motors and preloaded ball screws on all axes Infinitely
Multipurpose Milling Machine Conventional Multipurpose Milling Machine For workshop application, single parts production and training purposes Servo motors and preloaded ball screws on all axes Infinitely
Lab Exercise 9: Stepper and Servo Motors
 ME 3200 Mechatronics Laboratory Lab Exercise 9: Stepper and Servo Motors Introduction In this laboratory exercise, you will explore some of the properties of stepper and servomotors. These actuators are
ME 3200 Mechatronics Laboratory Lab Exercise 9: Stepper and Servo Motors Introduction In this laboratory exercise, you will explore some of the properties of stepper and servomotors. These actuators are
THE UNIVERSITY OF BRITISH COLUMBIA. Department of Electrical and Computer Engineering. EECE 365: Applied Electronics and Electromechanics
 THE UNIVERSITY OF BRITISH COLUMBIA Department of Electrical and Computer Engineering EECE 365: Applied Electronics and Electromechanics Final Exam / Sample-Practice Exam Spring 2008 April 23 Topics Covered:
THE UNIVERSITY OF BRITISH COLUMBIA Department of Electrical and Computer Engineering EECE 365: Applied Electronics and Electromechanics Final Exam / Sample-Practice Exam Spring 2008 April 23 Topics Covered:
CAD/CAM/CAE Computer Aided Design/Computer Aided Manufacturing/Computer Aided Manufacturing. Part-10 CNC Milling Programming
 CAD/CAM/CAE Computer Aided Design/Computer Aided Manufacturing/Computer Aided Manufacturing Part-10 CNC Milling Programming To maximize the power of modern CNC milling machines, a programmer has to master
CAD/CAM/CAE Computer Aided Design/Computer Aided Manufacturing/Computer Aided Manufacturing Part-10 CNC Milling Programming To maximize the power of modern CNC milling machines, a programmer has to master
Administrative Notes. DC Motors; Torque and Gearing; Encoders; Motor Control. Today. Early DC Motors. Friday 1pm: Communications lecture
 At Actuation: ti DC Motors; Torque and Gearing; Encoders; Motor Control RSS Lecture 3 Wednesday, 11 Feb 2009 Prof. Seth Teller Administrative Notes Friday 1pm: Communications lecture Discuss: writing up
At Actuation: ti DC Motors; Torque and Gearing; Encoders; Motor Control RSS Lecture 3 Wednesday, 11 Feb 2009 Prof. Seth Teller Administrative Notes Friday 1pm: Communications lecture Discuss: writing up
STATE UNIVERSITY OF NEW YORK COLLEGE OF TECHNOLOGY CANTON, NEW YORK COURSE OUTLINE MECH 223 INTRODUCTION TO COMPUTER NUMERICAL CONTROL
 STATE UNIVERSITY OF NEW YORK COLLEGE OF TECHNOLOGY CANTON, NEW YORK COURSE OUTLINE MECH 223 INTRODUCTION TO COMPUTER NUMERICAL CONTROL Prepared by: Daniel Miller Updated by: Daniel Miller (April 2015)
STATE UNIVERSITY OF NEW YORK COLLEGE OF TECHNOLOGY CANTON, NEW YORK COURSE OUTLINE MECH 223 INTRODUCTION TO COMPUTER NUMERICAL CONTROL Prepared by: Daniel Miller Updated by: Daniel Miller (April 2015)
Interruptions caused by, for example, tool breakage (or tool change, or checking the parts), would not affect the position at the interruption.
, would not affect the position at the interruption.") Incremental and Absolute systems CNC systems are further divided into incremental and absolute systems (Figure 8). In incremental mode, the distance is measured from one point to the next. For example,
Incremental and Absolute systems CNC systems are further divided into incremental and absolute systems (Figure 8). In incremental mode, the distance is measured from one point to the next. For example,
(Refer Slide Time: 01:19)
") Computer Numerical Control of Machine Tools and Processes Professor A Roy Choudhury Department of Mechanical Engineering Indian Institute of Technology Kharagpur Lecture 06 Questions MCQ Discussion on
Computer Numerical Control of Machine Tools and Processes Professor A Roy Choudhury Department of Mechanical Engineering Indian Institute of Technology Kharagpur Lecture 06 Questions MCQ Discussion on
527F CNC Control. User Manual Calmotion LLC, All rights reserved
 527F CNC Control User Manual 2006-2016 Calmotion LLC, All rights reserved Calmotion LLC 21720 Marilla St. Chatsworth, CA 91311 Phone: (818) 357-5826 www.calmotion.com NC Word Summary NC Word Summary A
527F CNC Control User Manual 2006-2016 Calmotion LLC, All rights reserved Calmotion LLC 21720 Marilla St. Chatsworth, CA 91311 Phone: (818) 357-5826 www.calmotion.com NC Word Summary NC Word Summary A
Preview Sample. Date: September 1, 2010 Author: Matthew Manton and Duane Weidinger ISBN:
 Computer Numerical Control Workbook Generic Lathe Published by CamInstructor Incorporated 330 Chandos Crt. Kitchener, Ontario N2A 3C2 www.caminstructor.com Date: September 1, 2010 Author: Matthew Manton
Computer Numerical Control Workbook Generic Lathe Published by CamInstructor Incorporated 330 Chandos Crt. Kitchener, Ontario N2A 3C2 www.caminstructor.com Date: September 1, 2010 Author: Matthew Manton
Processing and Quality Assurance Equipment
 Processing and Quality Assurance Equipment The machine tool, the wash station, and the coordinate measuring machine (CMM) are the principal processing equipment. These machines provide the essential capability
Processing and Quality Assurance Equipment The machine tool, the wash station, and the coordinate measuring machine (CMM) are the principal processing equipment. These machines provide the essential capability
Lathe Series Training Manual. Haas CNC Lathe Programming
 Haas Factory Outlet A Division of Productivity Inc Lathe Series Training Manual Haas CNC Lathe Programming Revised 050914; Rev3-1/29/15; Rev4-31017 This Manual is the Property of Productivity Inc The document
Haas Factory Outlet A Division of Productivity Inc Lathe Series Training Manual Haas CNC Lathe Programming Revised 050914; Rev3-1/29/15; Rev4-31017 This Manual is the Property of Productivity Inc The document
Module 2. Milling calculations, coordinates and program preparing. 1 Pepared By: Tareq Al Sawafta
 Module 2 Milling calculations, coordinates and program preparing 1 Module Objectives: 1. Calculate the cutting speed, feed rate and depth of cut 2. Recognize coordinate 3. Differentiate between Cartesian
Module 2 Milling calculations, coordinates and program preparing 1 Module Objectives: 1. Calculate the cutting speed, feed rate and depth of cut 2. Recognize coordinate 3. Differentiate between Cartesian
UNIT 5 CNC MACHINING. known as numerical control or NC.
