Metal Working Processes
|
|
|
- Oswin Blankenship
- 5 years ago
- Views:
Transcription

1 Metal Working Processes Bachelor of Industrial Technology Management with Honours Semester I Session 2013/2014
2 CLASSIFICATION OF MANUFACTURING PROCESSES

3 TOPIC OUTLINE What is Sheet Metal? Sheet Metalworking Processes Cutting processes - Shearing - Blanking - Punching Forming processes - Bending - Roll forming - Stretch forming - Deep drawing - Spinning Equipment for Sheet Metal Working

4 LESSON OUTCOMES 1. Able to describe the characteristics and conditions of sheet metalworking processes. 2. Able to explain the main cutting and forming processes of sheet metal

5 OVERVIEW OF METAL FORMING
6 METAL FORMING PROCESSES Forming Processes are those processes in which material is plastically deformed to the desired shape and size Characteristics of Forming Processes 1. Large capital expenditure for expensive equipment because of the large forces involved in heavy presses and dies 2. Suited for a large number of parts (high production volume) only 3. Production rate is fast 4. Advantage of near net-shape forming

7 OVERVIEW OF SHEET METALWORKING
8 WHAT IS SHEET METAL? Sheet metal is simply metal formed into thin and flat pieces. Between and 0.25 inches thick Thickness less than 6 mm (1/ 4 inches) - sheet Thickness greater than 6 mm (1/ 4 inches) plate Available in a wide variety of materials, which include the following: - Aluminium - Brass - Bronze - Copper - Magnesium - Nickel - Tin - Titanium - Zinc - Stainless Steel
9 SHEETMETAL WORKING HISTORY Sheet metal working / stamping / forming was developed as a mass production technology for the production of bicycles around the 1890 s.




10 APPLICATIONS Aircraft Bodies Automobiles bodies Utensils used for domestic purposes Beverage cans Construction Furniture Advantages: 1. Can form complex shapes 2. Many material options 3. High production rate 4. Low labour cost 5. Short lead time possible Disadvantages: 1. Limited to constant part thickness 2. Part may require several operations and machines 3. Large amount of scrap
11 SHEET METALWORKING Sheet metal can be cut, bent, stretched and moulded into a nearly any shape. Sheet metalworking processes is categorised into 2: 1. Cutting Processes The applied force causes the material to fail and separate, allowing the material to be cut or removed. Can create holes and cut outs in any 2D geometric shape. 2. Forming Processes The applied force causes the material to plastically deform, but not to fail. Can bend the sheet numerous times to different angles or stretch the sheet to create complex contours.
.")
12 SHEET METAL FORMING PROCESSES Two conditions of sheet metal forming processes: 1. Hot working 2. Cold working Hot Working Involves deformation at temperatures where recrystallisation can occur ( Tm). Examples of hot working temperatures for each metal:
13 Effects of Temperature on Metal Forming Processes
14 Hot Working Advantages 1. Higher ductility more deformation without cracking. 2. Lower flow stress less mechanical energy required for deformation. 3. Pores seal up. 4. Smaller grain size. 5. Stronger, tougher and more ductile than as-cast metals. Disadvantages 1. Surface reactions between the metal and the furnace atmosphere, i.e., oxidation (oxide scales). 2. Hot shortness, when the working temperature exceeds the melting temperature. 3. Dimension tolerance is poor due to thermal expansion at high temperatures. 4. Handling is more difficult (from furnace to machine).
15 Cold Working Normally performed at room temperature but in general < 0.3Tm, where recovery is limited and recrystallisation does not occur. Advantages 1. Provide work hardening, materials are stronger. 2. Provide fine grain size and good surface finish. 3. Dimension tolerance is better than in hot working. 4. Easier handling (low operating temperatures). Disadvantages 1. Use high amount of deformation due to low operating temperatures, therefore, require soft materials. 2. Equipment (rolls, dies, presses) is big and expensive. 3. Reduced ductility, therefore, require subsequent annealing treatments.
16 CUTTING PROCESS Cutting processes are those in which a piece of sheet metal is separated by applying a great enough force to caused the material to fail. When a great enough shearing force is applied, the shear stress in the material will exceed the ultimate shear strength and the material will fail and separate at the cut location. Shearing force is applied by two tools (either a punch and die or upper and lower blades), one above and one below the sheet. A small clearance is present between the edges of the upper and lower tools, which facilitates the fracture of the material. Size of this clearance is typically 2-10% of the material thickness and depends upon several factors, such as the specific shearing process, material, and sheet thickness.

17 Sheared Edge
18 TYPES OF CUTTING PROCESS 1. Shearing Produces straight line cuts to separate a piece of sheet metal. Used to cut sheet stock into smaller sizes in preparation for other processes. Performed on a shear machine, often called a squaring shear or power shear, that can be operated manually (by hand or foot) or by hydraulic, pneumatic or electric power. The sheet is placed between the upper and lower blade, which are then forced together against the sheet, cutting the material. In most devices, the lower blade remains stationary while the upper blade is forced downward. The upper blade is slightly offset from the lower blade, approximately 5-10% of the sheet thickness.


19 Shearing Shearing Machine
20 TYPES OF CUTTING PROCESS 2. Blanking A piece of sheet metal is removed from a larger piece of stock by applying a great enough shearing force. The piece removed, called the blank, is the desired part. Used to cut out parts in almost any 2D shape, but is most commonly used to cut work pieces with simple geometries that will be further shaped in subsequent processes. Often times multiple sheets are blanked in a single operation. Final parts include gears, jewellery and watch or clock components. Blanked parts typically require secondary finishing to smooth out burrs along the bottom edge.
21 Blanking Hydraulic press drives the punch downward at high speed into the sheet. A small clearance, typically 10-20% of the material thickness, exists between the punch and die. Sheet metal stock is placed over the die in the blanking press. The die,, has a cut out in the shape of the desired part and must be custom made unless a standard shape is being formed When the punch impacts the sheet, the metal in this clearance quickly bends and then fractures. This process is extremely fast, with some blanking presses capable of performing over 1000 strokes per minute.
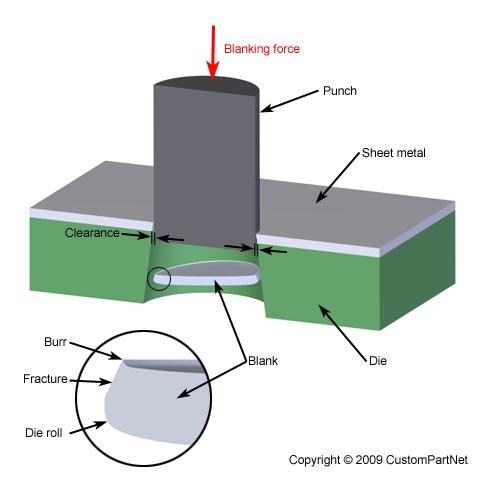
22 Blanking
23 TYPES OF CUTTING PROCESS 3. Punching Material is removed from a piece of sheet metal by applying a great enough shearing force. Very similar to blanking except that the removed material, called the slug, is scrap and leaves behind the desired internal feature in the sheet, such as a hole or slot. Used to produce holes and cut outs of various shapes (circle, square, rectangle, etc.) and sizes. The edges of these punched features will have some burrs from being sheared and secondary finishing operations are typically performed to attain smoother edges.
24 Punching Requires a punch press, sheet metal stock, punch, and die. Sheet metal stock is positioned between the punch and die inside the punch press. The die, located underneath the sheet, has a cut out in the shape of the desired feature. The punch press drives the punch downward at high speed through the sheet and into the die below. The slug that is punched out of the sheet falls freely through the tapered opening in the die. A CNC punch press can be hydraulically, pneumatically, or electrically powered and deliver around 600 punches/ minute.
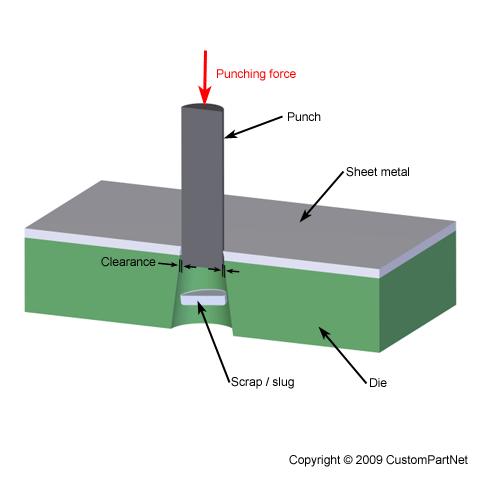
25 Punching

26 Punching A variety of operations are possible to form different features which include the following: 1. Piercing - The typical punching operation, in which a cylindrical punch pierces a hole into the sheet. 2. Slotting - A punching operation that forms rectangular holes in the sheet. 3. Perforating - Punching a close arrangement of a large number of holes in a single operation. 4. Notching - Punching the edge of a sheet, forming a notch in the shape of a portion of the punch. 5. Nibbling - Punching a series of small overlapping slits or holes along a path to cut out a larger contoured shape. 6. Lancing - Creating a partial cut in the sheet, so that no material is removed. The material is left attached to be bent and form a shape, such as a tab etc.



