Drilling of Glass by Excimer Laser Mask Projection Technique Abstract Introduction Experimental details
|
|
|
- Lynne Howard
- 5 years ago
- Views:
Transcription
1 Drilling of Glass by Excimer Laser Mask Projection Technique Bernd Keiper, Horst Exner, Udo Löschner, Thomas Kuntze Laserinstitut Mittelsachsen e.v., Hochschule Mittweida, University of Applied Sciences Mittweida, Germany Abstract Presently, there is a growing demand from the industry for microprocessing of materials. In particular, for applications in the field of microsystems technology it is necessary to produce structures with dimensions down to the micrometer scale especially in materials that could not be processed or processed well by conventional microelectronic technologies. We have been investigating the drilling of anodically bondable PYREX glass by means of laser microprocessing using the excimer laser mask projection technique (48 nm or 193 nm wavelength, 10 ns pulse duration, 8 mj pulse energy, 500 Hz repetition rate). We will show the dependence of the processing results on the laser parameters. The diameter of the holes ranges from 30 to 100 µm at the front side and from 1 to 50 µm at the rear side of the 500 µm thick wafer. We observed the formation of cracks in the laser processed region. Accordingly, we found distinct relationships between the process parameters and the quality of the walls of the drilled holes. Especially the change from 48 to 193 nm wavelength led to a distinct decrease of crack formation but the wall at the rear side of the wafer shows still a break off of some material. As a solution the drilling of the wafer from both sides of the wafer allows us to produce crack free holes. Introduction In the literature we can observe growing efforts to process various technical glasses (quartz glass, BK7, BGG31 and other glasses) using excimer laser wavelengths (193, 48 and 308 nm) 1,,3. Anodically bondable glass wafers are of special interest for applications in the field of microsystems technology since they allow the use of glass in combination with the silicon technology. That s why we have chosen 7740 borosilicate Pyrex glass for our investigations. A standard technology for producing holes in such wafers is ultrasonic drilling. The disadvantages of this method are the limited minimum diameter of the holes and the limited quality of the hole walls. In order to miniaturize components, holes with diameters of 100 µm or less are needed, which we wanted to produce using excimer laser microprocessing. The absorption coefficient and, therefore, the ablation mechanism of different glasses depends strongly on the composition of the glass. In contrast to quartz glass, Pyrex glass absorbs the excimer laser radiation with 48 nm wavelength, but we have find out in our investigations that the ablation of Pyrex glass and of different other glasses at 48 nm wavelength led to crack formation inside the irradiated area and, therefore, to a diminished quality of the hole walls. In consequence we used 193 nm wavelength for the actual investigations. Experimental details PYREX glass wafers were structured by means of ArF excimer laser microprocessing using the mask projection technique with the experimental setup given in Fig.1. We have used an ExciStar S-500 (TUILASER AG) and a LightBench System (ATL Lasertechnik GmbH). Table 1 shows the processing parameters used. The oxygen content of the air absorbs the laser radiation at 193 nm wavelength, resulting in a loss of laser energy of about 10 percent per meter length of the optical path and in the formation of ozone. To prevent the ozone formation it is necessary to flush the whole optical path with inert gas (N, Ar or He). That s why we have airsealed the optical assembly and connected one side to a gas supply and the other side to an exhaust exit. In order to flush the path between projection lens and sample surface we have used a nozzle with a mm bore (see Fig.1). In our experiments we have used Ar for flushing. Without flushing of the optical path the laser fluence at the sample surface is 0 percent lower. The use of the beam concentrator consisting of two lenses allows us to increase the laser fluence from 40 to more than 50 mj/cm at the surface of the mask and therefore to 5 J/cm at the sample surface if a reduction scale of 1:10 is used. A camera system enables the adjustment of the sample surface to the projection plane and the observation of the sample surface during the laser processing. The movement of the sample is done by an xyz-table (150 x 100 x 11 mm 3 ) with contouring control. The resolution of the system is 0.5 µm. The diameter of the processed area at the surface of the glass wafer was varied between 30 and 100 µm. In the text given diameters of conical holes are the diameters at the front side of the wafer. 1
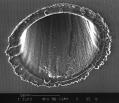
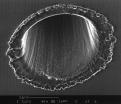
2 Results and discussion In a first step we have determined the ablation depth per laser pulse in dependence on the laser fluence and on the number of pulses at different repetition rates. The total ablation depth was determined with a Dektak 3030 profilometer. The results are shown in Fig. for 50 Hz repetition rate and in Fig.3 for 500 Hz repetition rate. After the first laser pulse no ablation depth could be measured, since it led only to a laser induced change of the sample surface, e.g. to the ablation of impurities or water as well as increasing roughness and absorption. This behaviour is known from former investigations 4 of the ablation of different materials at 48 nm wavelength. After ten laser pulses relatively high ablation depths between 100 and 160 nm per pulse were observed. The following ten laser pulses show only half the ablation depth per pulse. For some laser fluences was measured a slight increase of the ablation depth at 100 laser pulses. This is the maximum of laser pulses applied in the actual investigations because of the limited measurement range of the profilometer. In the next step of our investigations we have drilled the holes through the 500 µm thick glass wafer. The moment the hole is drilled through was determined by the UV-laser-induced fluorescence observed on a white sheet of paper placed beneath the wafer. From this experiment we calculated the average ablation depth per laser pulse for different laser fluences, repetition rates and diameters which we show in Fig.4. We have found that for drilling a 50-µm diameter hole through the 500 µm thick wafer there exists a laser fluence limit. Below that limit of about 4 J/cm the drilling process stopped before drilling through. This behaviour is due to the conical shape of the holes. The slope of the walls and consequently the maximum thickness that can be drilled through depends on the laser fluence. The average ablation depth for drilling the whole wafer was distinctly higher than the ablation depths measured during the first 100 laser pulses at all laser fluences above the limit. In our former investigations 4 an increase of the ablation depth per laser pulse with growing total ablation depth was not observed. This may have various reasons: At first we have used 193 nm wavelength and 10 ns pulse duration compared to 48 nm and 30 ns, producing a threefold peak power at the same laser fluence. For the drilling of small holes we discuss a special ablation mechanism. The steep walls (<.3 ) reflect a large part of the radiation down to the ground of the hole though the laser fluence can increase with growing total ablation depth with an decreasing area resulting in larger ablation depths per laser pulse. The influence of the laser fluence on the ablation depth per pulse above the limit is relatively small: The threefold increase of laser fluence results only in the 1.3 fold increase in ablation depth. We assume that the excess of energy is mainly absorbed by the ejected material resulting in a stronger laser plasma. In our investigations with 30 µm diameter we observed a similar behaviour. But the limit for drilling through increases to 7. and 10. J/cm ( Hz and 500 Hz, respectively). The higher limits can be explained with the increasing heat abduction from the smaller laser irradiated area. The ablation depth per laser pulse above the limit is nearly the same as we have determined with 50 µm diameter. During the drilling experiments with both diameters we can observe differences in the ablation process at different laser fluences: At a laser fluence just above the limit the observed fluorescence light becomes visible only after drilling through the wafer. If we used higher laser fluences, we have observed some violet fluorescence already at nearly half the drilling time. However, only when the hole is drilled through the fluorescence area becomes clearly defined and the observed fluorescence became more intensive allowing us to determine exactly the drilling time. This behaviour indicates that some laser light must be shining through microcracks in the glass already after half the drilling time. The crack formation should be due to the high pressure at the ground of the hole caused by the expansion of the strong laser plasma. Another reason for the cracks might be the thermally induced mechanical stress in the glass, but since the behaviour is nearly independent on the repetition rate this mechanism is not probable. The influence of the repetition rate on the ablation depth per pulse is very small. Only at the largest repetition rate of 500 Hz the ablation depth per laser pulse is a bit smaller. In Fig.5 we present Scanning Electron Microscopy (SEM) micrographs of holes drilled with different repetition rates at different laser fluences and 50 µm diameter. The wafer was cleaned with a standard process (½ min with 1: HF / NH 4 F) in order to remove the material redeposited during the drilling process from the surface. The holes are also slightly overetched resulting in a small increase of the diameter. The results agree with the above explained relationships: The repetition rate has only a minor influence on the quality of the holes at the rear side of the wafer, whereas increasing laser fluence leads to an increasing crack formation and break off of material at the bottom of the wafer. Best results were obtained with low laser fluences were no crack formation and only little break off of material but also a decreasing hole diameter at the rear side of the wafer was observed. The reason for this behaviour should be the force that is caused by the high pressure of the expanding laser plasma. That force increases with growing diameter of the bottom of the hole. That means we can minimize or prevent the damage inside the glass when the hole diameter at the rear side of the wafer is small.