 UNIT 5 www.studentsfocus.com CNC MACHINING 1. Define NC? Controlling a machine tool by means of a prepared program is known as numerical control or NC. 2. what are the classifications of NC machines? 1.point
UNIT 5 www.studentsfocus.com CNC MACHINING 1. Define NC? Controlling a machine tool by means of a prepared program is known as numerical control or NC. 2. what are the classifications of NC machines? 1.point
Table 5.1: Drilling canned cycles. Action at the bottom of the hole. Cancels drilling canned cycle Intermittent or continuous feed.
 5.18 CANNED CYCLES FOR DRILLING On a lathe, equipped with live tooling (which allows a tool, obviously a drilling or a similar tool, to rotate at the specified RPM, as in a milling machine) and an additional
5.18 CANNED CYCLES FOR DRILLING On a lathe, equipped with live tooling (which allows a tool, obviously a drilling or a similar tool, to rotate at the specified RPM, as in a milling machine) and an additional
SHOP NOTES. GPocket Guide and Reference Charts. for CNC Machinists. Made in the U.S.A.
 SHOP NOTES GPocket Guide and Reference Charts for CNC Machinists Made in the U.S.A. WHAT S INSIDE THIS BOOKLET? Decimal Equivalent Chart / Millimeter to Inch Chart Haas Mill G-Codes / Haas Mill M-Codes
SHOP NOTES GPocket Guide and Reference Charts for CNC Machinists Made in the U.S.A. WHAT S INSIDE THIS BOOKLET? Decimal Equivalent Chart / Millimeter to Inch Chart Haas Mill G-Codes / Haas Mill M-Codes
Performance. CNC Turning & Milling Machine. Conversational CAM 3.11 Instruction Manual
 Performance CNC Turning & Milling Machine Conversational CAM 3.11 Instruction Manual Legacy Woodworking Machinery 435 W. 1000 N. Springville, UT 84663 Performance Axis CNC Machine 2 Content Warranty and
Performance CNC Turning & Milling Machine Conversational CAM 3.11 Instruction Manual Legacy Woodworking Machinery 435 W. 1000 N. Springville, UT 84663 Performance Axis CNC Machine 2 Content Warranty and
Broderik Engineering UK Limited Unit B, Buxton Rd Leek, Staffordshire ST13 6EJ
 CNC Single Columns Vertical Turret Lathe with C axis and ATC We never produce the cheapest machine, but the high class & reliable machine Price of standard machine CK5116M, Siemens 828D ATC: 6 turning
CNC Single Columns Vertical Turret Lathe with C axis and ATC We never produce the cheapest machine, but the high class & reliable machine Price of standard machine CK5116M, Siemens 828D ATC: 6 turning
Upgrading from Stepper to Servo
 Upgrading from Stepper to Servo Switching to Servos Provides Benefits, Here s How to Reduce the Cost and Challenges Byline: Scott Carlberg, Motion Product Marketing Manager, Yaskawa America, Inc. The customers
Upgrading from Stepper to Servo Switching to Servos Provides Benefits, Here s How to Reduce the Cost and Challenges Byline: Scott Carlberg, Motion Product Marketing Manager, Yaskawa America, Inc. The customers
HAAS AUTOMATION, INC.
 PROGRAMMING WORKBOOK HAAS AUTOMATION, INC. 2800 Sturgis Rd. Oxnard, CA 93030 January 2005 JANUARY 2005 PROGRAMMING HAAS AUTOMATION INC. 2800 Sturgis Road Oxnard, California 93030 Phone: 805-278-1800 www.haascnc.com
PROGRAMMING WORKBOOK HAAS AUTOMATION, INC. 2800 Sturgis Rd. Oxnard, CA 93030 January 2005 JANUARY 2005 PROGRAMMING HAAS AUTOMATION INC. 2800 Sturgis Road Oxnard, California 93030 Phone: 805-278-1800 www.haascnc.com
CNC Machinery. Module 4: CNC Programming "Turning" IAT Curriculum Unit PREPARED BY. August 2009
 CNC Machinery Module 4: CNC Programming "Turning" PREPARED BY IAT Curriculum Unit August 2009 Institute of Applied Technology, 2009 2 Module 4: CNC Programming "Turning" Module 4: CNC Programming "Turning"
CNC Machinery Module 4: CNC Programming "Turning" PREPARED BY IAT Curriculum Unit August 2009 Institute of Applied Technology, 2009 2 Module 4: CNC Programming "Turning" Module 4: CNC Programming "Turning"
Committed to Premium Quality. AC Servo System Catalog
 Committed to Premium Quality AC Servo System Catalog Company Profile CONTENTS DB100 Series AC Servo System 03 Application fields 04 Servo Driver Product Description 05 Servo Motor Product Description 07
Committed to Premium Quality AC Servo System Catalog Company Profile CONTENTS DB100 Series AC Servo System 03 Application fields 04 Servo Driver Product Description 05 Servo Motor Product Description 07
When the machine makes a movement based on the Absolute Coordinates or Machine Coordinates, instead of movements based on work offsets.