27 Punching 7. Slitting - Cutting straight lines in the sheet. No scrap material is produced. 8. Parting - Separating a part from the remaining sheet, by punching away the material between parts. 9. Cut off - Separating a part from the remaining sheet, without producing any scrap. 10. Trimming - Punching away excess material from the perimeter of a part, such as trimming the flange from a drawn cup. 11. Shaving - Shearing away minimal material from the edges of a feature or part, using a small die clearance. Used to improve accuracy or finish.

28 FORMING PROCESS Bending A force is applied to a piece of sheet metal, causing it to bend at an angle and form the desired Involves deformation in one axis only but a sequence of several different operations can be performed to create a complex part. There is little change to the material surface area.


29 Performed on a machine called a press brake, which can be manually or automatically operated. It contains an upper tool called the punch and a lower tool called the die, between which the sheet metal is located. The sheet is carefully positioned over the die and held in place by the back gauge while the punch lowers and forces the sheet to bend. 29

30 Bending Two types: 1. V-bending Puncher and die are "V" shaped. The puncher pushes the sheet into the "V" shaped groove in the V-die, causing it to bend. V-groove must have a sharper angle than the angle being formed in the sheet to allow for more control over the angle because there is less spring back.

31 Bending 2. Wipe/edge bending Requires the sheet to be held against the wipe die by a pressure pad. The puncher then presses against the edge of the sheet that extends beyond the die and pad. The sheet will bend against the radius of the edge of the wipe die.
 after the bending")
32 Bending Spring Back The residual stresses in the material will cause the sheet to spring back slightly (elastic recovery) after the bending operation.

33 Bending Methods to compensate: 1. Over bending - the punch angle and radius are smaller than the final ones. The final bend radius will be greater than initially formed and the final bend angle will be smaller. 2. Bottoming - squeezing the part at the end of the stroke. The punch forces the sheet to the bottom of the die cavity, called "bottoming".
34 Roll Forming Sheet metal is progressively shaped through a series of bending operations. Performed on a roll forming line in which the sheet metal stock is fed through a series of roll stations. Each station has a roller die, positioned on both sides of the sheet. The shape and size of the roller die may be unique to that station, or several identical roller dies may be used in different positions. As the sheet is forced through the roller dies in each roll station, it plastically deforms and bends. Roller dies are lubricated to: 1. Reduce friction between the die and the sheet 2. Allow for a higher production rate Can be used to form a sheet into a wide variety of cross-section profiles. Create very long sheet metal parts with various cross-section along its length, typical widths of 1-20 inches and thicknesses of inches.
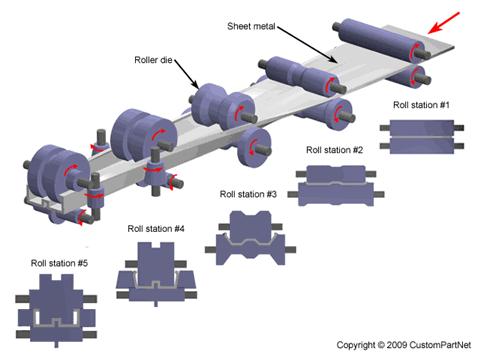
35
36 Stretch Forming A process in which a piece of sheet metal is stretched and bent simultaneously over a die in order to form large contoured parts. Performed on a stretch press, in which a piece of sheet metal is securely gripped along its edges by gripping jaws. The gripping jaws are each attached to a carriage that is pulled by pneumatic or hydraulic force to stretch the sheet. 2 methods: 1. Vertical stretch presses - form die rests on a press table that can be raised into the sheet by a hydraulic ram. As the form die is driven into the sheet, which is gripped tightly at its edges, the tensile forces increase and the sheet plastically deforms into a new shape. 2. Horizontal stretch presses - mount the form die sideways on a stationary press table, while the gripping jaws pull the sheet horizontally around the form die. Formed parts are typically large and possess large radius bends. Shapes - vary from a simple curved surface to complex non-uniform cross sections. Capable of shaping parts with very high accuracy and smooth surfaces.


37 Ductile materials such as aluminium, steel and titanium. E.g. large curved panels such as door panels in cars or wing panels on aircraft.
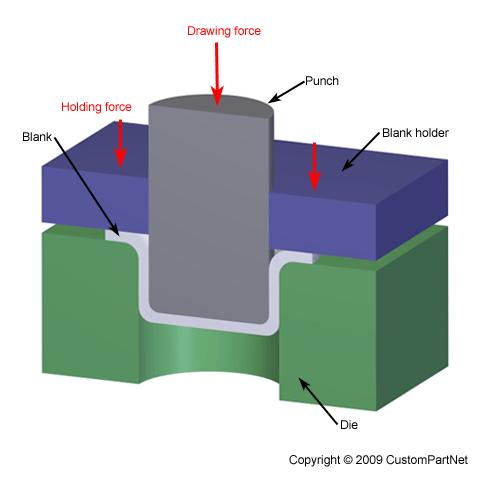
38 Deep Drawing A process in which sheet metal is stretched into the desired part shape. A tool pushes downward on the sheet metal, forcing it into a die cavity in the shape of the desired part. Deep drawn parts are characterized by a depth equal to more than half of the diameter of the part. Most effective with ductile metals, such as aluminium, brass, copper, and mild steel to produce automotive bodies and fuel tanks, cans, cups, kitchen sinks, pots and pans. Requires a blank (sheet metal, typically a disc or rectangle), blank holder (to clamp down the blank over the die), punch (moves downward into the blank and draws, or stretches, the material into the die cavity), and die (has cavity). Movement of the punch is usually hydraulically powered to apply enough force to the blank. The die & punch experience wear from the forces applied to the sheet metal & are therefore made from tool steel / carbon steel. After a part is completely drawn, the punch and blank holder can be raised and the part removed from the die. The portion of the sheet metal that was clamped under the blank holder may form a flange around the part that can be trimmed off.
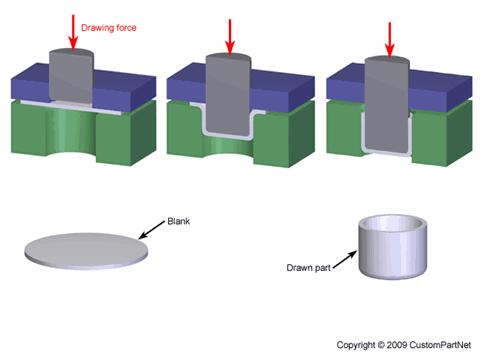
39
 Flange wrinkling (b) Wall wrinkling - holding force")
40 Deep Drawing Clearance distance between the punch and the die and is about 10% greater than the stock thickness. Holding force - improper application of the holding force can cause severe defects in the drawn parts such as: (a) Flange wrinkling (b) Wall wrinkling - holding force is too small (c) Tearing - holding force is overestimated
41 Spinning Used to form cylindrical parts by rotating a piece of sheet metal while forces are applied to one side. A sheet metal disc is rotated at high speeds on lathe (manual or CNC), while rollers press the sheet against a tool, called a mandrel, to form the shape of the desired part. Spun metal parts have a rotationally symmetric, hollow shape, such as a cylinder, cone, or hemisphere to produce cookware, musical instruments etc. Requires blank (disc-shaped piece of sheet metal), mandrel (a solid form of the internal shape of the part, against which the blank will be pressed- made from wood or plastic), and roller tool (made from steel or brass). Mandrel and blank are clamped together and secured between the headstock and tailstock. Force is applied to the sheet by a roller tool, causing the sheet to bend and form around the mandrel. The tool may make several passes to complete the shaping of the sheet.
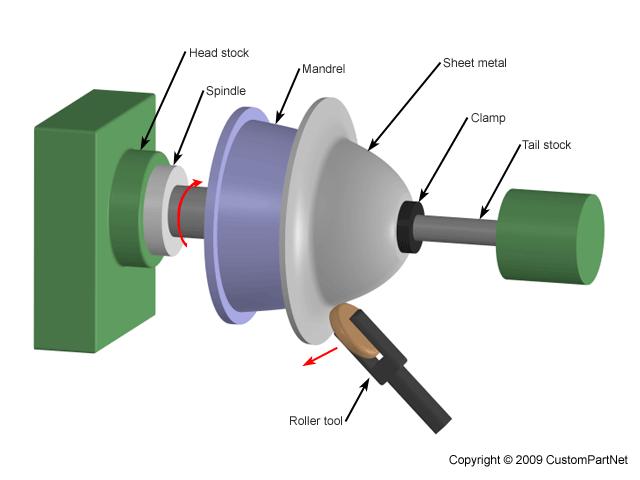
42

43 Spinning 2 methods: 1. Conventional spinning - roller tool pushes against the blank until it conforms to the contour of the mandrel. Spun part will have a diameter smaller than the blank, but will maintain a constant thickness. 2. Shear spinning - roller not only bends the blank against the mandrel, it also applies a downward force while it moves, stretching the material over the mandrel. Spun part outer diameter will remain equal to the original blank diameter, but the thickness of the part walls will be thinner.