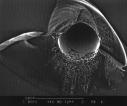
3 The appearance of the front side of the holes shows only little dependence on the laser fluence but a slight increase of the thrown up region around the holes can be observed with increasing laser fluences. Again, best values were obtained at the low fluences: The thrown up region is then less than 0 µm wide and less than 1 µm high. In Fig.6 we show optical micrographs of 30-µm holes drilled with laser fluences at 7 and 11 J/cm,i.e., near the limit for drilling through and far above it. The wafer was not cleaned after drilling, so that the redeposit of ablated particles is clearly visible at the front side of the wafer. In accordance with the results obtained for 50-µm diameter holes we can observe a better quality, that means less break off of material at the rear side of the wafer, if a laser fluence just above the limit for drilling through is used. Unfortunately, the diameter at the rear side of the wafer is much smaller then (only 1.5 to µm). Our excimer laser drilled holes are more or less conical and have a relatively small diameter at the rear side of the wafer provided the optimized parameters are used. The slope of the walls varies between 3.5 and 1.6 (100 and 30 µm diameter, respectively). Up to now it seems not to be possible to avoid the break off of material in the moment of drilling through completely merely by optimizing the laser parameters. In our experiments we have also tested a number of other possibilities to avoid such break off: The wafer was coated with a photo resist or with a 1.5 µm thick Physical Enhanced CVD SiO film in order to reduce the force on the wafer during drilling through. However, those films did not distinctly improve the quality of the holes. In another experiment we put a second Pyrex glass wafer beneath the drilled wafer, but also without any positive result. Only after putting an alcohol film between the pressed wafers did we observe less break off of material. This might be caused by the generation of a counteracting force at the rear side of the wafer and/or by the cooling effect of the alcohol. Another possibility to improve the quality of the holes is the drilling from both sides of the wafer. The optical micrograph in Fig.7, shows a cross-section of such holes. It demonstrates that this method allows us to produce holes without break off of material on the rear side. Additionally, it is possible to enlarge the minimum diameter inside the hole. Summary and conclusion The excimer laser microprocessing system presented in this paper is suitable to produce holes with diameters from 30 to 100 µm in 500 µm thick Pyrex glass. Smaller hole diameters require larger laser fluences due to the increasing heat abduction. The quality of the holes at the front side of the wafer is very good without cracks in the glass. The formation of cracks and a break off of material at the rear side of the wafer depends on the processing parameters. At the optimized parameters (laser fluences just above the limit for drilling through) no cracks were observed but a slight break off of material may still occur. The ablation depth per laser pulse is nearly independent of the repetition rate. Only at 500 Hz it decreases slightly, but the advantage of the high repetition rate still exists since the mean ablation depth is higher than at lower repetition rates. The holes are conical with a slope of the walls between 3.5 and 1.6. Holes with the best quality (without break off of material) can be made by drilling from both sides of the wafer. Moreover, this method offers the possibility to enlarge the minimum diameter inside the conical hole, too. Acknowledgements The authors would like to thank the Dr. Teschauer & Petsch AG, Chemnitz for the financial support. The research project that was the basis for this publication is supported with EFFRE-means of the EU and with means of the Freistaat Sachsen (Projekt-Nr.: 4355/679). We thank Ina Schubert from the Technical University Chemnitz for the SEM and optical microscopy investigations and Andreas Eysert from the University Mittweida for carrying out the cross-section preparations. References 1 B. Wolff, P. Simon. Nanosecond and Femtosecond Excimer Laser Ablation of Fused Silica. Applied Physics A 54, (199) pp R. Nowak, S. Metev, G. Sepold. Excimer laser processing of BK7 and BGG31 glasses. Glastechnische Berichte, 66 (1993) No. 4, pp
4 3 C. Buerhop; N. Lutz; R. Weißmann; G. Tomandi. Surface treatment of glass and ceramics using XeCl excimer laser radiation. Glastechnische Berichte, 66 (1993) No. 3, pp Horst Exner, Bernd Keiper, Peter Meja. Microstructuring of materials by pulsed laser focusing and projection technique. Presented at Photonics West `99, January 1999, San Jose, California, published in Laser Applications in Microelectronic and Optoelectronic Manufacturing IV ed. by Jan J. Dubowski, H. Helvajian, E. W. Kreutz, K. Sugioka, SPIE Proceedings Series, Volume 3618, (1999) Figures Beam concentrator Mask Camera LightBench (Airsealed) Lighting Mirror (visible) Laser ExciStar S-500 Optical rail Dielectric mirror (193 nm) Flush gas (Argon) Exhaust exit 3 lens projection system Nozzle Sample xyz-table Fig.1: Experimental set-up for excimer laser microprocessing Ablation depth per laser pulse [nm] J/cm 8.8 J/cm 10. J/cm 11.6 J/cm 1.8 J/cm Number of pulses Fig.: Dependence of the ablation depth per laser pulse on the number of laser pulses for different laser fluences at 50 Hz repetition rate and 100 µm diameter. 4
5 Ablation depth per laser pulse [nm] Number of pulses 7. J/cm 8.8 J/cm 10. J/cm 11.6 J/cm 1.8 J/cm Fig.3: Dependence of the ablation depth per laser pulse on the number of laser pulses for different laser fluences at 500 Hz repetition rate and 100 µm diameter. Average ablation depth per laser pulse [nm] Laser fluence [J/cm ] f=100 Hz; d=50 µm f=500 Hz; d=50 µm f=100 Hz; d=30 µm f=500 Hz; d=30 µm Fig.4: Dependence of the average ablation depth per laser pulse on the laser fluence for different repetition rates and diameters of the holes refer to a total ablation depth of 500 µm in Pyrex glass. Also included the limits for drilling through (Points on the horizontal axis, where pulses were used). 5



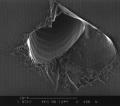
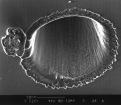
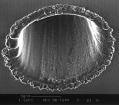

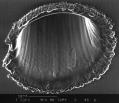













6 Laser fluence: 4.4 J/cm 5. J/cm 7. J/cm 11.6 J/cm Repetition rate: 50 Hz back side 0 µm front side 0µm 00 Hz back side 0 µm front side 0µm 500 Hz back side 0 µm front side 0µm Fig.5: SEM images of 50 µm holes in 500 µm thick Pyrex glass drilled with different laser fluences and repetition rates. 6
 shows the typical look of the front side, b) and c) show the rear side of the holes drilled with")
, b) was drilled with 7 J/cm laser fluence and c) with 11 J/cm laser fluence.")


7 10 µm a) b) c) Fig.6: Holes with 30 µm diameter in 500 µm thick Pyrex glass. a) shows the typical look of the front side, b) and c) show the rear side of the holes drilled with different fluences. The hole a), b) was drilled with 7 J/cm laser fluence and c) with 11 J/cm laser fluence. The drilled through region is marked in b) with a white circle to make it visible in the printed image. 100 µm Fig.7: Cross-section preparation of holes in 500 µm thick Pyrex glass. Both holes were drilled with 100 µm diameter from the front side of the wafer. The left one was drilled with 50 µm and the right one with 100 µm diameter from the rear side of the wafer. Table 1: Processing parameters Excimer laser Wavelength Pulse duration Repetition rate Pulse energy Laser fluence Reduction scale [nm] [ns] [Hz] [mj] [J/cm ] to 500 Up to 8 4 to 5 1:10 7
Micron and sub-micron gratings on glass by UV laser ablation
 Available online at www.sciencedirect.com Physics Procedia 41 (2013 ) 708 712 Lasers in Manufacturing Conference 2013 Micron and sub-micron gratings on glass by UV laser ablation Abstract J. Meinertz,
Available online at www.sciencedirect.com Physics Procedia 41 (2013 ) 708 712 Lasers in Manufacturing Conference 2013 Micron and sub-micron gratings on glass by UV laser ablation Abstract J. Meinertz,
Rear Side Processing of Soda-Lime Glass Using DPSS Nanosecond Laser
 Lasers in Manufacturing Conference 215 Rear Side Processing of Soda-Lime Glass Using DPSS Nanosecond Laser Juozas Dudutis*, Paulius Gečys, Gediminas Račiukaitis Center for Physical Sciences and Technology,