 Absolute Coordinates: Also known as Machine Coordinates. The coordinates of the spindle on the machine based on the home position of the static object (machine). See Machine Coordinates Absolute Move:
Absolute Coordinates: Also known as Machine Coordinates. The coordinates of the spindle on the machine based on the home position of the static object (machine). See Machine Coordinates Absolute Move:
COMPUTER INTEGRATED MANUFACTURING LABORATORY (14AME31)
") COMPUTER INTEGRATED MANUFACTURING LABORATORY (14AME31) (For III B.Tech - II SEM- Mechanical Engineering) DEPARTMENT OF MECHANICAL ENGINEERING SRI VENKATESWARA COLLEGE OF ENGINEERING & TECHNOLOGY R.V.S
COMPUTER INTEGRATED MANUFACTURING LABORATORY (14AME31) (For III B.Tech - II SEM- Mechanical Engineering) DEPARTMENT OF MECHANICAL ENGINEERING SRI VENKATESWARA COLLEGE OF ENGINEERING & TECHNOLOGY R.V.S
Mach4 CNC Controller Lathe Programming Guide Version 1.0
 Mach4 CNC Controller Lathe Programming Guide Version 1.0 1 Copyright 2014 Newfangled Solutions, Artsoft USA, All Rights Reserved The following are registered trademarks of Microsoft Corporation: Microsoft,
Mach4 CNC Controller Lathe Programming Guide Version 1.0 1 Copyright 2014 Newfangled Solutions, Artsoft USA, All Rights Reserved The following are registered trademarks of Microsoft Corporation: Microsoft,
Assembly Language. Topic 14 Motion Control. Stepper and Servo Motors
 Assembly Language Topic 14 Motion Control Stepper and Servo Motors Objectives To gain an understanding of the operation of a stepper motor To develop a means to control a stepper motor To gain an understanding
Assembly Language Topic 14 Motion Control Stepper and Servo Motors Objectives To gain an understanding of the operation of a stepper motor To develop a means to control a stepper motor To gain an understanding
Sensors and Sensing Motors, Encoders and Motor Control
 Sensors and Sensing Motors, Encoders and Motor Control Todor Stoyanov Mobile Robotics and Olfaction Lab Center for Applied Autonomous Sensor Systems Örebro University, Sweden todor.stoyanov@oru.se 05.11.2015
Sensors and Sensing Motors, Encoders and Motor Control Todor Stoyanov Mobile Robotics and Olfaction Lab Center for Applied Autonomous Sensor Systems Örebro University, Sweden todor.stoyanov@oru.se 05.11.2015
MICROCONTROLLERS Stepper motor control with Sequential Logic Circuits
 PH-315 MICROCONTROLLERS Stepper motor control with Sequential Logic Circuits Portland State University Summary Four sequential digital waveforms are used to control a stepper motor. The main objective
PH-315 MICROCONTROLLERS Stepper motor control with Sequential Logic Circuits Portland State University Summary Four sequential digital waveforms are used to control a stepper motor. The main objective
CNC Cooltool - Milling Machine
 CNC Cooltool - Milling Machine Module 1: Introduction to CNC Machining 1 Prepared By: Tareq Al Sawafta Module Objectives: 1. Define machining. 2. Know the milling machine parts 3. Understand safety rules
CNC Cooltool - Milling Machine Module 1: Introduction to CNC Machining 1 Prepared By: Tareq Al Sawafta Module Objectives: 1. Define machining. 2. Know the milling machine parts 3. Understand safety rules
CNC PROGRAMMING WORKBOOK. Sample not for. Distribution MILL & LATHE. By Matthew Manton and Duane Weidinger
 CNC PROGRAMMING WORKBOOK MILL & LATHE By Matthew Manton and Duane Weidinger CNC Programming Workbook Mill & Lathe Published by: CamInstructor Incorporated 330 Chandos Crt. Kitchener, Ontario N2A 3C2 www.caminstructor.com
CNC PROGRAMMING WORKBOOK MILL & LATHE By Matthew Manton and Duane Weidinger CNC Programming Workbook Mill & Lathe Published by: CamInstructor Incorporated 330 Chandos Crt. Kitchener, Ontario N2A 3C2 www.caminstructor.com
Sensors and Sensing Motors, Encoders and Motor Control
 Sensors and Sensing Motors, Encoders and Motor Control Todor Stoyanov Mobile Robotics and Olfaction Lab Center for Applied Autonomous Sensor Systems Örebro University, Sweden todor.stoyanov@oru.se 13.11.2014
Sensors and Sensing Motors, Encoders and Motor Control Todor Stoyanov Mobile Robotics and Olfaction Lab Center for Applied Autonomous Sensor Systems Örebro University, Sweden todor.stoyanov@oru.se 13.11.2014
Prof. Steven S. Saliterman Introductory Medical Device Prototyping
 Introductory Medical Device Prototyping Department of Biomedical Engineering, University of Minnesota http://saliterman.umn.edu/ You must complete safety instruction before using tools and equipment in
Introductory Medical Device Prototyping Department of Biomedical Engineering, University of Minnesota http://saliterman.umn.edu/ You must complete safety instruction before using tools and equipment in
Motion Manipulation Techniques
 Motion Manipulation Techniques You ve already been exposed to some advanced techniques with basic motion types (lesson six) and you seen several special motion types (lesson seven) In this lesson, we ll
Motion Manipulation Techniques You ve already been exposed to some advanced techniques with basic motion types (lesson six) and you seen several special motion types (lesson seven) In this lesson, we ll
CNC Machinery. Module 5: CNC Programming / Milling. IAT Curriculum Unit PREPARED BY. August 2009
 CNC Machinery Module 5: CNC Programming / Milling PREPARED BY IAT Curriculum Unit August 2009 Institute of Applied Technology, 2009 ATM313-CNC Module 5: CNC Programming / Milling Module Objectives: 1.