44 Equipment For Sheet Metalworking Basic equipment consists of mechanical, hydraulic, pneumatic or pneumatichydraulic presses with wide variety of designs, features, capacities and computer control.
45 Equipment For Sheet Metalworking Proper selection of such equipment is essential to achieve: 1. High production rate 2. Good dimensional control 3. High product quality 4. Efficient operation of the system Equipment selection depends on several factors: 1. Type of forming operation, the size and shape of the dies, and the tooling required 2. Size and shape of the work piece 3. Maximum force required 4. Type of mechanical, hydraulic and computer controls 5. Features for changing dies 6. Safety features

46
Unit IV Drawing of rods, wires and tubes
 Introduction Unit IV Drawing of rods, wires and tubes Drawing is a process in which the material is pulled through a die by means of a tensile force. Usually the constant cross section is circular (bar,
Introduction Unit IV Drawing of rods, wires and tubes Drawing is a process in which the material is pulled through a die by means of a tensile force. Usually the constant cross section is circular (bar,
Wire and tube Drawing
 Wire and tube Drawing Drawing is an operation in which the cross-section of solid rod, wire or tubing is reduced or changed in shape by pulling it through a die. The principle of this procedure consist
Wire and tube Drawing Drawing is an operation in which the cross-section of solid rod, wire or tubing is reduced or changed in shape by pulling it through a die. The principle of this procedure consist
Hail University College of Engineering Department of Mechanical Engineering. Sheet-Metal Forming Processes and Equipment. Ch 16
 Hail University College of Engineering Department of Mechanical Engineering Sheet-Metal Forming Processes and Equipment Ch 16 Sheet-Metal Forming Products made of sheet metals are all around us. They include
Hail University College of Engineering Department of Mechanical Engineering Sheet-Metal Forming Processes and Equipment Ch 16 Sheet-Metal Forming Products made of sheet metals are all around us. They include
Module 3 Selection of Manufacturing Processes
 Module 3 Selection of Manufacturing Processes Lecture 4 Design for Sheet Metal Forming Processes Instructional objectives By the end of this lecture, the student will learn the principles of several sheet
Module 3 Selection of Manufacturing Processes Lecture 4 Design for Sheet Metal Forming Processes Instructional objectives By the end of this lecture, the student will learn the principles of several sheet
MANUFACTURING TECHNOLOGY
 MANUFACTURING TECHNOLOGY UNIT II SHEET METAL FORMING PROCESSES Sheet metal Process in detail Cutting (Shearing) Operations Manufacturing Technology In this operation, the work piece is stressed beyond
MANUFACTURING TECHNOLOGY UNIT II SHEET METAL FORMING PROCESSES Sheet metal Process in detail Cutting (Shearing) Operations Manufacturing Technology In this operation, the work piece is stressed beyond
Drawing. Fig. 1 Drawing
 Drawing Drawing is a metalworking process which uses tensile forces to stretch metal. It is broken up into two types: sheet metal drawing and wire, bar, and tube drawing. The specific definition for sheet
Drawing Drawing is a metalworking process which uses tensile forces to stretch metal. It is broken up into two types: sheet metal drawing and wire, bar, and tube drawing. The specific definition for sheet
Corso di Studi di Fabbricazione
 Corso di Studi di Fabbricazione 3a Richiami dei processi tecnologici di trasformazione FUNDAMENTAL OF METAL FORMING 1 METAL FORMING Large group of manufacturing processes in which plastic deformation is
Corso di Studi di Fabbricazione 3a Richiami dei processi tecnologici di trasformazione FUNDAMENTAL OF METAL FORMING 1 METAL FORMING Large group of manufacturing processes in which plastic deformation is
MANUFACTURING TECHNOLOGY
 MANUFACTURING TECHNOLOGY UNIT II SHEET METAL FORMING PROCESSES Sheet Metal Introduction Sheet metal is a metal formed into thin and flat pieces. It is one of the fundamental forms used in metalworking,
MANUFACTURING TECHNOLOGY UNIT II SHEET METAL FORMING PROCESSES Sheet Metal Introduction Sheet metal is a metal formed into thin and flat pieces. It is one of the fundamental forms used in metalworking,
Manufacturing Processes (1)
") Manufacturing Processes (1) Chapter Twenty: Sheet Metalworking Dr. Eng. Yazan Al-Zain Department of Industrial Engineering 1 Introduction Sheet Metalworking includes cutting and forming operations performed
Manufacturing Processes (1) Chapter Twenty: Sheet Metalworking Dr. Eng. Yazan Al-Zain Department of Industrial Engineering 1 Introduction Sheet Metalworking includes cutting and forming operations performed
MANUFACTURING PROCESSES
 1 MANUFACTURING PROCESSES - AMEM 201 Lecture 9: Sheet Metal Cutting & Forming Processes DR. SOTIRIS L. OMIROU Sheet Metal Cutting & Forming Processes - Application field- Sheet metal processing is an important
1 MANUFACTURING PROCESSES - AMEM 201 Lecture 9: Sheet Metal Cutting & Forming Processes DR. SOTIRIS L. OMIROU Sheet Metal Cutting & Forming Processes - Application field- Sheet metal processing is an important
Sheet Metal Forming. Part 1
 Sheet Metal Forming Part 1 Sheet Metal Forming For products with versatile shapes and lightweight Dates to 5000 B.C. Products include metal desks, file cabinets, appliances, car bodies, beverage cans Common
Sheet Metal Forming Part 1 Sheet Metal Forming For products with versatile shapes and lightweight Dates to 5000 B.C. Products include metal desks, file cabinets, appliances, car bodies, beverage cans Common
FUNDAMENTAL MANUFACTURING PROCESSES. Sheet Metal Stamping Dies & Processes-SD
 FUNDAMENTAL MANUFACTURING PROCESSES Sheet Metal Stamping Dies & Processes-SD SCENE 1. SD20A, CGS: Dies & Die Functions white text, centered on background FMP BKG, motion background SCENE 2. SD20A, SME4311,
FUNDAMENTAL MANUFACTURING PROCESSES Sheet Metal Stamping Dies & Processes-SD SCENE 1. SD20A, CGS: Dies & Die Functions white text, centered on background FMP BKG, motion background SCENE 2. SD20A, SME4311,
4. PRESS AND PRESS WORK
 4. PRESS AND PRESS WORK Q. Which are the materials used for press work? GALVANISED IRON Zinc-coated iron is known as "galvanised iron"'. This soft steel sheet is popularly known as Gl sheet. Applications:
4. PRESS AND PRESS WORK Q. Which are the materials used for press work? GALVANISED IRON Zinc-coated iron is known as "galvanised iron"'. This soft steel sheet is popularly known as Gl sheet. Applications:
Metal Stamping Glossary
 Metal Stamping Glossary Alloy - A substance that has metallic properties and is composed of two or more chemical elements of which at least one is an elemental metal. Annealing - A process involving the
Metal Stamping Glossary Alloy - A substance that has metallic properties and is composed of two or more chemical elements of which at least one is an elemental metal. Annealing - A process involving the
PRESS & PRESS WORK
 Topic and Contents Hours Marks 2.1 Introduction 08 Marks Materials used in press work for automobile applications. Classifications of presses and terminology used in presses Major parts of Fly press 2.2
Topic and Contents Hours Marks 2.1 Introduction 08 Marks Materials used in press work for automobile applications. Classifications of presses and terminology used in presses Major parts of Fly press 2.2
Sheet-Forming Processes
 Sheet-Forming Processes Chapter 17 17.1 Introduction Sheet metal processes involve plane stress loadings and lower forces than bulk forming Almost all sheet metal forming is considered to be secondary
Sheet-Forming Processes Chapter 17 17.1 Introduction Sheet metal processes involve plane stress loadings and lower forces than bulk forming Almost all sheet metal forming is considered to be secondary
Design of Jigs, Fixtures, Press Tools and Moulds UNIT - 1 LOCATING AND CLAMPING PRINCIPLES