Lasers in Manufacturing Conference 215 Rear Side Processing of Soda-Lime Glass Using DPSS Nanosecond Laser Juozas Dudutis*, Paulius Gečys, Gediminas Račiukaitis Center for Physical Sciences and Technology,
PROCEEDINGS OF SPIE. 193nm high power lasers for the wide bandgap material processing
 PROCEEDINGS OF SPIE SPIEDigitalLibrary.org/conference-proceedings-of-spie 193nm high power lasers for the wide bandgap material processing Junichi Fujimoto, Masakazu Kobayashi, Koji Kakizaki, Hiroaki Oizumi,
PROCEEDINGS OF SPIE SPIEDigitalLibrary.org/conference-proceedings-of-spie 193nm high power lasers for the wide bandgap material processing Junichi Fujimoto, Masakazu Kobayashi, Koji Kakizaki, Hiroaki Oizumi,
Micromachining of packaging materials for MEMS using lasers
 Micromachining of packaging materials for MEMS using lasers Vijay V. Kancharla, Kira K. Hendricks, Shaochen Chen* Industrial and Manufacturing Systems Engineering Department, Iowa State University ABSTRACT
Micromachining of packaging materials for MEMS using lasers Vijay V. Kancharla, Kira K. Hendricks, Shaochen Chen* Industrial and Manufacturing Systems Engineering Department, Iowa State University ABSTRACT
CVI LASER OPTICS ANTIREFLECTION COATINGS
 CVI LASER OPTICS ANTIREFLECTION COATINGS BROADBAND MULTILAYER ANTIREFLECTION COATINGS Broadband antireflection coatings provide a very low reflectance over a broad spectral bandwidth. These advanced multilayer
CVI LASER OPTICS ANTIREFLECTION COATINGS BROADBAND MULTILAYER ANTIREFLECTION COATINGS Broadband antireflection coatings provide a very low reflectance over a broad spectral bandwidth. These advanced multilayer
Title: Laser marking with graded contrast micro crack inside transparent material using UV ns pulse
 Cover Page Title: Laser marking with graded contrast micro crack inside transparent material using UV ns pulse laser Authors: Futoshi MATSUI*(1,2), Masaaki ASHIHARA(1), Mitsuyasu MATSUO (1), Sakae KAWATO(2),
Cover Page Title: Laser marking with graded contrast micro crack inside transparent material using UV ns pulse laser Authors: Futoshi MATSUI*(1,2), Masaaki ASHIHARA(1), Mitsuyasu MATSUO (1), Sakae KAWATO(2),
Excimer laser projector for microelectronics applications
 Excimer laser projector for microelectronics applications P T Rumsby and M C Gower Exitech Ltd Hanborough Park, Long Hanborough, Oxford OX8 8LH, England ABSTRACT Fully integrated excimer laser mask macro
Excimer laser projector for microelectronics applications P T Rumsby and M C Gower Exitech Ltd Hanborough Park, Long Hanborough, Oxford OX8 8LH, England ABSTRACT Fully integrated excimer laser mask macro
Femtosecond Pulsed Laser Direct Writing System for Photomask Fabrication
 Femtosecond Pulsed Laser Direct Writing System for Photomask Fabrication B.K.A.Ngoi, K.Venkatakrishnan, P.Stanley and L.E.N.Lim Abstract-Photomasks are the backbone of microfabrication industries. Currently
Femtosecond Pulsed Laser Direct Writing System for Photomask Fabrication B.K.A.Ngoi, K.Venkatakrishnan, P.Stanley and L.E.N.Lim Abstract-Photomasks are the backbone of microfabrication industries. Currently
Part 5-1: Lithography
 Part 5-1: Lithography Yao-Joe Yang 1 Pattern Transfer (Patterning) Types of lithography systems: Optical X-ray electron beam writer (non-traditional, no masks) Two-dimensional pattern transfer: limited
Part 5-1: Lithography Yao-Joe Yang 1 Pattern Transfer (Patterning) Types of lithography systems: Optical X-ray electron beam writer (non-traditional, no masks) Two-dimensional pattern transfer: limited
The Laser Processing of Diamond and Sapphire
 The Laser Processing of Diamond and Sapphire Neil Sykes Micronanics Limited neil@micronanics.com Diamond Diamond has the highest hardness and thermal conductivity of any bulk material 10/10 on the Mohs
The Laser Processing of Diamond and Sapphire Neil Sykes Micronanics Limited neil@micronanics.com Diamond Diamond has the highest hardness and thermal conductivity of any bulk material 10/10 on the Mohs
Effects of spherical aberrations on micro welding of glass using ultra short laser pulses
 Available online at www.sciencedirect.com Physics Procedia 39 (2012 ) 563 568 LANE 2012 Effects of spherical aberrations on micro welding of glass using ultra short laser pulses Kristian Cvecek a,b,, Isamu
Available online at www.sciencedirect.com Physics Procedia 39 (2012 ) 563 568 LANE 2012 Effects of spherical aberrations on micro welding of glass using ultra short laser pulses Kristian Cvecek a,b,, Isamu
UV EXCIMER LASER BEAM HOMOGENIZATION FOR MICROMACHINING APPLICATIONS
 Optics and Photonics Letters Vol. 4, No. 2 (2011) 75 81 c World Scientific Publishing Company DOI: 10.1142/S1793528811000226 UV EXCIMER LASER BEAM HOMOGENIZATION FOR MICROMACHINING APPLICATIONS ANDREW
Optics and Photonics Letters Vol. 4, No. 2 (2011) 75 81 c World Scientific Publishing Company DOI: 10.1142/S1793528811000226 UV EXCIMER LASER BEAM HOMOGENIZATION FOR MICROMACHINING APPLICATIONS ANDREW
Diverse Lasers Support Key Microelectronic Packaging Tasks
 Diverse Lasers Support Key Microelectronic Packaging Tasks Written by D Muller, R Patzel, G Oulundsen, H Halou, E Rea 23 July 2018 To support more sophisticated and compact tablets, phones, watches and
Diverse Lasers Support Key Microelectronic Packaging Tasks Written by D Muller, R Patzel, G Oulundsen, H Halou, E Rea 23 July 2018 To support more sophisticated and compact tablets, phones, watches and
LASER TECHNOLOGY. Key parameters. Groundbreaking in the laser processing of cutting tools. A member of the UNITED GRINDING Group
 Creating Tool Performance A member of the UNITED GRINDING Group Groundbreaking in the laser processing of cutting tools Key parameters The machining of modern materials using laser technology knows no
Creating Tool Performance A member of the UNITED GRINDING Group Groundbreaking in the laser processing of cutting tools Key parameters The machining of modern materials using laser technology knows no
Micromachining of complex channel systems in 3D quartz substrates using Q-switched Nd:YAG laser
 Appl. Phys. A 74, 773 777 (2002)/ Digital Object Identifier (DOI) 10.1007/s003390100943 Applied Physics A Materials Science & Processing Micromachining of complex channel systems in 3D quartz substrates
Appl. Phys. A 74, 773 777 (2002)/ Digital Object Identifier (DOI) 10.1007/s003390100943 Applied Physics A Materials Science & Processing Micromachining of complex channel systems in 3D quartz substrates
Nanosecond Laser Processing of Soda-Lime Glass
 Nanosecond Laser Processing of Soda-Lime Glass Paulius GEČYS, Juozas DUDUTIS and Gediminas RAČIUKAITIS Center for Physical Sciences and Technology, Savanoriu Ave. 231, Vilnius, LT-02300, Lithuania E-mail:
Nanosecond Laser Processing of Soda-Lime Glass Paulius GEČYS, Juozas DUDUTIS and Gediminas RAČIUKAITIS Center for Physical Sciences and Technology, Savanoriu Ave. 231, Vilnius, LT-02300, Lithuania E-mail:
Laser Singulation of Thin Wafers & Difficult Processed Substrates: A Niche Area over Saw Dicing
 Laser Singulation of Thin Wafers & Difficult Processed Substrates: A Niche Area over Saw Dicing M.H. Hong *, **, Q. Xie *, K.S. Tiaw * *, ** and T.C. Chong * Data Storage Institute, DSI Building 5, Engineering
Laser Singulation of Thin Wafers & Difficult Processed Substrates: A Niche Area over Saw Dicing M.H. Hong *, **, Q. Xie *, K.S. Tiaw * *, ** and T.C. Chong * Data Storage Institute, DSI Building 5, Engineering
Lithography. 3 rd. lecture: introduction. Prof. Yosi Shacham-Diamand. Fall 2004
 Lithography 3 rd lecture: introduction Prof. Yosi Shacham-Diamand Fall 2004 1 List of content Fundamental principles Characteristics parameters Exposure systems 2 Fundamental principles Aerial Image Exposure
Lithography 3 rd lecture: introduction Prof. Yosi Shacham-Diamand Fall 2004 1 List of content Fundamental principles Characteristics parameters Exposure systems 2 Fundamental principles Aerial Image Exposure
PROFILE CONTROL OF A BOROSILICATE-GLASS GROOVE FORMED BY DEEP REACTIVE ION ETCHING. Teruhisa Akashi and Yasuhiro Yoshimura
 Stresa, Italy, 25-27 April 2007 PROFILE CONTROL OF A BOROSILICATE-GLASS GROOVE FORMED BY DEEP REACTIVE ION ETCHING Teruhisa Akashi and Yasuhiro Yoshimura Mechanical Engineering Research Laboratory (MERL),
Stresa, Italy, 25-27 April 2007 PROFILE CONTROL OF A BOROSILICATE-GLASS GROOVE FORMED BY DEEP REACTIVE ION ETCHING Teruhisa Akashi and Yasuhiro Yoshimura Mechanical Engineering Research Laboratory (MERL),
Luminescence study of defects in silica glasses under near-uv excitation.