CNC Machinery Module 5: CNC Programming / Milling PREPARED BY IAT Curriculum Unit August 2009 Institute of Applied Technology, 2009 ATM313-CNC Module 5: CNC Programming / Milling Module Objectives: 1.
 DEPARTMENT OF MECHANICAL ENGINEERING QUESTION BANK ME6402 MANUFACTURING TECHNOLOGY II UNIT I PART A 1. List the various metal removal processes? 2. How chip formation occurs in metal cutting? 3. What is
DEPARTMENT OF MECHANICAL ENGINEERING QUESTION BANK ME6402 MANUFACTURING TECHNOLOGY II UNIT I PART A 1. List the various metal removal processes? 2. How chip formation occurs in metal cutting? 3. What is
Safety Hazards Material Processing Laboratory Room 232
 Safety Hazards Material Processing Laboratory Room 232 HAZARD: Rotating Equipment / Machine Tools Be aware of pinch points and possible entanglement Personal Protective Equipment: Safety Goggles; Standing
Safety Hazards Material Processing Laboratory Room 232 HAZARD: Rotating Equipment / Machine Tools Be aware of pinch points and possible entanglement Personal Protective Equipment: Safety Goggles; Standing
VMC Series II Vertical Machining Centers PROGRAMMER S MANUAL. Equipped with the Hardinge / Fanuc System II, Fanuc 0i-M, or Fanuc 18-MC Control
 PROGRAMMER S MANUAL VMC Series II Vertical Machining Centers Equipped with the Hardinge / Fanuc System II, Fanuc 0i-M, or Fanuc 18-MC Control Revised: July 26, 2004 Manual No. M-377B Litho in U.S.A. Part
PROGRAMMER S MANUAL VMC Series II Vertical Machining Centers Equipped with the Hardinge / Fanuc System II, Fanuc 0i-M, or Fanuc 18-MC Control Revised: July 26, 2004 Manual No. M-377B Litho in U.S.A. Part
Techniques With Motion Types
 Techniques With Motion Types The vast majority of CNC programs require but three motion types: rapid, straight line, and circular interpolation. And these motion types are well discussed in basic courses.
Techniques With Motion Types The vast majority of CNC programs require but three motion types: rapid, straight line, and circular interpolation. And these motion types are well discussed in basic courses.
CNC Applications. Programming Machining Centers
 CNC Applications Programming Machining Centers Planning and Programming Just as with the turning center, you must follow a series of steps to create a successful program: 1. Examine the part drawing thoroughly
CNC Applications Programming Machining Centers Planning and Programming Just as with the turning center, you must follow a series of steps to create a successful program: 1. Examine the part drawing thoroughly
 VALLIAMMAI ENGINEERING COLLEGE DEPARTMENT OF MECHANICAL ENGINEERING QUESTION BANK ME6402 MANUFACTURING TECHNOLOGY II UNIT-I PART A 1. List the various metal removal processes? (BT1) 2. Explain how chip
VALLIAMMAI ENGINEERING COLLEGE DEPARTMENT OF MECHANICAL ENGINEERING QUESTION BANK ME6402 MANUFACTURING TECHNOLOGY II UNIT-I PART A 1. List the various metal removal processes? (BT1) 2. Explain how chip
1640DCL Digital Control Lathe
 1640DCL Digital Control Lathe MACHINE SPECIFICATIONS Multiple Function CNC Lathe 1. Manual Hand wheel Operation 2. CNC G-Code Operation 16.1 swing over bed, 8.6 swing over cross-slide 2.05 diameter hole
1640DCL Digital Control Lathe MACHINE SPECIFICATIONS Multiple Function CNC Lathe 1. Manual Hand wheel Operation 2. CNC G-Code Operation 16.1 swing over bed, 8.6 swing over cross-slide 2.05 diameter hole
Table of Contents. Table of Contents. Preface 11 Prerequisites... 12
 Table of Contents Preface 11 Prerequisites... 12 Basic machining practice experience... 12 Controls covered... 12 Limitations... 13 The need for hands -on practice... 13 Instruction method... 13 Scope...
Table of Contents Preface 11 Prerequisites... 12 Basic machining practice experience... 12 Controls covered... 12 Limitations... 13 The need for hands -on practice... 13 Instruction method... 13 Scope...