 Design of Jigs, Fixtures, Press Tools and Moulds UNIT - 1 LOCATING AND CLAMPING PRINCIPLES 1. Define the term Tool design. Tool design is the process of designing and developing the tools, methods, and
Design of Jigs, Fixtures, Press Tools and Moulds UNIT - 1 LOCATING AND CLAMPING PRINCIPLES 1. Define the term Tool design. Tool design is the process of designing and developing the tools, methods, and
Sheet Metal Tools. by:prem Mahendranathan
 Sheet Metal Tools by: SHEET METAL TOOL KIT SHEET METAL TOOLS Rivet Gun 3/32, 1/8, 5/32, 3/16",Cupped Set Mini Bucking Bar Footed Heel-Toe Bucking Bar Air Tool Oil Mechanics Tool Bag High-Speed Air Drill
Sheet Metal Tools by: SHEET METAL TOOL KIT SHEET METAL TOOLS Rivet Gun 3/32, 1/8, 5/32, 3/16",Cupped Set Mini Bucking Bar Footed Heel-Toe Bucking Bar Air Tool Oil Mechanics Tool Bag High-Speed Air Drill
The Fine-Art of Sheet Metal Bending
 The Fine-Art of Sheet Metal Bending Introduction...... 1 Bend allowances........2 Reverse engineering the k-factor........ 4 Principle types of bending........ 5 Tips and tricks....... 7 Other common types
The Fine-Art of Sheet Metal Bending Introduction...... 1 Bend allowances........2 Reverse engineering the k-factor........ 4 Principle types of bending........ 5 Tips and tricks....... 7 Other common types
Design and Analysis of Press Tool Assembly
 Design and Analysis of Press Tool Assembly Raveendra M.Tech Student ABSTRACT Press working may be defined as a chip less manufacturing process by which various components are made from sheet metal. This
Design and Analysis of Press Tool Assembly Raveendra M.Tech Student ABSTRACT Press working may be defined as a chip less manufacturing process by which various components are made from sheet metal. This
INCREMENTAL SHEET FORMING METHOD
 INCREMENTAL SHEET FORMING METHOD Bachelor s thesis Riihimäki Mechanical Engineering & Production Technology Spring, 2018 Binamra Poudel ABSTRACT HAMK UAS, Riihimäki Degree Program in Mechanical Engineering
INCREMENTAL SHEET FORMING METHOD Bachelor s thesis Riihimäki Mechanical Engineering & Production Technology Spring, 2018 Binamra Poudel ABSTRACT HAMK UAS, Riihimäki Degree Program in Mechanical Engineering
All About Die Casting
 All About Die Casting FAQ Introduction Die casting is a versatile process for producing engineered metal parts by forcing molten metal under high pressure into reusable steel molds. These molds, called
All About Die Casting FAQ Introduction Die casting is a versatile process for producing engineered metal parts by forcing molten metal under high pressure into reusable steel molds. These molds, called
Rigid Fluid Lines Tubing Materials Material Identification 7-1
 Aircraft fluid lines are usually made of metal tubing or flexible hose. Metal tubing (also called rigid fluid lines) is used in stationary applications and where long, relatively straight runs are possible.
Aircraft fluid lines are usually made of metal tubing or flexible hose. Metal tubing (also called rigid fluid lines) is used in stationary applications and where long, relatively straight runs are possible.
Wire Drawing 7.1 Introduction: stock size
 Wire Drawing 7.1 Introduction: In drawing, the cross section of a long rod or wire is reduced or changed by pulling (hence the term drawing) it through a die called a draw die (Fig. 7.1). Thus, the difference
Wire Drawing 7.1 Introduction: In drawing, the cross section of a long rod or wire is reduced or changed by pulling (hence the term drawing) it through a die called a draw die (Fig. 7.1). Thus, the difference
ROOP LAL Unit-6 Lathe (Turning) Mechanical Engineering Department
 Mechanical Engineering Department") Notes: Lathe (Turning) Basic Mechanical Engineering (Part B) 1 Introduction: In previous Lecture 2, we have seen that with the help of forging and casting processes, we can manufacture machine parts of
Notes: Lathe (Turning) Basic Mechanical Engineering (Part B) 1 Introduction: In previous Lecture 2, we have seen that with the help of forging and casting processes, we can manufacture machine parts of
Materials Removal Processes (Machining)
") Chapter Six Materials Removal Processes (Machining) 6.1 Theory of Material Removal Processes 6.1.1 Machining Definition Machining is a manufacturing process in which a cutting tool is used to remove excess
Chapter Six Materials Removal Processes (Machining) 6.1 Theory of Material Removal Processes 6.1.1 Machining Definition Machining is a manufacturing process in which a cutting tool is used to remove excess
DEVELOPMENT OF A NOVEL TOOL FOR SHEET METAL SPINNING OPERATION
 DEVELOPMENT OF A NOVEL TOOL FOR SHEET METAL SPINNING OPERATION Amit Patidar 1, B.A. Modi 2 Mechanical Engineering Department, Institute of Technology, Nirma University, Ahmedabad, India Abstract-- The
DEVELOPMENT OF A NOVEL TOOL FOR SHEET METAL SPINNING OPERATION Amit Patidar 1, B.A. Modi 2 Mechanical Engineering Department, Institute of Technology, Nirma University, Ahmedabad, India Abstract-- The
D E S I G N A N D M A N U F A C T U R E : C O U R S E M A T E R I A L
 UNIT D E S I G N A N D M A N U F A C T U R E : C O U R S E M A T E R I A L metalwork processes Screw Threads The screw thread is a very important detail in engineering. It is used to hold parts together.
UNIT D E S I G N A N D M A N U F A C T U R E : C O U R S E M A T E R I A L metalwork processes Screw Threads The screw thread is a very important detail in engineering. It is used to hold parts together.
Bending. the bend radius is measured to the inner surface of the bent part
 Bending the bend radius is measured to the inner surface of the bent part there is a plane which separates the tension and compression zones. This plane is called neutral axis. The position of neutral
Bending the bend radius is measured to the inner surface of the bent part there is a plane which separates the tension and compression zones. This plane is called neutral axis. The position of neutral
Forming - Blanking. Manufacturing Technology II Lecture 6. Prof. Dr.-Ing. Dr.-Ing. E.h. F. Klocke
 Forming - Blanking Manufacturing Technology II Lecture 6 Laboratory for Machine Tools and Production Engineering Chair of Manufacturing Technology Prof. Dr.-Ing. Dr.-Ing. E.h. F. Klocke Seite 1 Content
Forming - Blanking Manufacturing Technology II Lecture 6 Laboratory for Machine Tools and Production Engineering Chair of Manufacturing Technology Prof. Dr.-Ing. Dr.-Ing. E.h. F. Klocke Seite 1 Content
Cold Forming Basics for Industrial Fasteners
 Cold Forming Basics for Industrial Fasteners Station 1 Cut-off Coiled wire is fed into cold-former. Slug is cut off to specified length. Station 2 Squaring Ends of cut-off are squared. Station 3 Impact
Cold Forming Basics for Industrial Fasteners Station 1 Cut-off Coiled wire is fed into cold-former. Slug is cut off to specified length. Station 2 Squaring Ends of cut-off are squared. Station 3 Impact
Tool School - Rotary Draw Bending Tooling. An Engineer s Guide to Bending Tubes
 Tool School - Rotary Draw Bending Tooling An Engineer s Guide to Bending Tubes Tube Form Solutions Tool School Rotary Draw Bending Tooling Tool School Agenda: Introduction To Rotary Draw Bending Engineering
Tool School - Rotary Draw Bending Tooling An Engineer s Guide to Bending Tubes Tube Form Solutions Tool School Rotary Draw Bending Tooling Tool School Agenda: Introduction To Rotary Draw Bending Engineering
1/4/ FUNDAMENTAL MANUFACTURING PROCESSES. Sheet Metal Stamping Dies & Processes-SD
 1/4/2013 --- 1 --- FUNDAMENTAL MANUFACTURING PROCESSES Sheet Metal Stamping Dies & Processes-SD SCENE 1. FMP01A, CGS: FBI warning text centered on black to transparent gradient FMP BKG, motion background
1/4/2013 --- 1 --- FUNDAMENTAL MANUFACTURING PROCESSES Sheet Metal Stamping Dies & Processes-SD SCENE 1. FMP01A, CGS: FBI warning text centered on black to transparent gradient FMP BKG, motion background
Laser Marking of Circular Grid Pattern for Plotting Strain Variation of Deep Drawing of Cylindrical Component