 Available online at www.sciencedirect.com Physics Procedia 00 (2010) 000 000 Physics Procedia 8 (2010) 39 43 www.elsevier.com/locate/procedia VI Encuentro Franco-Español de Química y Física del Estado
Available online at www.sciencedirect.com Physics Procedia 00 (2010) 000 000 Physics Procedia 8 (2010) 39 43 www.elsevier.com/locate/procedia VI Encuentro Franco-Español de Química y Física del Estado
POWER DETECTORS. How they work POWER DETECTORS. Overview
 G E N T E C - E O POWER DETECTORS Well established in this field for over 30 years Gentec Electro-Optics has been a leader in the field of laser power and energy measurement. The average power density
G E N T E C - E O POWER DETECTORS Well established in this field for over 30 years Gentec Electro-Optics has been a leader in the field of laser power and energy measurement. The average power density
Dicing of Thin Silicon Wafers with Ultra-Short Pulsed Lasers in the Range from 200 fs up to 10 ps
 Technical Communication JLMN-Journal of Laser Micro/Nanoengineering Vol. 10, No. 2, 2015 Dicing of Thin Silicon Wafers with Ultra-Short Pulsed Lasers in the Range from 200 fs up to 10 ps C. Fornaroli 1,
Technical Communication JLMN-Journal of Laser Micro/Nanoengineering Vol. 10, No. 2, 2015 Dicing of Thin Silicon Wafers with Ultra-Short Pulsed Lasers in the Range from 200 fs up to 10 ps C. Fornaroli 1,
Fabrication of microstructures on photosensitive glass using a femtosecond laser process and chemical etching
 Fabrication of microstructures on photosensitive glass using a femtosecond laser process and chemical etching C. W. Cheng* 1, J. S. Chen* 2, P. X. Lee* 2 and C. W. Chien* 1 *1 ITRI South, Industrial Technology
Fabrication of microstructures on photosensitive glass using a femtosecond laser process and chemical etching C. W. Cheng* 1, J. S. Chen* 2, P. X. Lee* 2 and C. W. Chien* 1 *1 ITRI South, Industrial Technology
Supplementary Figure 1 Reflective and refractive behaviors of light with normal
 Supplementary Figures Supplementary Figure 1 Reflective and refractive behaviors of light with normal incidence in a three layer system. E 1 and E r are the complex amplitudes of the incident wave and
Supplementary Figures Supplementary Figure 1 Reflective and refractive behaviors of light with normal incidence in a three layer system. E 1 and E r are the complex amplitudes of the incident wave and
Laser Induced Damage Threshold of Optical Coatings
 White Paper Laser Induced Damage Threshold of Optical Coatings An IDEX Optics & Photonics White Paper Ronian Siew, PhD Craig Hanson Turan Erdogan, PhD INTRODUCTION Optical components are used in many applications
White Paper Laser Induced Damage Threshold of Optical Coatings An IDEX Optics & Photonics White Paper Ronian Siew, PhD Craig Hanson Turan Erdogan, PhD INTRODUCTION Optical components are used in many applications
ND:YAG/ND:YLF...T-26 TUNABLE LASER MIRRORS...T-28 MISCELLANEOUS MIRRORS...T-30 ANTI-REFLECTIVE OVERVIEW...T-31 0 DEGREE ANGLE OF INCIDENCE...
 COATING TRACES HIGH REFLECTION COATING TRACES Coating Backgrounder ND:YAG/ND:YLF...T-26 TUNABLE LASER MIRRORS...T-28 MISCELLANEOUS MIRRORS...T-30 ANTI-REFLECTION COATING TRACES ANTI-REFLECTIVE OVERVIEW...T-31
COATING TRACES HIGH REFLECTION COATING TRACES Coating Backgrounder ND:YAG/ND:YLF...T-26 TUNABLE LASER MIRRORS...T-28 MISCELLANEOUS MIRRORS...T-30 ANTI-REFLECTION COATING TRACES ANTI-REFLECTIVE OVERVIEW...T-31
Micromachining of Glass by Laser Induced Deep Etching (LIDE) LPKF Vitrion 5000
 LPKF Vitrion 5000") Micromachining of Glass by Laser Induced Deep Etching (LIDE) LPKF Vitrion 5000 In microsystems technology, glass is very suitable as a substrate material for a variety of applications. The basis for the
Micromachining of Glass by Laser Induced Deep Etching (LIDE) LPKF Vitrion 5000 In microsystems technology, glass is very suitable as a substrate material for a variety of applications. The basis for the
Section 2: Lithography. Jaeger Chapter 2. EE143 Ali Javey Slide 5-1
 Section 2: Lithography Jaeger Chapter 2 EE143 Ali Javey Slide 5-1 The lithographic process EE143 Ali Javey Slide 5-2 Photolithographic Process (a) (b) (c) (d) (e) (f) (g) Substrate covered with silicon
Section 2: Lithography Jaeger Chapter 2 EE143 Ali Javey Slide 5-1 The lithographic process EE143 Ali Javey Slide 5-2 Photolithographic Process (a) (b) (c) (d) (e) (f) (g) Substrate covered with silicon
MicroSpot FOCUSING OBJECTIVES
 OFR P R E C I S I O N O P T I C A L P R O D U C T S MicroSpot FOCUSING OBJECTIVES APPLICATIONS Micromachining Microlithography Laser scribing Photoablation MAJOR FEATURES For UV excimer & high-power YAG
OFR P R E C I S I O N O P T I C A L P R O D U C T S MicroSpot FOCUSING OBJECTIVES APPLICATIONS Micromachining Microlithography Laser scribing Photoablation MAJOR FEATURES For UV excimer & high-power YAG
ICALEO 2007, October 29 November 1, Hilton in the WALT DISNEY WORLD Resort, Orlando, FL, USA
 WHAT IS THE BEST CHOICE FOR LASER MATERIAL PROCESSING ROD, DISK, SLAB OR FIBER? Paper 201 Erwin Steiger Erwin Steiger LaserService, Graf-Toerring-Strasse 68, Maisach, Bavaria, 82216, Germany Abstract Laser
WHAT IS THE BEST CHOICE FOR LASER MATERIAL PROCESSING ROD, DISK, SLAB OR FIBER? Paper 201 Erwin Steiger Erwin Steiger LaserService, Graf-Toerring-Strasse 68, Maisach, Bavaria, 82216, Germany Abstract Laser
TECHNICAL QUICK REFERENCE GUIDE MANUFACTURING CAPABILITIES GLASS PROPERTIES COATING CURVES REFERENCE MATERIALS
 TECHNICAL QUICK REFERENCE GUIDE COATING CURVES GLASS PROPERTIES MANUFACTURING CAPABILITIES REFERENCE MATERIALS TABLE OF CONTENTS Why Edmund Optics?... 3 Anti-Reflective (AR) Coatings... 4-16 Metallic Mirror
TECHNICAL QUICK REFERENCE GUIDE COATING CURVES GLASS PROPERTIES MANUFACTURING CAPABILITIES REFERENCE MATERIALS TABLE OF CONTENTS Why Edmund Optics?... 3 Anti-Reflective (AR) Coatings... 4-16 Metallic Mirror
Microelectronics Packaging AS FEATURES GET SMALLER, THE ROLE FOR LASERS GETS LARGER
 MEMS ARTICLE Microelectronics Packaging AS FEATURES GET SMALLER, THE ROLE FOR LASERS GETS LARGER DIRK MÜLLER, MICROELECTRONICS AND SOLAR MARKET SEGMENT MANAGER, RALPH DELMDAHL, PRODUCT MARKETING MANAGER,
MEMS ARTICLE Microelectronics Packaging AS FEATURES GET SMALLER, THE ROLE FOR LASERS GETS LARGER DIRK MÜLLER, MICROELECTRONICS AND SOLAR MARKET SEGMENT MANAGER, RALPH DELMDAHL, PRODUCT MARKETING MANAGER,
ADVANCES IN USING A POLYMERIC TAPE FOR LASER-INDUCED DEPOSITION AND ABLATION
 ADVANCES IN USING A POLYMERIC TAPE FOR LASER-INDUCED DEPOSITION AND ABLATION Arne Koops, tesa AG, Hamburg, Germany Sven Reiter, tesa AG, Hamburg, Germany 1. Abstract Laser systems for industrial materials
ADVANCES IN USING A POLYMERIC TAPE FOR LASER-INDUCED DEPOSITION AND ABLATION Arne Koops, tesa AG, Hamburg, Germany Sven Reiter, tesa AG, Hamburg, Germany 1. Abstract Laser systems for industrial materials
Laser tests of Wide Band Gap power devices. Using Two photon absorption process
 Laser tests of Wide Band Gap power devices Using Two photon absorption process Frederic Darracq Associate professor IMS, CNRS UMR5218, Université Bordeaux, 33405 Talence, France 1 Outline Two-Photon absorption
Laser tests of Wide Band Gap power devices Using Two photon absorption process Frederic Darracq Associate professor IMS, CNRS UMR5218, Université Bordeaux, 33405 Talence, France 1 Outline Two-Photon absorption
MICRO-ENGINEERING APPLICATIONS OF PULSED LASERS
 MICRO-ENGINEERING APPLICATIONS OF PULSED LASERS Nadeem Rizvi Exitech Limited Hanborough Park, Long Hanborough, Oxford OX8 8LH, United Kingdom. INTRODUCTION Lasers are currently being used world-wide in
MICRO-ENGINEERING APPLICATIONS OF PULSED LASERS Nadeem Rizvi Exitech Limited Hanborough Park, Long Hanborough, Oxford OX8 8LH, United Kingdom. INTRODUCTION Lasers are currently being used world-wide in
Laser MicroJet Frequently Asked Questions
 Laser MicroJet Frequently Asked Questions Who is Synova? Synova is the inventor and patent owner of a new laser cutting technology (the Laser-Microjet) and provides its systems for a broad range of micromachining
Laser MicroJet Frequently Asked Questions Who is Synova? Synova is the inventor and patent owner of a new laser cutting technology (the Laser-Microjet) and provides its systems for a broad range of micromachining