Placement Paper For Electrical
 Placement Paper For Electrical Q.1 The two windings of a transformer is (A) conductively linked. (B) inductively linked. (C) not linked at all. (D) electrically linked. Ans : B Q.2 A salient pole synchronous
Placement Paper For Electrical Q.1 The two windings of a transformer is (A) conductively linked. (B) inductively linked. (C) not linked at all. (D) electrically linked. Ans : B Q.2 A salient pole synchronous
LAB MANUAL / OBSERVATION
 DHANALAKSHMI COLLEGE OF ENGINEERING DR. VPR NAGAR, MANIMANGALAM, CHENNAI- 601301 DEPARTMENT OF MECHANICAL ENGINEERING LAB MANUAL / OBSERVATION ME6611- CAD/CAM LABORATORY STUDENT NAME REGISTER NUMBER YEAR
DHANALAKSHMI COLLEGE OF ENGINEERING DR. VPR NAGAR, MANIMANGALAM, CHENNAI- 601301 DEPARTMENT OF MECHANICAL ENGINEERING LAB MANUAL / OBSERVATION ME6611- CAD/CAM LABORATORY STUDENT NAME REGISTER NUMBER YEAR
Electronic Speed Controls and RC Motors
 Electronic Speed Controls and RC Motors ESC Power Control Modern electronic speed controls regulate the electric power applied to an electric motor by rapidly switching the power on and off using power
Electronic Speed Controls and RC Motors ESC Power Control Modern electronic speed controls regulate the electric power applied to an electric motor by rapidly switching the power on and off using power
Understanding RC Servos and DC Motors
 Understanding RC Servos and DC Motors What You ll Learn How an RC servo and DC motor operate Understand the electrical and mechanical details How to interpret datasheet specifications and properly apply
Understanding RC Servos and DC Motors What You ll Learn How an RC servo and DC motor operate Understand the electrical and mechanical details How to interpret datasheet specifications and properly apply
Servoturn 410. Servoturn 410. Lathe. Conventional Precision Lathe with servo drive.
 Lathe Conventional Precision Lathe with servo drive easy to operate, more reliable, more precise, for higher loads and reduced maintenance Mineral-Casting Machine Frame preloaded ball screws electronic
Lathe Conventional Precision Lathe with servo drive easy to operate, more reliable, more precise, for higher loads and reduced maintenance Mineral-Casting Machine Frame preloaded ball screws electronic
Job Sheet 2 Servo Control
 Job Sheet 2 Servo Control Electrical actuators are replacing hydraulic actuators in many industrial applications. Electric servomotors and linear actuators can perform many of the same physical displacement
Job Sheet 2 Servo Control Electrical actuators are replacing hydraulic actuators in many industrial applications. Electric servomotors and linear actuators can perform many of the same physical displacement
Module 1. Classification of Metal Removal Processes and Machine tools. Version 2 ME IIT, Kharagpur
 Module 1 Classification of Metal Removal Processes and Machine tools Lesson 2 Basic working principle, configuration, specification and classification of machine tools Instructional Objectives At the end
Module 1 Classification of Metal Removal Processes and Machine tools Lesson 2 Basic working principle, configuration, specification and classification of machine tools Instructional Objectives At the end
Page ENSC387 - Introduction to Electro-Mechanical Sensors and Actuators: Simon Fraser University Engineering Science
 Motor Driver and Feedback Control: The feedback control system of a dc motor typically consists of a microcontroller, which provides drive commands (rotation and direction) to the driver. The driver is
Motor Driver and Feedback Control: The feedback control system of a dc motor typically consists of a microcontroller, which provides drive commands (rotation and direction) to the driver. The driver is
Mill Series Training Manual. Haas CNC Mill Programming
 Haas Factory Outlet A Division of Productivity Inc Mill Series Training Manual Haas CNC Mill Programming Revised 021913 (Printed 02-2013) This Manual is the Property of Productivity Inc The document may
Haas Factory Outlet A Division of Productivity Inc Mill Series Training Manual Haas CNC Mill Programming Revised 021913 (Printed 02-2013) This Manual is the Property of Productivity Inc The document may
Experiment#6: Speaker Control
 Experiment#6: Speaker Control I. Objectives 1. Describe the operation of the driving circuit for SP1 speaker. II. Circuit Description The circuit of speaker and driver is shown in figure# 1 below. The
Experiment#6: Speaker Control I. Objectives 1. Describe the operation of the driving circuit for SP1 speaker. II. Circuit Description The circuit of speaker and driver is shown in figure# 1 below. The
SAMSUNG Machine Tools PL2000SY CNC TURNING CENTER
 SAMSUNG Machine Tools CNC TURNING CENTER SAMSUNG'S Advanced Engineering and Machine Design Cast iron structure for superior dampening characteristics and thermal displacement Rigid 30 degree slant bed
SAMSUNG Machine Tools CNC TURNING CENTER SAMSUNG'S Advanced Engineering and Machine Design Cast iron structure for superior dampening characteristics and thermal displacement Rigid 30 degree slant bed
Step vs. Servo Selecting the Best
 Step vs. Servo Selecting the Best Dan Jones Over the many years, there have been many technical papers and articles about which motor is the best. The short and sweet answer is let s talk about the application.
Step vs. Servo Selecting the Best Dan Jones Over the many years, there have been many technical papers and articles about which motor is the best. The short and sweet answer is let s talk about the application.