 Laser Marking of Circular Grid Pattern for Plotting Strain Variation of Deep Drawing of Cylindrical Component Yalagandala Akshay Kumar M.Tech Student, Department of MECH (Machine Design), CVSR College
Laser Marking of Circular Grid Pattern for Plotting Strain Variation of Deep Drawing of Cylindrical Component Yalagandala Akshay Kumar M.Tech Student, Department of MECH (Machine Design), CVSR College
Processes Advantages Disadvantages Identifying features Products
 Plastics Processes Plastics manufacturing processes are mostly mass production processes with high volumes of output. The high cost of machinery and tooling is offset by the speed and volume of production.
Plastics Processes Plastics manufacturing processes are mostly mass production processes with high volumes of output. The high cost of machinery and tooling is offset by the speed and volume of production.
Copyright Notice. HCL Technologies Ltd. All rights reserved. A DEFINITIVE GUIDE TO DESIGN FOR MANUFACTURING SUCCESS
 Copyright Notice HCL Technologies Ltd. All rights reserved. No part of this document (whether in hardcopy or electronic form) may be reproduced, stored in a retrieval system, or transmitted, in any form
Copyright Notice HCL Technologies Ltd. All rights reserved. No part of this document (whether in hardcopy or electronic form) may be reproduced, stored in a retrieval system, or transmitted, in any form
MECHANICAL ASSEMBLY John Wiley & Sons, Inc. M. P. Groover, Fundamentals of Modern Manufacturing 2/e
 MECHANICAL ASSEMBLY Threaded Fasteners Rivets and Eyelets Assembly Methods Based on Interference Fits Other Mechanical Fastening Methods Molding Inserts and Integral Fasteners Design for Assembly Mechanical
MECHANICAL ASSEMBLY Threaded Fasteners Rivets and Eyelets Assembly Methods Based on Interference Fits Other Mechanical Fastening Methods Molding Inserts and Integral Fasteners Design for Assembly Mechanical
Press Operations & Types of Dies
 Press Operations & Types of Dies Press Working Use of mechanical and hydraulic presses for forging and extrusion has been mentioned earlier. Knuckle type mechanical presses are used widely for sheet metal
Press Operations & Types of Dies Press Working Use of mechanical and hydraulic presses for forging and extrusion has been mentioned earlier. Knuckle type mechanical presses are used widely for sheet metal
Turning and Lathe Basics
 Training Objectives After watching the video and reviewing this printed material, the viewer will gain knowledge and understanding of lathe principles and be able to identify the basic tools and techniques
Training Objectives After watching the video and reviewing this printed material, the viewer will gain knowledge and understanding of lathe principles and be able to identify the basic tools and techniques
c. Pins, bolts, and retaining rings b. Washers, locking nuts, and rivets
 62 20 HW 8: Fasteners / Force, Pressure, Density Mechanical Systems DUE Mon, 11/21/16 Start of class Check link on website for helpful fastener information Please use a scantron. Material is based primarily
62 20 HW 8: Fasteners / Force, Pressure, Density Mechanical Systems DUE Mon, 11/21/16 Start of class Check link on website for helpful fastener information Please use a scantron. Material is based primarily
STEEL RULE. Stock TRY SQUARE
 FITTING INTRODUCTION Fitting consists of a handwork involved in fitting together components usually performed at a bench equipped with a vice and hand tools. The matting components have a close relation
FITTING INTRODUCTION Fitting consists of a handwork involved in fitting together components usually performed at a bench equipped with a vice and hand tools. The matting components have a close relation
MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
 XXXX B23 MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR XXXX PLANING; SLOTTING; SHEARING; BROACHING; SAWING; FILING; SCRAPING; LIKE OPERATIONS FOR WORKING METAL BY REMOVING MATERIAL, NOT OTHERWISE
XXXX B23 MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR XXXX PLANING; SLOTTING; SHEARING; BROACHING; SAWING; FILING; SCRAPING; LIKE OPERATIONS FOR WORKING METAL BY REMOVING MATERIAL, NOT OTHERWISE
Trade of Sheet Metalwork. Module 1: Sheetmetal Fundamentals Unit 14: Exhaust Pipe Phase 2
 Trade of Sheet Metalwork Module 1: Sheetmetal Fundamentals Unit 14: Exhaust Pipe Phase 2 Table of Contents List of Figures... 4 List of Tables... 4 Document Release History... 5 Module 1 Sheetmetal Fundamentals...
Trade of Sheet Metalwork Module 1: Sheetmetal Fundamentals Unit 14: Exhaust Pipe Phase 2 Table of Contents List of Figures... 4 List of Tables... 4 Document Release History... 5 Module 1 Sheetmetal Fundamentals...
Influence of Lubrication and Draw Bead in Hemispherical Cup Forming
 INSTITUTE OF TECHNOLOGY, NIRMA UNIVERSITY, AHMEDABAD 382 481, 08-10 DECEMBER, 2011 1 Influence of Lubrication and Draw Bead in Hemispherical Cup Forming G. M. Bramhakshatriya *12, S. K. Sharma #1, B. C.
INSTITUTE OF TECHNOLOGY, NIRMA UNIVERSITY, AHMEDABAD 382 481, 08-10 DECEMBER, 2011 1 Influence of Lubrication and Draw Bead in Hemispherical Cup Forming G. M. Bramhakshatriya *12, S. K. Sharma #1, B. C.
Introduction to Manufacturing Processes
 Introduction to Manufacturing Processes Products and Manufacturing Product Creation Cycle Design Material Selection Process Selection Manufacture Inspection Feedback Typical product cost breakdown Manufacturing
Introduction to Manufacturing Processes Products and Manufacturing Product Creation Cycle Design Material Selection Process Selection Manufacture Inspection Feedback Typical product cost breakdown Manufacturing
Module 1. Classification of Metal Removal Processes and Machine tools. Version 2 ME IIT, Kharagpur
 Module 1 Classification of Metal Removal Processes and Machine tools Lesson 2 Basic working principle, configuration, specification and classification of machine tools Instructional Objectives At the end
Module 1 Classification of Metal Removal Processes and Machine tools Lesson 2 Basic working principle, configuration, specification and classification of machine tools Instructional Objectives At the end
Cross Peen Hammer. Introduction. Lesson Objectives. Assumptions
 Introduction In this activity plan students will develop various machining and metalworking skills by building a two-piece steel hammer. This project will introduce basic operations for initial familiarization
Introduction In this activity plan students will develop various machining and metalworking skills by building a two-piece steel hammer. This project will introduce basic operations for initial familiarization
Surface Developments. Sacramento City College Engineering Design Technology. Surface Developments 1
 Surface Developments Sacramento City College Engineering Design Technology Surface Developments 1 Surface Developments A surface development is a full-size layout of an object made on a single flat plane.
Surface Developments Sacramento City College Engineering Design Technology Surface Developments 1 Surface Developments A surface development is a full-size layout of an object made on a single flat plane.
IRONWORKERS MSIW50S MSIW66S MSIW60D MSIW71D MSIW93D
 IRONWORKERS MSIW50S MSIW66S MSIW60D MSIW71D MSIW93D MSIW126D MSIW126DX MSIW192DX MSIW126D R SINGLE AND DUAL CYLINDER MACHINES 50-192 TON CAPACITY 5 STATIONS HEAVY DUTY CONSTRUCTION COMPLETELY INTEGRATED
IRONWORKERS MSIW50S MSIW66S MSIW60D MSIW71D MSIW93D MSIW126D MSIW126DX MSIW192DX MSIW126D R SINGLE AND DUAL CYLINDER MACHINES 50-192 TON CAPACITY 5 STATIONS HEAVY DUTY CONSTRUCTION COMPLETELY INTEGRATED
THREAD CUTTING & FORMING
 THREAD CUTTING & FORMING Threading, Thread Cutting and Thread Rolling: Machining Threads on External Diameters (shafts) Tapping: Machining Threads on Internal Diameters (holes) Size: Watch to 10 shafts
THREAD CUTTING & FORMING Threading, Thread Cutting and Thread Rolling: Machining Threads on External Diameters (shafts) Tapping: Machining Threads on Internal Diameters (holes) Size: Watch to 10 shafts