True Three-Dimensional Interconnections
 True Three-Dimensional Interconnections Satoshi Yamamoto, 1 Hiroyuki Wakioka, 1 Osamu Nukaga, 1 Takanao Suzuki, 2 and Tatsuo Suemasu 1 As one of the next-generation through-hole interconnection (THI) technologies,
True Three-Dimensional Interconnections Satoshi Yamamoto, 1 Hiroyuki Wakioka, 1 Osamu Nukaga, 1 Takanao Suzuki, 2 and Tatsuo Suemasu 1 As one of the next-generation through-hole interconnection (THI) technologies,
1272. Phase-controlled vibrational laser percussion drilling
 1272. Phase-controlled vibrational laser percussion drilling Chao-Ching Ho 1, Chih-Mu Chiu 2, Yuan-Jen Chang 3, Jin-Chen Hsu 4, Chia-Lung Kuo 5 National Yunlin University of Science and Technology, Douliou,
1272. Phase-controlled vibrational laser percussion drilling Chao-Ching Ho 1, Chih-Mu Chiu 2, Yuan-Jen Chang 3, Jin-Chen Hsu 4, Chia-Lung Kuo 5 National Yunlin University of Science and Technology, Douliou,
Sintec Optronics Pte Ltd Blk 134 Jurong East St 13 #04-309D Singapore Tel: (65) Fax:
 Fax:") Sintec Optronics Pte Ltd Blk 134 Jurong East St 13 #04-309D Singapore 600134 Tel: (65) 6862-7224 Fax: 6793-8060 E-mail: htinfo@singnet.com.sg Excimer laser drilling of polymers Y. H. Chen a, H. Y. Zheng
Sintec Optronics Pte Ltd Blk 134 Jurong East St 13 #04-309D Singapore 600134 Tel: (65) 6862-7224 Fax: 6793-8060 E-mail: htinfo@singnet.com.sg Excimer laser drilling of polymers Y. H. Chen a, H. Y. Zheng
ESCC2006 European Supply Chain Convention
 ESCC2006 European Supply Chain Convention PCB Paper 20 Laser Technology for cutting FPC s and PCB s Mark Hüske, Innovation Manager, LPKF Laser & Electronics AG, Germany Laser Technology for cutting FPCs
ESCC2006 European Supply Chain Convention PCB Paper 20 Laser Technology for cutting FPC s and PCB s Mark Hüske, Innovation Manager, LPKF Laser & Electronics AG, Germany Laser Technology for cutting FPCs
High-resolution microlithography using a 193nm excimer laser source. Nadeem H. Rizvi, Dominic Ashworth, Julian S. Cashmore and Malcolm C.
 High-resolution microlithography using a 193nm excimer laser source. Nadeem H. Rizvi, Dominic Ashworth, Julian S. Cashmore and Malcolm C. Gower Exitech Limited Hanborough Park, Long Hanborough, Oxford
High-resolution microlithography using a 193nm excimer laser source. Nadeem H. Rizvi, Dominic Ashworth, Julian S. Cashmore and Malcolm C. Gower Exitech Limited Hanborough Park, Long Hanborough, Oxford
RMS roughness: < 1.5Å on plane surfaces and about 2Å on smoothly bended spherical surfaces
 HIGH QUALITY CAF 2 COMPONENTS LOWEST STRAYLIGHT LOSSES IN THE UV Our special polishing technique for calcium fluoride guarantees: RMS roughness: < 1.5Å on plane surfaces and about 2Å on smoothly bended
HIGH QUALITY CAF 2 COMPONENTS LOWEST STRAYLIGHT LOSSES IN THE UV Our special polishing technique for calcium fluoride guarantees: RMS roughness: < 1.5Å on plane surfaces and about 2Å on smoothly bended
UV GAS LASERS PREPARED BY: STUDENT NO: COURSE NO: EEE 6503 COURSE TITLE: LASER THEORY
 UV GAS LASERS PREPARED BY: ISMAIL HOSSAIN FARHAD STUDENT NO: 0411062241 COURSE NO: EEE 6503 COURSE TITLE: LASER THEORY Introduction The most important ultraviolet lasers are the nitrogen laser and the
UV GAS LASERS PREPARED BY: ISMAIL HOSSAIN FARHAD STUDENT NO: 0411062241 COURSE NO: EEE 6503 COURSE TITLE: LASER THEORY Introduction The most important ultraviolet lasers are the nitrogen laser and the
High Performance Thin Film Optical Coatings Technical Reference Document 09/13. Coatings Capabilities. Heat Control - Hot Mirror Filters
 Heat Control - Hot Mirror Filters A hot mirror is in essence a thin film coating applied to substrates in an effort to reflect infra-red radiation either as a means to harness the reflected wavelengths
Heat Control - Hot Mirror Filters A hot mirror is in essence a thin film coating applied to substrates in an effort to reflect infra-red radiation either as a means to harness the reflected wavelengths
End Capped High Power Assemblies
 Fiberguide s end capped fiber optic assemblies allow the user to achieve higher coupled power into a fiber core by reducing the power density at the air/ silica interface, commonly the point of laser damage.
Fiberguide s end capped fiber optic assemblies allow the user to achieve higher coupled power into a fiber core by reducing the power density at the air/ silica interface, commonly the point of laser damage.
Advances in CO 2 -Laser Drilling of Glass Substrates
 Available online at www.sciencedirect.com Physics Procedia 39 (2012 ) 548 555 LANE 2012 Advances in CO 2 -Laser Drilling of Glass Substrates Lars Brusberg,a, Marco Queisser b, Clemens Gentsch b, Henning
Available online at www.sciencedirect.com Physics Procedia 39 (2012 ) 548 555 LANE 2012 Advances in CO 2 -Laser Drilling of Glass Substrates Lars Brusberg,a, Marco Queisser b, Clemens Gentsch b, Henning
New Lasers Improve Glass Cutting Methods
 New Lasers Improve Glass Cutting Methods Over the past decade, glass has become an increasingly sophisticated structural and functional component in uses as varied as flat panel displays (FPDs), automobiles
New Lasers Improve Glass Cutting Methods Over the past decade, glass has become an increasingly sophisticated structural and functional component in uses as varied as flat panel displays (FPDs), automobiles
New techniques for laser micromachining MEMS devices
 New techniques for laser micromachining MEMS devices Charles Abbott, Ric Allott, Bob Bann, Karl Boehlen, Malcolm Gower, Phil Rumsby, Ines Stassen- Boehlen and Neil Sykes Exitech Ltd, Oxford Industrial
New techniques for laser micromachining MEMS devices Charles Abbott, Ric Allott, Bob Bann, Karl Boehlen, Malcolm Gower, Phil Rumsby, Ines Stassen- Boehlen and Neil Sykes Exitech Ltd, Oxford Industrial
Advances in Laser Micro-machining for Wafer Probing and Trimming
 Advances in Laser Micro-machining for Wafer Probing and Trimming M.R.H. Knowles, A.I.Bell, G. Rutterford & A. Webb Oxford Lasers June 10, 2002 Oxford Lasers June 2002 1 Introduction to Laser Micro-machining
Advances in Laser Micro-machining for Wafer Probing and Trimming M.R.H. Knowles, A.I.Bell, G. Rutterford & A. Webb Oxford Lasers June 10, 2002 Oxford Lasers June 2002 1 Introduction to Laser Micro-machining
Studying the Effect of Using Assist Gas with Low Power CO 2 LaserGlass Drilling
 American Journal of Engineering Research (AJER) 2018 American Journal of Engineering Research (AJER) e-issn: 2320-0847 p-issn : 2320-0936 Volume-7, Issue-1, pp-23-27 www.ajer.org Research Paper Open Access
American Journal of Engineering Research (AJER) 2018 American Journal of Engineering Research (AJER) e-issn: 2320-0847 p-issn : 2320-0936 Volume-7, Issue-1, pp-23-27 www.ajer.org Research Paper Open Access
Highspeed Laser Micro Processing using Ultrashort Laser Pulses
 Proceedings of LAMP213 - the 6th International Congress on Laser Advanced Materials Processing Highspeed Laser Micro Processing using Ultrashort Laser Pulses Joerg SCHILLE *1,2, Lutz SCHNEIDER *1, Mathias
Proceedings of LAMP213 - the 6th International Congress on Laser Advanced Materials Processing Highspeed Laser Micro Processing using Ultrashort Laser Pulses Joerg SCHILLE *1,2, Lutz SCHNEIDER *1, Mathias
Micromachining with tailored Nanosecond Pulses
 Micromachining with tailored Nanosecond Pulses Hans Herfurth a, Rahul Patwa a, Tim Lauterborn a, Stefan Heinemann a, Henrikki Pantsar b a )Fraunhofer USA, Center for Laser Technology (CLT), 46025 Port
Micromachining with tailored Nanosecond Pulses Hans Herfurth a, Rahul Patwa a, Tim Lauterborn a, Stefan Heinemann a, Henrikki Pantsar b a )Fraunhofer USA, Center for Laser Technology (CLT), 46025 Port
High power UV from a thin-disk laser system
 High power UV from a thin-disk laser system S. M. Joosten 1, R. Busch 1, S. Marzenell 1, C. Ziolek 1, D. Sutter 2 1 TRUMPF Laser Marking Systems AG, Ausserfeld, CH-7214 Grüsch, Switzerland 2 TRUMPF Laser
High power UV from a thin-disk laser system S. M. Joosten 1, R. Busch 1, S. Marzenell 1, C. Ziolek 1, D. Sutter 2 1 TRUMPF Laser Marking Systems AG, Ausserfeld, CH-7214 Grüsch, Switzerland 2 TRUMPF Laser
THEIMER - lamps. The optimal type for every application. Ga - Fe doped: Multi spectrum type TH...2 Ga - Pb doped: Dual spectrum type THS...