ON THE PERFORMANCE OF LINEAR AND ROTARY SERVO MOTORS IN SUB MICROMETRIC ACCURACY POSITIONING SYSTEMS
 ON THE PERFORMANCE OF LINEAR AND ROTARY SERVO MOTORS IN SUB MICROMETRIC ACCURACY POSITIONING SYSTEMS Gilva Altair Rossi de Jesus, gilva@demec.ufmg.br Department of Mechanical Engineering, Federal University
ON THE PERFORMANCE OF LINEAR AND ROTARY SERVO MOTORS IN SUB MICROMETRIC ACCURACY POSITIONING SYSTEMS Gilva Altair Rossi de Jesus, gilva@demec.ufmg.br Department of Mechanical Engineering, Federal University
UNIVERSITY OF JORDAN Mechatronics Engineering Department Measurements & Control Lab Experiment no.1 DC Servo Motor
 UNIVERSITY OF JORDAN Mechatronics Engineering Department Measurements & Control Lab. 0908448 Experiment no.1 DC Servo Motor OBJECTIVES: The aim of this experiment is to provide students with a sound introduction
UNIVERSITY OF JORDAN Mechatronics Engineering Department Measurements & Control Lab. 0908448 Experiment no.1 DC Servo Motor OBJECTIVES: The aim of this experiment is to provide students with a sound introduction
Lathe Series Training Manual. Live Tool for Haas Lathe (including DS)
") Haas Factory Outlet A Division of Productivity Inc Lathe Series Training Manual Live Tool for Haas Lathe (including DS) Created 020112-Rev 121012, Rev2-091014 This Manual is the Property of Productivity
Haas Factory Outlet A Division of Productivity Inc Lathe Series Training Manual Live Tool for Haas Lathe (including DS) Created 020112-Rev 121012, Rev2-091014 This Manual is the Property of Productivity
NC Programming for PUMA Turning Centers Equipped with Live Tools, Sub Spindle, Y- Axis
 NC Programming for PUMA Turning Centers Equipped with Live Tools, Sub Spindle, Y- Axis For PUMA Turning Centers 200M, 200MS, 230M, 230MS, 240M, 240MS, 300M, 300MS 1500Y/SY, 2000Y/SY, 2500Y/SY 1 TABLE OF
NC Programming for PUMA Turning Centers Equipped with Live Tools, Sub Spindle, Y- Axis For PUMA Turning Centers 200M, 200MS, 230M, 230MS, 240M, 240MS, 300M, 300MS 1500Y/SY, 2000Y/SY, 2500Y/SY 1 TABLE OF
Transfer Technologies
 Transfer Technologies Company -WG was established in 1945 -State of the art 10,000 sq. meter manufacturing facility located in Annecy France -155 employees -The first transfer machine was built in 1971
Transfer Technologies Company -WG was established in 1945 -State of the art 10,000 sq. meter manufacturing facility located in Annecy France -155 employees -The first transfer machine was built in 1971
Table of Contents. Preface 9 Prerequisites 9. Key Concept 1: Know Your Machine From A Programmer s Viewpoint 13. Table of Contents
 Preface 9 Prerequisites 9 Basic machining practice experience 9 Controls covered 10 Limitations 10 Programming method 10 The need for hands -on practice 10 Instruction method 11 Scope 11 Key Concepts approach
Preface 9 Prerequisites 9 Basic machining practice experience 9 Controls covered 10 Limitations 10 Programming method 10 The need for hands -on practice 10 Instruction method 11 Scope 11 Key Concepts approach
NZX NLX
 NZX2500 4000 6000 NLX1500 2000 2500 Table of contents: 1. Introduction...1 2. Required add-ins...1 2.1. How to load an add-in ESPRIT...1 2.2. AutoSubStock (optional) (for NLX configuration only)...3 2.3.
NZX2500 4000 6000 NLX1500 2000 2500 Table of contents: 1. Introduction...1 2. Required add-ins...1 2.1. How to load an add-in ESPRIT...1 2.2. AutoSubStock (optional) (for NLX configuration only)...3 2.3.
CNC LATHE TURNING CENTER PL-20A
 CNC LATHE TURNING CENTER PL-20A CNC LATHE TURNING CENTER For High Precision, High Speed and High Productivity MAIN FEATURE Introducing the latest and strongest CNC Lathe PL20A that has satisfied the requirements
CNC LATHE TURNING CENTER PL-20A CNC LATHE TURNING CENTER For High Precision, High Speed and High Productivity MAIN FEATURE Introducing the latest and strongest CNC Lathe PL20A that has satisfied the requirements
FLOOR TYPE HORIZONTAL BORING MILLS
 FLOOR TYPE HORIZONTAL BORING MILLS GRATA N e w g o a l s n e e d n e w s o l u t WRD 130/150 (Q) 111years1903-2014 WRD 170 (Q) i o n s 05/2014 reg. č. 12392-01 T O S V A R N S D O R F a. s. 1 ABOUT COMPANY
FLOOR TYPE HORIZONTAL BORING MILLS GRATA N e w g o a l s n e e d n e w s o l u t WRD 130/150 (Q) 111years1903-2014 WRD 170 (Q) i o n s 05/2014 reg. č. 12392-01 T O S V A R N S D O R F a. s. 1 ABOUT COMPANY
Robot Actuators. Motors and Control. Stepper Motor Basics. Increased Resolution. Stepper motors. DC motors AC motors. Physics review: Nature is lazy.
 obot Actuators tepper motors Motors and Control DC motors AC motors Physics review: ature is lazy. Things seek lowest energy states. iron core vs. magnet magnetic fields tend to line up Electric fields
obot Actuators tepper motors Motors and Control DC motors AC motors Physics review: ature is lazy. Things seek lowest energy states. iron core vs. magnet magnetic fields tend to line up Electric fields
12. CNC Machine Tools and Control systems
 CAD/CAM Principles and Applications 12 CNC Machine Tools and Control systems 12-1/12-39 12. CNC Machine Tools and Control systems 12.1 CNC Machining centres Vertical axis machining centre, and Horizontal
CAD/CAM Principles and Applications 12 CNC Machine Tools and Control systems 12-1/12-39 12. CNC Machine Tools and Control systems 12.1 CNC Machining centres Vertical axis machining centre, and Horizontal
CHAPTER 6 EXPERIMENTAL VALIDATION AND RESULTS AND DISCUSSIONS
 119 CHAPTER 6 EXPERIMENTAL VALIDATION AND RESULTS AND DISCUSSIONS 6.1 CNC INTRODUCTION The CNC systems were first commercially introduced around 1970, and they applied the soft-wired controller approach
119 CHAPTER 6 EXPERIMENTAL VALIDATION AND RESULTS AND DISCUSSIONS 6.1 CNC INTRODUCTION The CNC systems were first commercially introduced around 1970, and they applied the soft-wired controller approach
Feedback Devices. By John Mazurkiewicz. Baldor Electric
 Feedback Devices By John Mazurkiewicz Baldor Electric Closed loop systems use feedback signals for stabilization, speed and position information. There are a variety of devices to provide this data, such
Feedback Devices By John Mazurkiewicz Baldor Electric Closed loop systems use feedback signals for stabilization, speed and position information. There are a variety of devices to provide this data, such
Modular Spindle Technology. Productivity Solutions.
 Modular Spindle Technology Productivity Solutions Kuvam s Phylosophy: We at Kuvam Technologies believe in win-win-win relationship i.e. Win for the customer, Win for the team and Win for the company. WIN
Modular Spindle Technology Productivity Solutions Kuvam s Phylosophy: We at Kuvam Technologies believe in win-win-win relationship i.e. Win for the customer, Win for the team and Win for the company. WIN
CHAPTER 6 FABRICATION OF PROTOTYPE: PERFORMANCE RESULTS AND DISCUSSIONS
 80 CHAPTER 6 FABRICATION OF PROTOTYPE: PERFORMANCE RESULTS AND DISCUSSIONS 6.1 INTRODUCTION The proposed permanent magnet brushless dc motor has quadruplex winding redundancy armature stator assembly,
80 CHAPTER 6 FABRICATION OF PROTOTYPE: PERFORMANCE RESULTS AND DISCUSSIONS 6.1 INTRODUCTION The proposed permanent magnet brushless dc motor has quadruplex winding redundancy armature stator assembly,
KTM-16/20 TECHNICAL DATA
 TECHNICAL DATA Table Diameter : 1,600mm Max. Turning Diameter : 2,000mm Max. Turning Height : 1,750mm Table Indexing Degree : 0.001mm CNC Controller : FANUC 18i-TB ** Bed The bed has symmetrical structure
TECHNICAL DATA Table Diameter : 1,600mm Max. Turning Diameter : 2,000mm Max. Turning Height : 1,750mm Table Indexing Degree : 0.001mm CNC Controller : FANUC 18i-TB ** Bed The bed has symmetrical structure
THE FUTURE RIGHT NOW PRECISION lathes, drilling- and milling machines
 THE FUTURE RIGHT NOW PRECISION lathes, drilling- and milling machines turning milling drilling WABECO lathes > D2000 D2400 D3000 precise lead screw lathe in-house design and production the classics - tried
THE FUTURE RIGHT NOW PRECISION lathes, drilling- and milling machines turning milling drilling WABECO lathes > D2000 D2400 D3000 precise lead screw lathe in-house design and production the classics - tried
HAAS AUTOMATION, INC.
 PROGRAMMING WORKBOOK HAAS AUTOMATION, INC. 2800 Sturgis Rd. Oxnard, CA 93030 JANUARY 2005 . JANUARY 2005 PROGRAMMING HAAS AUTOMATION INC. 2800 Sturgis Road Oxnard, California 93030 Phone: 805-278-1800
PROGRAMMING WORKBOOK HAAS AUTOMATION, INC. 2800 Sturgis Rd. Oxnard, CA 93030 JANUARY 2005 . JANUARY 2005 PROGRAMMING HAAS AUTOMATION INC. 2800 Sturgis Road Oxnard, California 93030 Phone: 805-278-1800
CNC TURNING CENTER 3. (06. 07) Head Office. Seoul Office. Head Office & Factory. HYUNDAI - KIA MACHINE AMERICA CORP. (New Jersey Office)
 Head Office. Seoul Office. Head Office & Factory. HYUNDAI - KIA MACHINE AMERICA CORP. (New Jersey Office)") CNC TURNING CENTER Head Office Head Office & Factory. (06. 07 Seoul Office HYUNDAI - KIA MACHINE AMERICA CORP. (New Jersey Office HYUNDAI - KIA MACHINE AMERICA CORP. (Chicago Office HYUNDAI - KIA MACHINE
CNC TURNING CENTER Head Office Head Office & Factory. (06. 07 Seoul Office HYUNDAI - KIA MACHINE AMERICA CORP. (New Jersey Office HYUNDAI - KIA MACHINE AMERICA CORP. (Chicago Office HYUNDAI - KIA MACHINE
ServoStep technology
 What means "ServoStep" "ServoStep" in Ever Elettronica's strategy resumes seven keypoints for quality and performances in motion control applications: Stepping motors Fast Forward Feed Full Digital Drive
What means "ServoStep" "ServoStep" in Ever Elettronica's strategy resumes seven keypoints for quality and performances in motion control applications: Stepping motors Fast Forward Feed Full Digital Drive
Design & Manufacturing II. The CAD/CAM Labs. Lab I Process Planning G-Code Mastercam Lathe
 2.008 Design & Manufacturing II The CAD/CAM Labs Lab I Process Planning G-Code Mastercam Lathe Lab II Mastercam Mill Check G-Code Lab III CNC Mill & Lathe Machining OBJECTIVE BACKGROUND LAB EXERCISES DELIVERABLES
2.008 Design & Manufacturing II The CAD/CAM Labs Lab I Process Planning G-Code Mastercam Lathe Lab II Mastercam Mill Check G-Code Lab III CNC Mill & Lathe Machining OBJECTIVE BACKGROUND LAB EXERCISES DELIVERABLES
User's Guide. Servo CNC System. for Windows Programming and Operation. SW Version 5.0 Manual Version 1.1b. Form
 User's Guide Servo CNC System for Windows Programming and Operation SW Version 5.0 Manual Version 1.1b Form 0800-80821 Copyright 2006 ServoSource. All rights reserved The software contains proprietary
User's Guide Servo CNC System for Windows Programming and Operation SW Version 5.0 Manual Version 1.1b Form 0800-80821 Copyright 2006 ServoSource. All rights reserved The software contains proprietary
SAMSUNG Machine Tools PL 1600G/1600CG GANG CNC TURNING CENTER
 SAMSUNG Machine Tools PL 1600G/1600CG GANG CNC TURNING CENTER SAMSUNG Machine Tools GANG CNC TURNING CENTER PL 1600G/1600CG Best fit on Both High Speed Machining and Automation System. Automation Ready
SAMSUNG Machine Tools PL 1600G/1600CG GANG CNC TURNING CENTER SAMSUNG Machine Tools GANG CNC TURNING CENTER PL 1600G/1600CG Best fit on Both High Speed Machining and Automation System. Automation Ready
Turning and Lathe Basics
 Training Objectives After watching the video and reviewing this printed material, the viewer will gain knowledge and understanding of lathe principles and be able to identify the basic tools and techniques
Training Objectives After watching the video and reviewing this printed material, the viewer will gain knowledge and understanding of lathe principles and be able to identify the basic tools and techniques
GANESH GBM-2616 CNC Bed Mill With Class-7 Super-Precision Spindle Bearings and Box Ways
 20869 Plummer St. Chatsworth, CA 91311 Toll Free: 888-542-6374 (US only) Phone: 818-349-9166 I Fax: 818-349-7286 www.ganeshmachinery.com GANESH GBM-2616 CNC Bed Mill With Class-7 Super-Precision Spindle
20869 Plummer St. Chatsworth, CA 91311 Toll Free: 888-542-6374 (US only) Phone: 818-349-9166 I Fax: 818-349-7286 www.ganeshmachinery.com GANESH GBM-2616 CNC Bed Mill With Class-7 Super-Precision Spindle
DUGARD. Machine Tools Since Dugard 52TT/52TTS Twin Spindle CNC Lathe Double Y axes, Servo Angular Driven Tool, Twin Built-In Spindles
 DUGARD Machine Tools Since 1939 Double Y axes, Servo Angular Driven Tool, Twin Built-In Spindles www.dugard.com Designed for Precision Part Machining of; One-Hit Machining Automobile, motorcycle and bicycle
DUGARD Machine Tools Since 1939 Double Y axes, Servo Angular Driven Tool, Twin Built-In Spindles www.dugard.com Designed for Precision Part Machining of; One-Hit Machining Automobile, motorcycle and bicycle
Improved productivity for complex machining. Sliding Headstock Type CNC Automatic Lathe
 Improved productivity for complex machining Sliding Headstock Type CNC Automatic Lathe Cincom Technology, Support and Financing. Marubeni Citizen-Cincom is your single source provider of Swiss type lathes
Improved productivity for complex machining Sliding Headstock Type CNC Automatic Lathe Cincom Technology, Support and Financing. Marubeni Citizen-Cincom is your single source provider of Swiss type lathes
MACH3 TURN ARC MOTION 6/27/2009 REV:0
 MACH3 TURN - ARC MOTION PREFACE This is a tutorial about using the G2 and G3 g-codes relative to Mach3 Turn. There is no simple answer to a lot of the arc questions posted on the site relative to the lathe.
MACH3 TURN - ARC MOTION PREFACE This is a tutorial about using the G2 and G3 g-codes relative to Mach3 Turn. There is no simple answer to a lot of the arc questions posted on the site relative to the lathe.
Chapter 14 Automation of Manufacturing Processes and Systems
 Chapter 14 Automation of Manufacturing Processes and Systems Topics in Chapter 14 FIGURE 14.1 Outline of topics described in this chapter. Date 1500Ğ1600 1600Ğ1700 1700Ğ1800 1800Ğ1900 Development Water
Chapter 14 Automation of Manufacturing Processes and Systems Topics in Chapter 14 FIGURE 14.1 Outline of topics described in this chapter. Date 1500Ğ1600 1600Ğ1700 1700Ğ1800 1800Ğ1900 Development Water
Chapter 22 MACHINING OPERATIONS AND MACHINE TOOLS
 Chapter 22 MACHINING OPERATIONS AND MACHINE TOOLS Turning and Related Operations Drilling and Related Operations Milling Machining Centers and Turning Centers Other Machining Operations High Speed Machining
Chapter 22 MACHINING OPERATIONS AND MACHINE TOOLS Turning and Related Operations Drilling and Related Operations Milling Machining Centers and Turning Centers Other Machining Operations High Speed Machining
Numerical Control (NC) and The A(4) Level of Automation
 and The A(4) Level of Automation") Numerical Control (NC) and The A(4) Level of Automation Chapter 40 40.1 Introduction Numeric Control (NC) and Computer Numeric Control (CNC) are means by which machine centers are used to produce repeatable
Numerical Control (NC) and The A(4) Level of Automation Chapter 40 40.1 Introduction Numeric Control (NC) and Computer Numeric Control (CNC) are means by which machine centers are used to produce repeatable
Milling PCBs. Jonathan Bachrach. September 14, EECS UC Berkeley
 Milling PCBs Jonathan Bachrach EECS UC Berkeley September 14, 2016 Last Time 1 PCBs wisegeek Today 2 Milling PCBs CNC 3 Computerized Numeric Control Benefits 4 Automation Precision Repeatability Flexibility
Milling PCBs Jonathan Bachrach EECS UC Berkeley September 14, 2016 Last Time 1 PCBs wisegeek Today 2 Milling PCBs CNC 3 Computerized Numeric Control Benefits 4 Automation Precision Repeatability Flexibility