Wire and pipe drawing
 Wire and pipe drawing Overview Wire drawing application deformations, drawing speeds and forces equipmentm dies and die materials Tube drawing tube drawing processes Strain and drawing force Drawing tools
Wire and pipe drawing Overview Wire drawing application deformations, drawing speeds and forces equipmentm dies and die materials Tube drawing tube drawing processes Strain and drawing force Drawing tools
Name: Class: Teacher:..
 Name: Class: Teacher:.. 1 Metals All metals in use today are either PURE METALS or ALLOYS. Copper, iron, tin, lead, gold and silver are all examples of PURE METALS which have been mined from the Earth
Name: Class: Teacher:.. 1 Metals All metals in use today are either PURE METALS or ALLOYS. Copper, iron, tin, lead, gold and silver are all examples of PURE METALS which have been mined from the Earth
Design Guide: CNC Machining VERSION 3.4
 Design Guide: CNC Machining VERSION 3.4 CNC GUIDE V3.4 Table of Contents Overview...3 Tolerances...4 General Tolerances...4 Part Tolerances...5 Size Limitations...6 Milling...6 Lathe...6 Material Selection...7
Design Guide: CNC Machining VERSION 3.4 CNC GUIDE V3.4 Table of Contents Overview...3 Tolerances...4 General Tolerances...4 Part Tolerances...5 Size Limitations...6 Milling...6 Lathe...6 Material Selection...7
ASSIGNMENT 4. Textbook Assignment: The point, edge, face, heel, and tang are the five parts of which of the following tools?
 ASSIGNMENT 4 Textbook Assignment: "Files," "Grinders and Sharpening Stones," "Scrapers," "Awls," "Bolt and Cable Cutters," "Glass Cutters," "Knives,' 'Pipe Cutting and Threading Tools," "Tube Cutting and
ASSIGNMENT 4 Textbook Assignment: "Files," "Grinders and Sharpening Stones," "Scrapers," "Awls," "Bolt and Cable Cutters," "Glass Cutters," "Knives,' 'Pipe Cutting and Threading Tools," "Tube Cutting and
Metals can be bought from suppliers in standardized forms and sizes, such as round,
 1.4 METAL CUTTING BAND SAWS: Metals can be bought from suppliers in standardized forms and sizes, such as round, rectangular or square bar stock or in the form of large sheets (plates). Bar stock normally
1.4 METAL CUTTING BAND SAWS: Metals can be bought from suppliers in standardized forms and sizes, such as round, rectangular or square bar stock or in the form of large sheets (plates). Bar stock normally
LECTURE 5 GEAR MANUFACTURING
 LECTURE 5 GEAR MANUFACTURING Contents of the lecture Gear manufacture can be divided into two categories, forming and machining. Forming consists of direct casting, molding, drawing, or extrusion of tooth
LECTURE 5 GEAR MANUFACTURING Contents of the lecture Gear manufacture can be divided into two categories, forming and machining. Forming consists of direct casting, molding, drawing, or extrusion of tooth
Manufacturing Processes - 1 Prof. Inderdeep Singh Department of Mechanical & Industrial Engineering Indian Institute of Technology, Roorkee
 Manufacturing Processes - 1 Prof. Inderdeep Singh Department of Mechanical & Industrial Engineering Indian Institute of Technology, Roorkee Module - 01 Lecture - 06 Swaging & Wire Drawing Very good morning
Manufacturing Processes - 1 Prof. Inderdeep Singh Department of Mechanical & Industrial Engineering Indian Institute of Technology, Roorkee Module - 01 Lecture - 06 Swaging & Wire Drawing Very good morning
Permanent Mold Casting Processes. Assoc Prof Zainal Abidin Ahmad Department of Manufacturing & Ind. Eng.
 Assoc Prof Zainal Abidin Ahmad Department of Manufacturing & Ind. Eng. Universiti Teknologi Malaysia Permanent Mold Casting Processes Gravity die casting Pressure die casting Low pressure High pressure
Assoc Prof Zainal Abidin Ahmad Department of Manufacturing & Ind. Eng. Universiti Teknologi Malaysia Permanent Mold Casting Processes Gravity die casting Pressure die casting Low pressure High pressure
Lecture 18. Chapter 24 Milling, Sawing, and Filing; Gear Manufacturing (cont.) Planing
 Planing") Lecture 18 Chapter 24 Milling, Sawing, and Filing; Gear Manufacturing (cont.) Planing For production of: Flat surfaces Grooves Notches Performed on long (on average 10 m) workpieces Workpiece moves / Tool
Lecture 18 Chapter 24 Milling, Sawing, and Filing; Gear Manufacturing (cont.) Planing For production of: Flat surfaces Grooves Notches Performed on long (on average 10 m) workpieces Workpiece moves / Tool
HINGE TOOL SET-UP, ADJUSTMENT AND TROUBLESHOOTING GUIDE
 HINGE TOOL SET-UP, ADJUSTMENT AND TROUBLESHOOTING GUIDE HINGE TOOL FORMING SET-UP High Level Process (For detailed information, reference Detailed Instructions): 1. Inspect and assemble tool (if required).
HINGE TOOL SET-UP, ADJUSTMENT AND TROUBLESHOOTING GUIDE HINGE TOOL FORMING SET-UP High Level Process (For detailed information, reference Detailed Instructions): 1. Inspect and assemble tool (if required).
Profiting with Wire EDM
 3 Profiting with Wire EDM Users of Wire EDM 55 Parts made with the wire EDM process are used for machining conductive materials for medicine, chemical, electronics, oil and gas, die and mold, fabrication,
3 Profiting with Wire EDM Users of Wire EDM 55 Parts made with the wire EDM process are used for machining conductive materials for medicine, chemical, electronics, oil and gas, die and mold, fabrication,
Design of Slot Piercing Tool for Diaphragm Spring in a Single Plate Clutch Assembly
 Design of Slot Piercing Tool for Diaphragm Spring in a Single Plate Clutch Assembly Chetan B. Kawale 1, Ankush R. Daware 2, Aniket V. Thakare 3, Gokul B. Ajmire 4, Prof. Chaitanya G. Deshmukh 5 1, 2, 3,
Design of Slot Piercing Tool for Diaphragm Spring in a Single Plate Clutch Assembly Chetan B. Kawale 1, Ankush R. Daware 2, Aniket V. Thakare 3, Gokul B. Ajmire 4, Prof. Chaitanya G. Deshmukh 5 1, 2, 3,
Chapter 22 MACHINING OPERATIONS AND MACHINE TOOLS
 Chapter 22 MACHINING OPERATIONS AND MACHINE TOOLS Turning and Related Operations Drilling and Related Operations Milling Machining Centers and Turning Centers Other Machining Operations High Speed Machining
Chapter 22 MACHINING OPERATIONS AND MACHINE TOOLS Turning and Related Operations Drilling and Related Operations Milling Machining Centers and Turning Centers Other Machining Operations High Speed Machining
Smithing force is applied to manipulate the metal Forging force is applied to manipulate the metal
 FORGING Smithing It is a process of performing various operations on relatively small work pieces, heated in an open fire (hearth) and force is applied to manipulate the metal by means of hand hammers
FORGING Smithing It is a process of performing various operations on relatively small work pieces, heated in an open fire (hearth) and force is applied to manipulate the metal by means of hand hammers
Trade of Sheet Metalwork. Module 7: Introduction to CNC Sheet Metal Manufacturing Unit 2: CNC Machines Phase 2
 Trade of Sheet Metalwork Module 7: Introduction to CNC Sheet Metal Manufacturing Unit 2: CNC Machines Phase 2 Table of Contents List of Figures... 4 List of Tables... 5 Document Release History... 6 Module
Trade of Sheet Metalwork Module 7: Introduction to CNC Sheet Metal Manufacturing Unit 2: CNC Machines Phase 2 Table of Contents List of Figures... 4 List of Tables... 5 Document Release History... 6 Module
Lathe is a machine, which removes the metal from a piece of work to the required shape & size HENRY MAUDSLAY
 TURNING MACHINES LATHE Introduction Lathe is a machine, which removes the metal from a piece of work to the required shape & size HENRY MAUDSLAY - 1797 Types of Lathe Engine Lathe The most common form
TURNING MACHINES LATHE Introduction Lathe is a machine, which removes the metal from a piece of work to the required shape & size HENRY MAUDSLAY - 1797 Types of Lathe Engine Lathe The most common form
Metal Mould System 1. Introduction
 Metal Mould System 1. Introduction Moulds for these purposes can be used many times and are usually made of metal, although semi-permanent moulds of graphite have been successful in some instances. The