 The optimal type for every application 12 12 1 1 8 8 6 6 4 4 2 2 3 35 4 45 5 55 6 65 7 Xenon puls: For reprographic camera type KX... 3 32 34 36 38 4 42 44 46 48 5 52 54 56 58 6 Hg undoped: For UV curing
The optimal type for every application 12 12 1 1 8 8 6 6 4 4 2 2 3 35 4 45 5 55 6 65 7 Xenon puls: For reprographic camera type KX... 3 32 34 36 38 4 42 44 46 48 5 52 54 56 58 6 Hg undoped: For UV curing
LMT F14. Cut in Three Dimensions. The Rowiak Laser Microtome: 3-D Cutting and Imaging
 LMT F14 Cut in Three Dimensions The Rowiak Laser Microtome: 3-D Cutting and Imaging The Next Generation of Microtomes LMT F14 - Non-contact laser microtomy The Rowiak laser microtome LMT F14 is a multi-purpose
LMT F14 Cut in Three Dimensions The Rowiak Laser Microtome: 3-D Cutting and Imaging The Next Generation of Microtomes LMT F14 - Non-contact laser microtomy The Rowiak laser microtome LMT F14 is a multi-purpose
NON-TRADITIONAL MACHINING PROCESSES ULTRASONIC, ELECTRO-DISCHARGE MACHINING (EDM), ELECTRO-CHEMICAL MACHINING (ECM)
, ELECTRO-CHEMICAL MACHINING (ECM)") NON-TRADITIONAL MACHINING PROCESSES ULTRASONIC, ELECTRO-DISCHARGE MACHINING (EDM), ELECTRO-CHEMICAL MACHINING (ECM) A machining process is called non-traditional if its material removal mechanism is basically
NON-TRADITIONAL MACHINING PROCESSES ULTRASONIC, ELECTRO-DISCHARGE MACHINING (EDM), ELECTRO-CHEMICAL MACHINING (ECM) A machining process is called non-traditional if its material removal mechanism is basically
Silicon Photodiodes - SXUV Series with Platinum Silicide Front Entrance Windows
 Silicon Photodiodes - SXUV Series with Platinum Silicide Front Entrance Windows SXUV Responsivity Stability It is known that the UV photon exposure induced instability of common silicon photodiodes is
Silicon Photodiodes - SXUV Series with Platinum Silicide Front Entrance Windows SXUV Responsivity Stability It is known that the UV photon exposure induced instability of common silicon photodiodes is
P r i s m s I N D E X
 P r i s m s P r i s m s I N D E X Selection By processing the various forms of glass, the prism produces a special effect due to refraction. Since there is no angular offset that after manufacture, it
P r i s m s P r i s m s I N D E X Selection By processing the various forms of glass, the prism produces a special effect due to refraction. Since there is no angular offset that after manufacture, it
SURFACE ANALYSIS STUDY OF LASER MARKING OF ALUMINUM
 SURFACE ANALYSIS STUDY OF LASER MARKING OF ALUMINUM Julie Maltais 1, Vincent Brochu 1, Clément Frayssinous 2, Réal Vallée 3, Xavier Godmaire 4 and Alex Fraser 5 1. Summer intern 4. President 5. Chief technology
SURFACE ANALYSIS STUDY OF LASER MARKING OF ALUMINUM Julie Maltais 1, Vincent Brochu 1, Clément Frayssinous 2, Réal Vallée 3, Xavier Godmaire 4 and Alex Fraser 5 1. Summer intern 4. President 5. Chief technology
Practical Applications of Laser Technology for Semiconductor Electronics
 Practical Applications of Laser Technology for Semiconductor Electronics MOPA Single Pass Nanosecond Laser Applications for Semiconductor / Solar / MEMS & General Manufacturing Mark Brodsky US Application
Practical Applications of Laser Technology for Semiconductor Electronics MOPA Single Pass Nanosecond Laser Applications for Semiconductor / Solar / MEMS & General Manufacturing Mark Brodsky US Application
The equipment used share any common features regardless of the! being measured. Electronic detection was not always available.
 The equipment used share any common features regardless of the! being measured. Each will have a light source sample cell! selector We ll now look at various equipment types. Electronic detection was not
The equipment used share any common features regardless of the! being measured. Each will have a light source sample cell! selector We ll now look at various equipment types. Electronic detection was not
Ablation of microstructures applying diffractive elements and UV femtosecond laser pulses
 Appl Phys A (2010) 101: 225 229 DOI 10.1007/s00339-010-5824-8 Ablation of microstructures applying diffractive elements and UV femtosecond laser pulses J.J.J. Kaakkunen J. Bekesi J. Ihlemann P. Simon Received:
Appl Phys A (2010) 101: 225 229 DOI 10.1007/s00339-010-5824-8 Ablation of microstructures applying diffractive elements and UV femtosecond laser pulses J.J.J. Kaakkunen J. Bekesi J. Ihlemann P. Simon Received:
Precise hardening with high power diode lasers using beam shaping mirror optics
 Precise hardening with high power diode lasers using beam shaping mirror optics Steffen Bonss, Marko Seifert, Berndt Brenner, Eckhard Beyer Fraunhofer IWS, Winterbergstrasse 28, D-01277 Dresden, Germany
Precise hardening with high power diode lasers using beam shaping mirror optics Steffen Bonss, Marko Seifert, Berndt Brenner, Eckhard Beyer Fraunhofer IWS, Winterbergstrasse 28, D-01277 Dresden, Germany
Near-field optical photomask repair with a femtosecond laser
 Journal of Microscopy, Vol. 194, Pt 2/3, May/June 1999, pp. 537 541. Received 6 December 1998; accepted 9 February 1999 Near-field optical photomask repair with a femtosecond laser K. LIEBERMAN, Y. SHANI,
Journal of Microscopy, Vol. 194, Pt 2/3, May/June 1999, pp. 537 541. Received 6 December 1998; accepted 9 February 1999 Near-field optical photomask repair with a femtosecond laser K. LIEBERMAN, Y. SHANI,
Beam deflection technologies for ultra short pulse lasers June 5th, 2018
 Beam deflection technologies for ultra short pulse lasers June 5th, 2018 Agenda SCANLAB GmbH XL Scan excellishift precsys 2 SCANLAB at a Glance Worldwide leading OEM manufacturer of scan solutions for
Beam deflection technologies for ultra short pulse lasers June 5th, 2018 Agenda SCANLAB GmbH XL Scan excellishift precsys 2 SCANLAB at a Glance Worldwide leading OEM manufacturer of scan solutions for
APRAD SOR Excimer group -Progress Report 2011-
 APRAD SOR Excimer group -Progress Report 011- The DPP EUV source activity During 011 the work on the DPP (Discharge Produced Plasma) source of Extreme Ultraviolet (EUV) radiation has been devoted to a
APRAD SOR Excimer group -Progress Report 011- The DPP EUV source activity During 011 the work on the DPP (Discharge Produced Plasma) source of Extreme Ultraviolet (EUV) radiation has been devoted to a
Lithography. Development of High-Quality Attenuated Phase-Shift Masks
 Lithography S P E C I A L Development of High-Quality Attenuated Phase-Shift Masks by Toshihiro Ii and Masao Otaki, Toppan Printing Co., Ltd. Along with the year-by-year acceleration of semiconductor device
Lithography S P E C I A L Development of High-Quality Attenuated Phase-Shift Masks by Toshihiro Ii and Masao Otaki, Toppan Printing Co., Ltd. Along with the year-by-year acceleration of semiconductor device
Product Presentation. BraggStar TM Industrial-LN (line narrowed) Breakthrough in Interferometric (IF) Fiber Bragg Grating (FBG) Writing Process
 Breakthrough in Interferometric (IF) Fiber Bragg Grating (FBG) Writing Process") Product Presentation Breakthrough in Interferometric (IF) Fiber Bragg Grating (FBG) Writing Process BraggStar TM Industrial-LN (line narrowed) Heavy Duty Performance 5 mm Temporal Coherence Length TuiLaser
Product Presentation Breakthrough in Interferometric (IF) Fiber Bragg Grating (FBG) Writing Process BraggStar TM Industrial-LN (line narrowed) Heavy Duty Performance 5 mm Temporal Coherence Length TuiLaser
High Rep-Rate KrF Laser Development and Intense Pulse Interaction Experiments for IFE*
 High Rep-Rate KrF Laser Development and Intense Pulse Interaction Experiments for IFE* Y. Owadano, E. Takahashi, I. Okuda, I. Matsushima, Y. Matsumoto, S. Kato, E. Miura and H.Yashiro 1), K. Kuwahara 2)
High Rep-Rate KrF Laser Development and Intense Pulse Interaction Experiments for IFE* Y. Owadano, E. Takahashi, I. Okuda, I. Matsushima, Y. Matsumoto, S. Kato, E. Miura and H.Yashiro 1), K. Kuwahara 2)
How-to guide. Working with a pre-assembled THz system
 How-to guide 15/06/2016 1 Table of contents 0. Preparation / Basics...3 1. Input beam adjustment...4 2. Working with free space antennas...5 3. Working with fiber-coupled antennas...6 4. Contact details...8
How-to guide 15/06/2016 1 Table of contents 0. Preparation / Basics...3 1. Input beam adjustment...4 2. Working with free space antennas...5 3. Working with fiber-coupled antennas...6 4. Contact details...8
CHAPTER 7. Waveguide writing in optimal conditions. 7.1 Introduction
 CHAPTER 7 7.1 Introduction In this chapter, we want to emphasize the technological interest of controlled laser-processing in dielectric materials. Since the first report of femtosecond laser induced refractive
CHAPTER 7 7.1 Introduction In this chapter, we want to emphasize the technological interest of controlled laser-processing in dielectric materials. Since the first report of femtosecond laser induced refractive
Application of EOlite Flexible Pulse Technology. Matt Rekow Yun Zhou Nicolas Falletto
 Application of EOlite Flexible Pulse Technology Matt Rekow Yun Zhou Nicolas Falletto 1 Topics Company Background What is a Flexible Pulse Laser? Why Tailored or Flexible Pulse? Application of Flexible
Application of EOlite Flexible Pulse Technology Matt Rekow Yun Zhou Nicolas Falletto 1 Topics Company Background What is a Flexible Pulse Laser? Why Tailored or Flexible Pulse? Application of Flexible
Femtosecond laser microfabrication in. Prof. Dr. Cleber R. Mendonca
 Femtosecond laser microfabrication in polymers Prof. Dr. Cleber R. Mendonca laser microfabrication focus laser beam on material s surface laser microfabrication laser microfabrication laser microfabrication
Femtosecond laser microfabrication in polymers Prof. Dr. Cleber R. Mendonca laser microfabrication focus laser beam on material s surface laser microfabrication laser microfabrication laser microfabrication
Spectroscopy in the UV and Visible: Instrumentation. Spectroscopy in the UV and Visible: Instrumentation
 Spectroscopy in the UV and Visible: Instrumentation Typical UV-VIS instrument 1 Source - Disperser Sample (Blank) Detector Readout Monitor the relative response of the sample signal to the blank Transmittance
Spectroscopy in the UV and Visible: Instrumentation Typical UV-VIS instrument 1 Source - Disperser Sample (Blank) Detector Readout Monitor the relative response of the sample signal to the blank Transmittance
Section 2: Lithography. Jaeger Chapter 2 Litho Reader. The lithographic process
 Section 2: Lithography Jaeger Chapter 2 Litho Reader The lithographic process Photolithographic Process (a) (b) (c) (d) (e) (f) (g) Substrate covered with silicon dioxide barrier layer Positive photoresist
Section 2: Lithography Jaeger Chapter 2 Litho Reader The lithographic process Photolithographic Process (a) (b) (c) (d) (e) (f) (g) Substrate covered with silicon dioxide barrier layer Positive photoresist
Laser processing in the medical industry
 Laser processing in the medical industry Laser marking Laser engraving Laser cutting Laser welding Laser digitizing UDI We make your medical devices unique. (01)00001234567890 (10)ACSYS_Medical_2018 (21)29071977
Laser processing in the medical industry Laser marking Laser engraving Laser cutting Laser welding Laser digitizing UDI We make your medical devices unique. (01)00001234567890 (10)ACSYS_Medical_2018 (21)29071977
Oriel Flood Exposure Sources
 218 Oriel Flood Exposure Sources High intensity outputs CALIBRATION SOURCES Highly uniform, large collimated beams Efficient out of band rejection Timed exposures DEUTERIUM SOURCES ARC SOURCES INCANDESCENT
218 Oriel Flood Exposure Sources High intensity outputs CALIBRATION SOURCES Highly uniform, large collimated beams Efficient out of band rejection Timed exposures DEUTERIUM SOURCES ARC SOURCES INCANDESCENT
Photonic Crystal Fiber Interfacing. In partnership with
 Photonic Crystal Fiber Interfacing In partnership with Contents 4 Photonics Crystal Fibers 6 End-capping 8 PCF connectors With strong expertise in designing fiber lasers and fused fiber components, ALPhANOV,
Photonic Crystal Fiber Interfacing In partnership with Contents 4 Photonics Crystal Fibers 6 End-capping 8 PCF connectors With strong expertise in designing fiber lasers and fused fiber components, ALPhANOV,
Photonic device package design, assembly and encapsulation.
 Photonic device package design, assembly and encapsulation. Abstract. A.Bos, E. Boschman Advanced Packaging Center. Duiven, The Netherlands Photonic devices like Optical transceivers, Solar cells, LED
Photonic device package design, assembly and encapsulation. Abstract. A.Bos, E. Boschman Advanced Packaging Center. Duiven, The Netherlands Photonic devices like Optical transceivers, Solar cells, LED
Laser processing of materials. Laser safety
 Laser processing of materials Laser safety Prof. Dr. Frank Mücklich Dr. Andrés Lasagni Lehrstuhl für Funktionswerkstoffe Sommersemester 2007 Contents: LASER Safety Laser-tissue interaction Type of interaction
Laser processing of materials Laser safety Prof. Dr. Frank Mücklich Dr. Andrés Lasagni Lehrstuhl für Funktionswerkstoffe Sommersemester 2007 Contents: LASER Safety Laser-tissue interaction Type of interaction
Will contain image distance after raytrace Will contain image height after raytrace
 Name: LASR 51 Final Exam May 29, 2002 Answer all questions. Module numbers are for guidance, some material is from class handouts. Exam ends at 8:20 pm. Ynu Raytracing The first questions refer to the
Name: LASR 51 Final Exam May 29, 2002 Answer all questions. Module numbers are for guidance, some material is from class handouts. Exam ends at 8:20 pm. Ynu Raytracing The first questions refer to the
Supplementary Figure 1. Effect of the spacer thickness on the resonance properties of the gold and silver metasurface layers.