Metal Mould System 1. Introduction Moulds for these purposes can be used many times and are usually made of metal, although semi-permanent moulds of graphite have been successful in some instances. The
TRAINING MANUAL. Part INTRODUCTION TO TWIST DRILLS
 PRESTO INTERNATIONAL UK LTD TRAINING MANUAL Part 2 INTRODUCTION TO TWIST DRILLS - 1 - DEFINITION:- A rotary end cutting tool having two or more cutting lips, and having two or more spiral (helical) or
PRESTO INTERNATIONAL UK LTD TRAINING MANUAL Part 2 INTRODUCTION TO TWIST DRILLS - 1 - DEFINITION:- A rotary end cutting tool having two or more cutting lips, and having two or more spiral (helical) or
Casting Processes. ver. 2
 Casting Processes ver. 2 1 Types of Parts Made Engine blocks Pipes Jewelry Fire hydrants 2 Complex, 3-D shapes Near net shape Low scrap Relatively quick process Intricate shapes Large hollow shapes No
Casting Processes ver. 2 1 Types of Parts Made Engine blocks Pipes Jewelry Fire hydrants 2 Complex, 3-D shapes Near net shape Low scrap Relatively quick process Intricate shapes Large hollow shapes No
INTRODUCTION TO PRESS BRAKES. A Vital Piece of Shop Equipment
 INTRODUCTION TO PRESS BRAKES A Vital Piece of Shop Equipment Introduction to Press Brakes Press Brakes are utilized in the forming lengths of sheet metal components. A press brake is a vital necessity
INTRODUCTION TO PRESS BRAKES A Vital Piece of Shop Equipment Introduction to Press Brakes Press Brakes are utilized in the forming lengths of sheet metal components. A press brake is a vital necessity
Roller Burnishing Tools
 Roller Burnishing Tools The company DREX -TOOLS has since 1980 a great experience in the fields of the burnishing. The company, with the support of technical assistance with big experience has created
Roller Burnishing Tools The company DREX -TOOLS has since 1980 a great experience in the fields of the burnishing. The company, with the support of technical assistance with big experience has created
DESIGN OF DRAW DIE FOR CYLINDRICAL CUP FORMATION
 DESIGN OF DRAW DIE FOR CYLINDRICAL CUP FORMATION Mr.Bhushan Sanjay Paysheti, Dr. Shekhar Yadgiri Gajjal Abstract For production of sheet metal parts we need various dies (press tools) which will convert
DESIGN OF DRAW DIE FOR CYLINDRICAL CUP FORMATION Mr.Bhushan Sanjay Paysheti, Dr. Shekhar Yadgiri Gajjal Abstract For production of sheet metal parts we need various dies (press tools) which will convert
Section 10s PRESS BRAKE TOOLING. Product of USA SOURCE CATALOG FOR AMERICAN STYLE
 www.ceooling.com Section 0s PRESS BRAKE OOLING SOURCE CAALOG FOR AMERICAN SYLE Product of USA 90 Forming Punches and Dies 90 Forming Punches and Dies hese punches and dies are the most widely used to form
www.ceooling.com Section 0s PRESS BRAKE OOLING SOURCE CAALOG FOR AMERICAN SYLE Product of USA 90 Forming Punches and Dies 90 Forming Punches and Dies hese punches and dies are the most widely used to form
TURNING BORING TURNING:
 TURNING BORING TURNING: FACING: Machining external cylindrical and conical surfaces. Work spins and the single cutting tool does the cutting. Done in Lathe. Single point tool, longitudinal feed. Single
TURNING BORING TURNING: FACING: Machining external cylindrical and conical surfaces. Work spins and the single cutting tool does the cutting. Done in Lathe. Single point tool, longitudinal feed. Single
Design and Analysis of Progressive Die for Chain Link Plate
 Design and Analysis of Progressive Die for Chain Link Plate Md Inaithul Rehaman #1, P Satish Reddy #2, Matta Manoj #3, N.Guru Murthy #4 ME Department, Prasiddha College of Engg and Technology, Anathavaram
Design and Analysis of Progressive Die for Chain Link Plate Md Inaithul Rehaman #1, P Satish Reddy #2, Matta Manoj #3, N.Guru Murthy #4 ME Department, Prasiddha College of Engg and Technology, Anathavaram
Solidification Process(1) - Metal Casting Chapter 9,10
 - Metal Casting Chapter 9,10") Solidification Process(1) - Metal Casting Chapter 9,10 Seok-min Kim smkim@cau.ac.kr -1- Classification of solidification processes -2- Casting Process in which molten metal flows by gravity or other force
Solidification Process(1) - Metal Casting Chapter 9,10 Seok-min Kim smkim@cau.ac.kr -1- Classification of solidification processes -2- Casting Process in which molten metal flows by gravity or other force
A candle stick addresses transferring and reproducing dimensions from a plan and breaking the project into steps.
 Activities Discussion These projects allow more skill development including making items to match a drawing, sizing projects to specific dimensions, and just trying fun stuff for the first time! A candle
Activities Discussion These projects allow more skill development including making items to match a drawing, sizing projects to specific dimensions, and just trying fun stuff for the first time! A candle
AUTOMATED MACHINE TOOLS & CUTTING TOOLS
 CAD/CAM COURSE TOPIC OF DISCUSSION AUTOMATED MACHINE TOOLS & CUTTING TOOLS 1 CNC systems are used in a number of manufacturing processes including machining, forming, and fabrication Forming & fabrication
CAD/CAM COURSE TOPIC OF DISCUSSION AUTOMATED MACHINE TOOLS & CUTTING TOOLS 1 CNC systems are used in a number of manufacturing processes including machining, forming, and fabrication Forming & fabrication
Turning and Related Operations
 Turning and Related Operations Turning is widely used for machining external cylindrical and conical surfaces. The workpiece rotates and a longitudinally fed single point cutting tool does the cutting.
Turning and Related Operations Turning is widely used for machining external cylindrical and conical surfaces. The workpiece rotates and a longitudinally fed single point cutting tool does the cutting.
Chapter 25. Other Machining Processes. Materials Processing. MET Manufacturing Processes. Shaping Planing Broaching Sawing Filing
 MET 33800 Manufacturing Processes Chapter 25 Other Machining Processes Before you begin: Turn on the sound on your computer. There is audio to accompany this presentation. Other Machining Processes Shaping
MET 33800 Manufacturing Processes Chapter 25 Other Machining Processes Before you begin: Turn on the sound on your computer. There is audio to accompany this presentation. Other Machining Processes Shaping
A Reference Guide. Continuous Hinge, Inventory and Service Worldwide Est End Play Design Engineering with Standard Continuous Hinges
 Hinge Width Paint Clearance Knuckle Length End Play Design Engineering with Standard Continuous Hinges A Reference Guide Knuckle Dear Design Engineer or Purchasing Agent, We frequently see blueprints for
Hinge Width Paint Clearance Knuckle Length End Play Design Engineering with Standard Continuous Hinges A Reference Guide Knuckle Dear Design Engineer or Purchasing Agent, We frequently see blueprints for
Design for Manufacturability Guide
 Design for Manufacturability Guide WHO WE ARE Short-to-medium run metal stamping manufacturer Annual volume of 250 to 300,000 per part number We serve a very diversified mix of customers & markets Our
Design for Manufacturability Guide WHO WE ARE Short-to-medium run metal stamping manufacturer Annual volume of 250 to 300,000 per part number We serve a very diversified mix of customers & markets Our
Holemaking Products & Accessories
 Holemaking Products & Holemaking Products & Made of top-of-the-line materials for longer lasting performance, Klein's diverse line of drill bits and holemaking products and accessories provide accuracy
Holemaking Products & Holemaking Products & Made of top-of-the-line materials for longer lasting performance, Klein's diverse line of drill bits and holemaking products and accessories provide accuracy
Table saws are not recommended for cutting sheets larger than 4'X4' I size.
 Aluminum Composite Panel (Fabrication) Considerable care should be taken in the layout and handling of Aluminum Composite Panel. The use if coolants or lubricants are not required when sawing. A. Sawing
Aluminum Composite Panel (Fabrication) Considerable care should be taken in the layout and handling of Aluminum Composite Panel. The use if coolants or lubricants are not required when sawing. A. Sawing
Lathes. CADD SPHERE Place for innovation Introduction
 Lathes Introduction Lathe is one of the most versatile and widely used machine tools all over the world. It is commonly known as the mother of all other machine tool. The main function of a lathe is to
Lathes Introduction Lathe is one of the most versatile and widely used machine tools all over the world. It is commonly known as the mother of all other machine tool. The main function of a lathe is to
1/2/2016. Lecture Slides. Screws, Fasteners, and the Design of Nonpermanent Joints. Reasons for Non-permanent Fasteners
 Lecture Slides Screws, Fasteners, and the Design of Nonpermanent Joints Reasons for Non-permanent Fasteners Field assembly Disassembly Maintenance Adjustment 1 Introduction There are two distinct uses
Lecture Slides Screws, Fasteners, and the Design of Nonpermanent Joints Reasons for Non-permanent Fasteners Field assembly Disassembly Maintenance Adjustment 1 Introduction There are two distinct uses
Chapter 24 Machining Processes Used to Produce Various Shapes.
 Chapter 24 Machining Processes Used to Produce Various Shapes. 24.1 Introduction In addition to parts with various external or internal round profiles, machining operations can produce many other parts
Chapter 24 Machining Processes Used to Produce Various Shapes. 24.1 Introduction In addition to parts with various external or internal round profiles, machining operations can produce many other parts
Two Categories of Metal Casting Processes
 Two Categories of Metal Casting Processes 1. Expendable mold processes - mold is sacrificed to remove part Advantage: more complex shapes possible Disadvantage: production rates often limited by time to
Two Categories of Metal Casting Processes 1. Expendable mold processes - mold is sacrificed to remove part Advantage: more complex shapes possible Disadvantage: production rates often limited by time to
Operating Instructions For Lockformer Button Punch Flanger
 Capacity: 20 to 28 Gauge Galvanize Operating Instructions For Lockformer Button Punch Flanger To satisfactorily form the 90º button punch flange on light gauge materials, it was necessary to form the metal
Capacity: 20 to 28 Gauge Galvanize Operating Instructions For Lockformer Button Punch Flanger To satisfactorily form the 90º button punch flange on light gauge materials, it was necessary to form the metal
Principles of Major Manufacturing Processes. Prepared by: Behzad Heidarshenas Ph.D in Manufacturing Processes
 Principles of Major Manufacturing Processes Prepared by: Behzad Heidarshenas Ph.D in Manufacturing Processes 1 Overview of Casting Technology Casting is usually performed in a foundry Foundry = factory
Principles of Major Manufacturing Processes Prepared by: Behzad Heidarshenas Ph.D in Manufacturing Processes 1 Overview of Casting Technology Casting is usually performed in a foundry Foundry = factory
Product Information Report Maximizing Drill Bit Performance
 Overview Drills perform three functions when making a hole: Forming the chip The drill point digs into the material and pushes up a piece of it. Cutting the chip The cutting lips take the formed chip away
Overview Drills perform three functions when making a hole: Forming the chip The drill point digs into the material and pushes up a piece of it. Cutting the chip The cutting lips take the formed chip away
SANDVIK 20C STRIP STEEL
 SANDVIK 20C STRIP STEEL DATASHEET Sandvik 20C is a hardened and tempered carbon steel characterized by good properties in respect of: Fatigue strength and wear resistance Hardness combined with ductility
SANDVIK 20C STRIP STEEL DATASHEET Sandvik 20C is a hardened and tempered carbon steel characterized by good properties in respect of: Fatigue strength and wear resistance Hardness combined with ductility
ANNAI MATHAMMAL SHEELA ENGINEERING COLLEGE, NAMAKKAL DEPARTMENT OF MECHANICAL ENGINEERING DESIGN OF JIGS, FIXTURES AND PRESS TOOLS
 ANNAI MATHAMMAL SHEELA ENGINEERING COLLEGE, NAMAKKAL DEPARTMENT OF MECHANICAL ENGINEERING DESIGN OF JIGS, FIXTURES AND PRESS TOOLS UNIT - 1 LOCATING AND CLAMPING PRINCIPLES PART- A 1. Define the term Tool
ANNAI MATHAMMAL SHEELA ENGINEERING COLLEGE, NAMAKKAL DEPARTMENT OF MECHANICAL ENGINEERING DESIGN OF JIGS, FIXTURES AND PRESS TOOLS UNIT - 1 LOCATING AND CLAMPING PRINCIPLES PART- A 1. Define the term Tool
Operating Manual. for CUTTING, PERFORATING, BENDING SLB120
 Operating Manual for CUTTING, PERFORATING, BENDING SLB120 31040\B06eng 0896 0 Contents 1. Scope of delivery... 1 2. Technical specifications... 1 3. Applications... 1 4. Commissioning... 2 5. Cutting...
Operating Manual for CUTTING, PERFORATING, BENDING SLB120 31040\B06eng 0896 0 Contents 1. Scope of delivery... 1 2. Technical specifications... 1 3. Applications... 1 4. Commissioning... 2 5. Cutting...
Principles of Rotary Bending Technology & Use of Rotary Bending Technology for Processing of Advanced, High-Strength Steels (AHSS)
") Principles of Rotary Bending Technology & Use of Rotary Bending Technology for Processing of Advanced, High-Strength Steels (AHSS) L. Ray Osborne rosborne@anchordanly.com Mechanical Engineer / Business
Principles of Rotary Bending Technology & Use of Rotary Bending Technology for Processing of Advanced, High-Strength Steels (AHSS) L. Ray Osborne rosborne@anchordanly.com Mechanical Engineer / Business
Mobile Weapons Storage System Specifications
 Mobile Weapons Storage System Specifications Whatever your weapon storage needs, Hi-Density s customized Weapons Storage System will be designed to fit your unique specifications. We recognize that security
Mobile Weapons Storage System Specifications Whatever your weapon storage needs, Hi-Density s customized Weapons Storage System will be designed to fit your unique specifications. We recognize that security
TENSILKUT ENGINEERING
 TENSILKUT ENGINEERING For Accurate Test Specimens Manufacturer of equipment for the accurate preparation of physical test specimens since 1955 SIEBURG INTERNATIONAL, INC. 1901 Clydesdale Street, Maryville,
TENSILKUT ENGINEERING For Accurate Test Specimens Manufacturer of equipment for the accurate preparation of physical test specimens since 1955 SIEBURG INTERNATIONAL, INC. 1901 Clydesdale Street, Maryville,
TALAT Lecture Stretch Forming. 13 pages, 10 figures. Basic Level
 TALAT Lecture 3703 Stretch Forming 13 pages, 10 figures Basic Level prepared by K. Siegert and S. Wagner, Institut für Umformtechnik, Universität Stuttgart Objectives: to define important terms of the
TALAT Lecture 3703 Stretch Forming 13 pages, 10 figures Basic Level prepared by K. Siegert and S. Wagner, Institut für Umformtechnik, Universität Stuttgart Objectives: to define important terms of the
ME 333 MANUFACTURING PROCESSES-II SPECIAL PURPOSE METAL FORMING PROCESSES
 ME 333 MANUFACTURING PROCESSES-II SPECIAL PURPOSE METAL FORMING PROCESSES Shape Rolling Steps in the shape rolling of an I-beam part. Various other structural sections, such as channels and rails, also
ME 333 MANUFACTURING PROCESSES-II SPECIAL PURPOSE METAL FORMING PROCESSES Shape Rolling Steps in the shape rolling of an I-beam part. Various other structural sections, such as channels and rails, also
PREVIEW COPY. Table of Contents. Lathe Setup and Workpiece Preparation...3. Lesson Two Rough Turning and Finish Turning...19
 Table of Contents Lesson One Lathe Setup and Workpiece Preparation...3 Lesson Two Rough Turning and Finish Turning...19 Lesson Three Lesson Four Boring and Counterboring...35 Cutting Internal Threads and
Table of Contents Lesson One Lathe Setup and Workpiece Preparation...3 Lesson Two Rough Turning and Finish Turning...19 Lesson Three Lesson Four Boring and Counterboring...35 Cutting Internal Threads and