 Supplementary Figure 1. Effect of the spacer thickness on the resonance properties of the gold and silver metasurface layers. Finite-difference time-domain calculations of the optical transmittance through
Supplementary Figure 1. Effect of the spacer thickness on the resonance properties of the gold and silver metasurface layers. Finite-difference time-domain calculations of the optical transmittance through
Mikrobohren mit gepulsten Faserlasern
 Mikrobohren mit gepulsten Faserlasern Ronald Holtz (Class 4 Laser Professionals AG) Christoph Rüttimann, Noémie Dury (Rofin Lasag AG) Content - Market and applications overview - Properties of lamp pumped
Mikrobohren mit gepulsten Faserlasern Ronald Holtz (Class 4 Laser Professionals AG) Christoph Rüttimann, Noémie Dury (Rofin Lasag AG) Content - Market and applications overview - Properties of lamp pumped
HIGH-PRF ULTRASHORT PULSE LASER PROCESSING OF COPPER P178
 HIGH-PRF ULTRASHORT PULSE LASER PROCESSING OF COPPER P178 Joerg Schille, Lutz Schneider, Peter Lickschat, Udo Loeschner, Robby Ebert, Horst Exner Laserinstitut Hochschule Mittweida, Technikumplatz 17,
HIGH-PRF ULTRASHORT PULSE LASER PROCESSING OF COPPER P178 Joerg Schille, Lutz Schneider, Peter Lickschat, Udo Loeschner, Robby Ebert, Horst Exner Laserinstitut Hochschule Mittweida, Technikumplatz 17,
Section 2: Lithography. Jaeger Chapter 2 Litho Reader. EE143 Ali Javey Slide 5-1
 Section 2: Lithography Jaeger Chapter 2 Litho Reader EE143 Ali Javey Slide 5-1 The lithographic process EE143 Ali Javey Slide 5-2 Photolithographic Process (a) (b) (c) (d) (e) (f) (g) Substrate covered
Section 2: Lithography Jaeger Chapter 2 Litho Reader EE143 Ali Javey Slide 5-1 The lithographic process EE143 Ali Javey Slide 5-2 Photolithographic Process (a) (b) (c) (d) (e) (f) (g) Substrate covered
Design and Manufacture of 8.4 m Primary Mirror Segments and Supports for the GMT
 Design and Manufacture of 8.4 m Primary Mirror Segments and Supports for the GMT Introduction The primary mirror for the Giant Magellan telescope is made up an 8.4 meter symmetric central segment surrounded
Design and Manufacture of 8.4 m Primary Mirror Segments and Supports for the GMT Introduction The primary mirror for the Giant Magellan telescope is made up an 8.4 meter symmetric central segment surrounded
Manufacturing Process of the Hubble Space Telescope s Primary Mirror
 Kirkwood 1 Manufacturing Process of the Hubble Space Telescope s Primary Mirror Chase Kirkwood EME 050 Winter 2017 03/11/2017 Kirkwood 2 Abstract- The primary mirror of the Hubble Space Telescope was a
Kirkwood 1 Manufacturing Process of the Hubble Space Telescope s Primary Mirror Chase Kirkwood EME 050 Winter 2017 03/11/2017 Kirkwood 2 Abstract- The primary mirror of the Hubble Space Telescope was a
Improved Radiometry for LED Arrays
 RadTech Europe 2017 Prague, Czech Republic Oct. 18, 2017 Improved Radiometry for LED Arrays Dr. Robin E. Wright 3M Corporate Research Process Laboratory, retired 3M 2017 All Rights Reserved. 1 Personal
RadTech Europe 2017 Prague, Czech Republic Oct. 18, 2017 Improved Radiometry for LED Arrays Dr. Robin E. Wright 3M Corporate Research Process Laboratory, retired 3M 2017 All Rights Reserved. 1 Personal
EE 143 Microfabrication Technology Fall 2014
 EE 143 Microfabrication Technology Fall 2014 Prof. Clark T.-C. Nguyen Dept. of Electrical Engineering & Computer Sciences University of California at Berkeley Berkeley, CA 94720 EE 143: Microfabrication
EE 143 Microfabrication Technology Fall 2014 Prof. Clark T.-C. Nguyen Dept. of Electrical Engineering & Computer Sciences University of California at Berkeley Berkeley, CA 94720 EE 143: Microfabrication
Major Fabrication Steps in MOS Process Flow
 Major Fabrication Steps in MOS Process Flow UV light Mask oxygen Silicon dioxide photoresist exposed photoresist oxide Silicon substrate Oxidation (Field oxide) Photoresist Coating Mask-Wafer Alignment
Major Fabrication Steps in MOS Process Flow UV light Mask oxygen Silicon dioxide photoresist exposed photoresist oxide Silicon substrate Oxidation (Field oxide) Photoresist Coating Mask-Wafer Alignment
The RSH Catalogue. Laser Optics & Lenses
 The RSH Catalogue Laser Optics & Lenses 2013 2014 1 Company Profile RSH Optronics, Headquartered in Ajmer, Rajasthan, India, is the leading supplier & manufacturer for Photonics Products (Optics, Laser
The RSH Catalogue Laser Optics & Lenses 2013 2014 1 Company Profile RSH Optronics, Headquartered in Ajmer, Rajasthan, India, is the leading supplier & manufacturer for Photonics Products (Optics, Laser
MICROMACHINED INTERFEROMETER FOR MEMS METROLOGY
 MICROMACHINED INTERFEROMETER FOR MEMS METROLOGY Byungki Kim, H. Ali Razavi, F. Levent Degertekin, Thomas R. Kurfess G.W. Woodruff School of Mechanical Engineering, Georgia Institute of Technology, Atlanta,
MICROMACHINED INTERFEROMETER FOR MEMS METROLOGY Byungki Kim, H. Ali Razavi, F. Levent Degertekin, Thomas R. Kurfess G.W. Woodruff School of Mechanical Engineering, Georgia Institute of Technology, Atlanta,
KNIFE-EDGE RIGHT-ANGLE PRISM MIRRORS
 KNIFE-EDGE RIGHT-ANGLE PRISM MIRRORS Precision Cut Prisms Feature Bevel-Free 90 Angle Dielectric, Silver, Gold, and Aluminum Coatings Available 25 mm x 25 mm Faces Application Idea MRAK25-M01 Mounted on
KNIFE-EDGE RIGHT-ANGLE PRISM MIRRORS Precision Cut Prisms Feature Bevel-Free 90 Angle Dielectric, Silver, Gold, and Aluminum Coatings Available 25 mm x 25 mm Faces Application Idea MRAK25-M01 Mounted on
Confocal Imaging Through Scattering Media with a Volume Holographic Filter
 Confocal Imaging Through Scattering Media with a Volume Holographic Filter Michal Balberg +, George Barbastathis*, Sergio Fantini % and David J. Brady University of Illinois at Urbana-Champaign, Urbana,
Confocal Imaging Through Scattering Media with a Volume Holographic Filter Michal Balberg +, George Barbastathis*, Sergio Fantini % and David J. Brady University of Illinois at Urbana-Champaign, Urbana,
30 MM CAGE CUBE MOUNTED TURNING PRISM MIRRORS
 30 MM CAGE CUBE MOUNTED TURNING PRISM MIRRORS Metallic or Dielectric Coated Turning Prism Mirrors Premounted in 30 mm Cage Cubes Compatible with SM1 Lens Tubes and 30 mm Cage System CM1 G01 4 40 Tapped
30 MM CAGE CUBE MOUNTED TURNING PRISM MIRRORS Metallic or Dielectric Coated Turning Prism Mirrors Premounted in 30 mm Cage Cubes Compatible with SM1 Lens Tubes and 30 mm Cage System CM1 G01 4 40 Tapped
OPC Rectification of Random Space Patterns in 193nm Lithography
 OPC Rectification of Random Space Patterns in 193nm Lithography Mosong Cheng, Andrew Neureuther, Keeho Kim*, Mark Ma*, Won Kim*, Maureen Hanratty* Department of Electrical Engineering and Computer Sciences
OPC Rectification of Random Space Patterns in 193nm Lithography Mosong Cheng, Andrew Neureuther, Keeho Kim*, Mark Ma*, Won Kim*, Maureen Hanratty* Department of Electrical Engineering and Computer Sciences
2. Pulsed Acoustic Microscopy and Picosecond Ultrasonics
 1st International Symposium on Laser Ultrasonics: Science, Technology and Applications July 16-18 2008, Montreal, Canada Picosecond Ultrasonic Microscopy of Semiconductor Nanostructures Thomas J GRIMSLEY
1st International Symposium on Laser Ultrasonics: Science, Technology and Applications July 16-18 2008, Montreal, Canada Picosecond Ultrasonic Microscopy of Semiconductor Nanostructures Thomas J GRIMSLEY
Fabrication of plastic microlens array using gas-assisted micro-hot-embossing with a silicon mold
 Infrared Physics & Technology 48 (2006) 163 173 www.elsevier.com/locate/infrared Fabrication of plastic microlens array using gas-assisted micro-hot-embossing with a silicon mold C.-Y. Chang a, S.-Y. Yang
Infrared Physics & Technology 48 (2006) 163 173 www.elsevier.com/locate/infrared Fabrication of plastic microlens array using gas-assisted micro-hot-embossing with a silicon mold C.-Y. Chang a, S.-Y. Yang
SELECTION GUIDE MULTIPLE-ORDER QUARTZ WAVEPLATES ZERO-ORDER QUARTZ WAVEPLATES DUAL-WAVELENGTH WAVEPLATES... 85
 WAVEPLATES Mirrors Waveplates are used in applications where the control, synthesis, or analysis of the polarization state of an incident beam of light is required. Our waveplates are constructed of very
WAVEPLATES Mirrors Waveplates are used in applications where the control, synthesis, or analysis of the polarization state of an incident beam of light is required. Our waveplates are constructed of very
Bandpass Edge Dichroic Notch & More
 Edmund Optics BROCHURE Filters COPYRIGHT 217 EDMUND OPTICS, INC. ALL RIGHTS RESERVED 1/17 Bandpass Edge Dichroic Notch & More Contact us for a Stock or Custom Quote Today! USA: +1-856-547-3488 EUROPE:
Edmund Optics BROCHURE Filters COPYRIGHT 217 EDMUND OPTICS, INC. ALL RIGHTS RESERVED 1/17 Bandpass Edge Dichroic Notch & More Contact us for a Stock or Custom Quote Today! USA: +1-856-547-3488 EUROPE: