LUDHIANA. Sudhir Kumar NEED ASSESSMENT STUDY REPORT FOR Foundation for MSME Clusters INGOT MOULD CLUSTER
|
|
|
- Dwain Oswin O’Neal’
- 5 years ago
- Views:
Transcription


1 NEED ASSESSMENT STUDY REPORT FOR LUDHIANA INGOT MOULD CLUSTER Under MSME-NID Design Clinic Scheme Prepared by: Sudhir Kumar Industrial Design Consultant Submitted By: Foundation for MSME Clusters USO House, Saheed Jeet Singh Marg 61, Special Institutional Area New Delhi
2 Schedule of Activities Timeline 1 Visit to Cluster for Need Assessment Survey under Band 1 2 NAS Report Writing 20th May to 31st May Validation Workshop 10th June Workshop Report 20th June th February
3 Acknowledgements This work requires the mention of the people without whose support it would be have been inconceivable to have finished the assignment. It is due to their support and encouragement that we could completed the report. We wish to thank the following people whose guidance has made it possible to complete the NAS Survey and the report. I sincerely thank Ministry of MSME and National Institute of Design, NID for introducing Design Clinic Scheme, that we believe will help MSME units by making Designer and hence creativity available to work on genuine problems and bring out changes the cluster and Country as a whole. I would like to thank Ms. Bindoo Ranjan, for connecting me to the cluster and making all alignments to carry out NAS. I thank Foundation for MSME Clusters for giving me the opportunity to study the Phagwra Diesel Engine Component Manufacturar s Cluster and work on key issues with end product and the processes. I would like to express my gratitude towards Ms. Sukanya Banerjee, Mr. Ravinder Dwevedi from FMC for taking keen interest in the a scheme and quick action to make this a reality. I would like to thank him for the overview and guiding me on this journey and ensuring that a good match can happen between cluster and the design expertise. I would like to thank all unit owner for their valuable time in carrying our survey and interview and making me understand the gap between the industry and user. Sudhir Kumar May
4 Preface The small and medium scale industries play a very important role in the Indian economy as they provide employment to about 14 million persons and contribute to 45% of the industrial production equivalent to 7% of the gross national product. Besides, the sector generates 35% of the direct exports. One of the mechanisms to promote SME development that has become popular the world over is the idea of industrial clustering. A cluster is sectorial and geographical concentration of enterprises in particular SME, employing similar process scale of operation and producing similar products but faced with common opportunities and threats. To bring out a change in the product, processes and the overall business, the cluster should be ready to accept the fast changing demand and meet user s aspiration by creating innovative products that rightly meets all requirements. The Need Assessment Survey has been carried out to provide a framework to study the gap between the product-process-user-market and the environment. Survey and field visits captured the uniqueness of each units in the cluster, dig out their unique strength and assessing the future. Business success largely depends on continuous innovation as integral part of the business process that helps in new product development and provides users a product that satisfy their changing needs. The NAS process cover brief study the present set up and processes the outcome and the overall manufacturing dynamics that work in the cluster. Study also facilitates understanding where technology stand as on today and what best that can be suggested to the units for them to switch over to new products, technique, machines that bring them cost reduction, improved product and market. Live examples has been discusses along with the unit owners and there seems an openness in adopting changes in the working processes. 4
5 Executive Summary Ludhiana is one of the major industrial hub for machines and fabric business. It has several small and big clusters. Ingot mould is one of the small cluster having some 810 units catering to several industry in our country. These units are almost years old having set pattern of work and business. With increasing dependency on renewable and competition from imported products which are better in performance and suiting different applications as per day to day life there is acute need to organise the sector and empower them with design and innovation to create more relavent renewable products that rightly fits into household and industry. End users aspirations have arose with the changing world regarding functionality, safety and efficiency of the product. Preference is shifting to products that offers alternative solution and additional benefits. As on date no or very less options have got acceptability in this area but sooner or later they may enter and initiate the change. Manufacturing processes are old & proven, Jaipur made renewable products are becomming popular are well known for its performance & long life all across India. There is good scope of improvement in design of the products with new perspective. Its high time to explore new materials and manufacturing processes. Obsolete machinery and technology can be improved for better productivity and quality. This can also improve the working conditions for the labor involved. Unit owners have started thinking of alternatives to improve their business and new product design can bring them new direction and identity to their products. Introduction of new product made with appropriate technology which rightly fits in the business slot is dire necessity of today. Study and analysis has been done to understand the present way of working and shortcomings with the present range of products. It is believed that improvements in existing product, manufacturing process and design and construction of the new renewable products can bring them better market and give them better confidence with increasing threat with products from abroad. Apart from redesign of existing renewable products there is a need to innovate on applications in all aspects of life that help to gerate wide range of products for the Indian market. Cluster is keen to get designed and developed the products and with joint effort. Internet as a good tool for marketing these cluster with new innovative product can spread their business not only for domestic sales but also have tremendous possibility of exports and earning foreign revenue for country. 5
6 Table of Content Schedule of Activities Acknowledgments Preface Executive Summery About Foundation for MSME Cluster About Ludhiana Ingot Mould Cluster Units Study of the Ludhiana Ingot Mould Cluster Introduction Cluster history and evolution Cluster Product History of Ingot Mould Manufacturing process Marketing System Status of Social, Political and Economical Ingot Mould Industry Emerging Ingot Mould Industry Design Audit for Ludhiana Ingot Mould units Questionnaire Gosain Foundry Diana Mining Equipments Dee Dee Steel Castings Ltd Dee Dee Industries DMK Castings Pvt Ltd Different Issues in Cluster SWOT Issues Workshop Workshop Schedule Workshop day 1 Potential Projects from Cluster
7 Foundation for MSME Clusters History Clusters of micro, small and medium enterprises (MSMEs) are found in abundance across the globe. Since the early nineties, cluster based development of MSMEs has been adopted in more than fifty countries. The Foundation for MSME Clusters was conceptualized to contribute towards this process of cluster based development of MSMEs and thus enhance their competitiveness, generate sustainable employment and alleviate poverty. At the suggestion of the Ministry of Small Scale Industries, Government of India, the United Nations Industrial Development Organisation (UNIDO) conceptualized and initiated the process of creating the Foundation for MSME Clusters. Subsequently, the Foundation was legally constituted as a nongovernment, non-profit registered trust under the auspices of the Entrepreneurship Development Institute of India (EDI), Ahmedabad, in the year Team FMC operates through a multi-disciplinary team specialised in management, sociology, economics, finance, social work and engineering. It is a learning organization, and always strives to deliver high quality services. Vision To work towards an economically progressive, socially connected, environmentally sustainable world that is spiritually rooted and composed of interconnected yet diverse local socio-economic systems. Mission To assist institutions undertake effective and inclusive cluster based local area development in developing and transition economies. Objectives The Foundation for MSME Clusters seeks to achieve the following objectives: Cluster initiatives become inclusive. Cutting edge methodologies, tools, information and resources with respect to a cluster development program are accessible. Effective linkages emerge between clusters and important thematic institutions in the area of finance, infrastructure, environment, investment, RD, social responsibility and local governance. Trained and competent professionals and institutions are available to facilitate cluster-based development. Models of strong community based civil society organisations emerge to take up cluster based sustainable development initiatives. 7

8 About Ludhiana Stock Exchange Gandhi Market Ludhiana is a city and a municipal corporation in Ludhiana district in the Indian state of Punjab. It is the largest city in the state, with an estimated population of 3,487,882 as per Census 2011.The population increases substantially during the crop harvesting season due to migration of labourers from states like eastern Uttar Pradesh, Bihar, Odisha and Delhi. It has an area of about 3787 km². The city stands on the Sutlej River's old bank, 13 km south of its present course. It is a major industrial centre of northern India. Residents of the city may be referred to as Ludhianvis. Ludhiana is located 100 km west from state capital Chandigarh on NH 95 and is centrally located on National Highway 1 from Indian capital New Delhi to Amritsar, and is well connected to New Delhi by road, frequent train service and by air. Geography: Ludhiana is located at N E30.9 N E.[3] It has an average elevation of 244 metres (798 ft). Ludhiana City, to its residents, consists of the Old City and the New City (or the residential and official quarters of the Colonial British encampment, traditionally known as Civil Lines; this is as opposed to the Army Lines, which are no longer extant as the British Cantonment was abandoned in 1845). The land dips steeply to the North and the West, where prior to 1785 the river Sutlej used to run. The Old Fort was situated at the banks of the Sutlej (and now houses The College of Textile Engineering) and legend has it that an underground tunnel connects it to the Fort in Phillaur although why this should be is debatable, as the Sutlej was the traditional dividing line between the two principalities, often occupied by enemy forces (see History section) The ground is of yellow sandstone and granite, forming small hillocks, plateaus and dips. The tree of largest natural extraction was the kikar, or Acacia indica but has been supplanted by the Eucalyptus, transplanted from rural Australia in the late 1960s by the government of Chief Minister Pratap Singh Kairon. Gulmohars and Jacarandas were planted by the British along the avenues of Civil Lines, as were other flowering trees, while the Old City contains almost no vegetation or parks, except for a few isolated pipal trees, holy to the Hindus, as it is supposed to be the abode of Lord 8


9 9
10 Introduction The World Bank ranked Ludhiana as the city in India with the best business environment in The riches are brought mostly by small-scale industrial units,[8] which produce industrial goods, machine parts, auto parts, household appliances, hosiery, apparel, and garments. Ludhiana is Asia's largest hub for bicycle manufacturing and produces more than 50% of India's bicycle consumption of more than 10 million each year. Ludhiana produces 60% of India's tractor parts and a large portion of auto and two-wheeler parts. Many parts used in German cars like BMW and Mercedes are exclusively produced in Ludhiana to satisfy the world requirement. It is one of the largest manufacturer of sewing machines. Hand tools and precision industrial equipment is another speciality. The apparel industry Ludhiana is famous all over India for its woolen sweaters and cotton t-shirts; most of the top Indian woolen apparel brands like Octave, Monte Carlo & Miss Grace are based in Ludhiana. Ludhiana is known for Manufacturing Agricultural Implements and its Spare parts like Rotavator, Till Seed Drill, Combine Harvestors and doing continuous R&D in same sector. Ludhiana is also having Chamber of Industrial and Commercial Undertakings (CICU) which is a non government, not-for-profit, industry lead and industry managed organization playing a proactive role in Punjab s developmental process. Besides industry, Ludhiana is a major agri-products producer. It is a big centre for dairy product packaging. Ludhiana is also a major trading hub for commodities for North India. It is a major consumer shopping centre with consumers coming from around parts of Punjab to do their bigticket shopping. The first major setback to the industry and business in Ludhiana has been the insurgency in Punjab that lasted from 1984 to Many industries moved out of and set up base in the township of Faridabad, Harayana, in close contiguity with teater New Delhi area. Another major impact has been the preferential taxation policies in neighbouring hill states which has provided the businesses in those states a huge competitive advantage. Many Ludhiana-based industries are moving into those areas to take advantage of the zero tax policies. Another major challenges in recent years has been the chronic labour shortages. Ludhiana is also home to the Ludhiana Stock Exchange Association. 10
11 Industries in Ludhiana Advertisement & Mass Media Agriculture Auto Parts Manufacturers Building & Construction Chemicals, Pharmaceuticals & Paints Computers & Information Technology Cycle & Cycle Parts Diesel Engine & Generating Sets Electricals & Electronics Exporters In Ludhiana Fasteners & Nut Bolt Machinery Foundry - Ingot Moulds Food & Food Products Furniture General Information Hand Tools Manufacturers Heating & Cooling Helping Industries Hosiery Iron, Steel & Hardware Machine Tools & General Machinery Machinery Parts & Attachments Material Handling Equipments Measurement, Test & Process Control Miscellaneous Packaging Material & Machinery Plastic Printing & Stationery Sewing Machine Manufacturers Sports Industry In Jalandhar Hand Tools Manufacturers in Jalandhar, Ludhiana 11

12 Ingot Mould History and Evolution The usual form of ingot mould for Bessemer and open-hearth steel, which shows three moulds sitting on a common base of heavy cast iron carried by an ingot car. Other figure shows a longitudinal cross section of one of these moulds. The moulds are made of cast iron, are open top and bottom, and are provided with suit. able lugs for handling. The mould cavity for standard moulds is 17 1/2 x 19 3/4 inches at the top, 20 1/2 x 22 3/4 at the bottom, and about 6 feet high, for a 6500-lb. ingot. It is slightly larger at the bottom than at the top to facilitate forcing the ingot out when it has become sufficiently cooled. The mould corners are rounded to avoid forming laminations which would result from square corners when rolling the ingot, and to relieve the ingot corners of a chilled and crystalline condition such as would result from the rapid cooling of sharp corners in the mould. The walls of the mould are about 5 inches thick, and the weight is sufficient to hold the mould down firmly on its base during the pouring of the steel. A fin of steel may run under the lower edge of the mould, but it is thin enough to chill very quickly and thus stop the opening. 12

13 The moulds shown are poured at the top, but for higher-grade steel, a mould is arranged with a long clay-lined tube up the side so that the metal may enter the mould space from the bottom. For crucible steel, ingot moulds are much smaller and of different design from the larger moulds, although the shape of the ingot is nearly the same, i. e., rounded corners, long, and sometimes tapering. For crucible steel, Fig. 34 shows two views of an ingot mould made in halves, closed at the bottom and held together by iron rings and wedges. The operation of "stripping" a large mould, i. e., removing the ingot from it, is accomplished by a specially built traveling crane, such as shown in Fig. 35. A train of ingot cars is run under the crane and the crane-tongs T lift each mould by the heavy lugs at the top and if the ingot does not drop out, it is pressed out by a hydraulic plunger, K, rigged for this purpose. Read more: Ingot Stripper. Four ingots stripped from the moulds are shown on the right in this view. Ingots for armor plates, large gun parts, and other special forg-ings are cast in very large moulds, specially shaped and sometimes lined inside with clay. Some ingots are cast in long fluted columns for special advantages in cooling and working. Read more: 13




14 Cluster Products Ingot Moulds - Cast Iron Casting Ingot Moulds - Machined and Finished Ingot Moulds - Raw Stock Ingot Moulds - Machined and Finished Ingot Moulds - Different Sizes 14


 15")
15 Ingot Moulds Ingot Moulds CAST IRON DUPLEX INGOT MOULD CAST IRON SINGLE INGOT MOULD (SQUARE) 15

16 Raw Material Procurement Assigning Job to Labour Angle, channel,ms Components, Brought Out Items Wether a inhouse of Contract labour, usually a team would work on the assignment from start to end Making of machined components. Assembly Painting and Label Testing & Inspection Finished Product Big end Down Mould Pouring on an Ingot Mould is lifted off leaving ingot on base 16
17 INGOT MOULDS USAGE AS AFFECTING MOULDS LIFEAS PER ISI NORMS Proper procedure in the use of ingot moulds exert a profound influence upon the life of ingot moulds. Whatever care is taken in making a good ingot mould casting including control of chemical composition and metallographic structure, can be easily nullified if adequate care and a proper procedure is not followed in using the moulds. Hence, preparation of the mould, bottom plate setting with refractory brick flow channels, mould setting over the bottom plate, mould assembly, teeming and ingot mould residence time are important to ensure adequate ingot mould life and quality of ingots. These are discussed below: 1. AGEING OF NEW MOULDS This refers to manufacture of mould to start of first pouring of steel into the mould. This time period has a considerable influence on ingot mould life and may be attributed to internal residual stresses. Wherever ageing (natural stress relieving) is not adequate before first pouring of steel, a stress relieving heat treatment is required by heating for approximately three hours at degree C. 2. PREHEATING OF MOULDS This is done at C to reduce internal stresses. 3. COOLING OF TEEMED MOULDS Immediately after stripping, the mould temperature ranges between 700 C and 950 C or even higher depending upon the steel, and ingot mould residence time. The moulds are to be air cooled even if rate of cooling is slow. Water cooling should be prohibited. If required, after stripping, the moulds are placed over special grates to allow better air circulation.. Too rapid a cooling increases stress build up, intensifying development of crazing and even cracking. Plants practising wholly air cooling have high mould life. 4. PREPARATION OF MOULDS (a) CLEANING OF MOULDS The moulds, especially the internal faces, are required to be thoroughly cleaned. Appropriate wire brushes may be used. (b) REMOVAL OF ANY OVERFLOW METAL / FINS etc. This is required as otherwise it will cause greater strains on the mould during next stripping and may cause transverse cracks. (c) DRESSING OF MOULDS For better mould life and ingot quality, the cleaning and coating of the moulds is essential. The inside surface condition affects the ingot quality but the outside is most important from heat extraction point. If the mould is being used for the first time, the outer surface must be fully cleaned of the adhered sand which, if not removed, will cause higher temperature of the mould after teeming. The object of mould coating is to prevent the metal from adhering to mould wall and to separate the mould wall and ingot to prevent crack and the break in ingot skin. 17
18 Coating is not to be done for atleast 30 minutes after the moulds have been cooled and cleaned with water to allow the water to evaporate out. The coating is normally done with a mixture of tar and varnish. Tar coating helps in improving the surface of the steel ingot and prolongs the life of the mould by retarding the oxidation and decarborisation of the internal surface of the mould and reduce sticking of the ingot in the mould. Proprietary refractory coatings are also available which greatly improve the mould life and surface quality of the steel ingot. The temperature of the mould at the time of coating needs control. A temperature lower than 90 C will give excessive thickness undecomposed volatile matter, while a temperature above 150 C will cause complete decomposition and cause safety hazard.. MOULDS ASSEMBLY OVER BOTTOM PLATE The bottom plate is placed flat on the ground and the hollow refractory bricks of the channels and pouring basin (trumpet) are carefully placed in position. The moulds are placed correctly centered, otherwise the mould wall at the bottom, nearer the steel entry gate will get eroded fast. While stripping the ingot from such a mould will eventually cause a piece of the mould bottom to tear off, making the mould unusable for further use. Cracks at the mould bottom will take place in offcentered placement of mould. During mould setting, the bottom plate and the moulds should be perfectly matched. Inclined placing, uneven thickness of bottom plates or wrongly machined bottom face of moulds can cause trouble. If moulds are not straight, the metal stream will impinge ion the mould wall and damage the mould. 6. AVOID USE OF HOT MOULDS This will hasten crazing and cracking, drastically reducing mould life. The mould re-use temperature should be 50 C - 80 C, which is most desirable. Extra stock of moulds should be kept to avoid reuse of hot moulds. Hot and cold moulds both adversely affect the life of moulds and quality of the ingot as the maximum temperature developed in a mould is a function of the initial mould temperature. Higher the initial temperature, greater is the structural change and increased is the tendency to crazing, oxidation and growth. 7. TEEMING PRACTICE (a) TYPE OF STEEL The chemical composition of steel determines the teeming temperature. With killed steel, the average life of the mould is reduced, because of longer holding time before stripping. Rimming steels, being very low in carbon ( %) are tapped at higher temperatures. (b) TEEMING TEMPERATURE The steel pouring temperature during teeming affects mould life. Temperatures above 1570 C, affects moulds especially those used for the first time or during the first few heats. High incidence of mould stickers are a result of high pouring temperatures. Teeming temperatures should be as low as possible, in the process of mould filling. For obvious reasons 18
19 (c) AVOID RUNNING STOPPER For obvious reasons (d) AVOID COLD HEATS (e) AVOID METAL OVERFLOWS The ingot moulds should be filled upto with atleast 3 inches less than the mould heights. 8. INGOT RESIDENCE TIME Ingot residence time should be controlled to a minimum time, as this is the most important factor in mould life. Just after teeming, the inside mould wall acquires almost the temperature of the molten metal while the outside is hardly about 100 C. The outer surface however gradually gets heated to higher temperatures with increasing ingot residence time. Cast iron loses its strength very fast with rise of temperature. Any lateral pressure due to relative movement of ingot and ingot mould at the time of stripping may lead to bottom breaking of mould and / or scooping out of the mould metal from the inner surface. Scooping out of the mould metal also takes place if the ingot is sticking in any area of the mould, causing hard release during stripping. Structural transformation is considerable leading to greater growth and a greater tendency to failure by crazing. Scooping out of the mould metal also takes place if the ingot is sticking in any area of the mould, causing hard release during stripping. 9. STRIPPING PRACTICE Special care has to be exercised while stripping the ingot from the hot mould. The strength of the iron mould in a heated condition is very low and hence cracks any develop in the mould if it is handled roughly by hammering or hitting. Swinging of moulds against solid objects for removal of steel ingot should be prohibited or else moulds will crack. Mechanical strippers are useful. 19
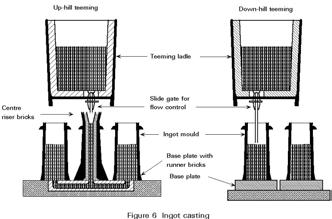
20 Manufacturing Process For Ingot Moulds Ingot Manufacture Manufacturing by its nature involves the conversion of raw material to useful structures of certain geometry. There are many types of raw materials and they come in many forms. All materials in their most basic state are in some way obtained from the Earth. Most metals are not simply found in the state that we use them in everyday life. Rather they must be processed to create the desired material. The manufacture of most metals into a raw useful material state is a well developed process. Typically the final result is a quantity of molten metal with the desired material consistency. The molten metal is usually either poured into large molds of basic shape, ingots, or fed into a continuous casting system. Continuous casting manufacture has the advantage of a higher rate of production, also raw metal produced can be cut into different desired lengths. A continuous casting operation can increase industrial efficiency by being fed directly into a rolling operation. Ingot casting manufacture is a more time consuming process since it requires large molds to sit and solidify. Ingot manufacture, however, can produce very large raw form castings, and requires much less manufacturing complication than continuous casting. Ingots are commonly round, square, or rectangular in shape. Each ingot constitutes a certain amount of metal. Numbers of ingots of know mass may be used to quantify material requirements. Often ingots may be transported over distances to move to the next manufacturing plant. Ingots vary in size from a few hundred pounds to 355 tons. Enormous ingots are produced for the unique manufacture of especially massive parts, such as turbine rotors. A casting melt in steel making industry typically weighs around 300 tons. While not that commonly produced an ingot weighing 300 tons would take an entire casting melt. Many ingots are usually poured with each melt. Normally ingots poured are under 40 tons. Some ingot are remelted for particular casting operations, but most are subject to subsequent metal forming manufacture. A large consideration in the process of ingot manufacture is in the solidification of the part. Ingots usually take many hours to harden, the larger the ingot's mass the longer the solidification time. The outside surface of an ingot mold may be corrugated in order to speed heat loss and cooling rate. The ingot solidifies from the outside progressing towards the center and thus the ingot's grain structure develops as columnar and pointing in the direction of solidification. This grain structure development is typical of cast materials. Due to long hardening times ingots tend to also develop grains that are large in size. The corners of the ingot's mold are rounded in order to avoid planes of weakness corners may cause particularly with regard to the columnar grain structure of castings. Shrinkage and gases liberated from the operation will cause a cast ingot to contain porosity and vacancies both large and small within the material. Large piping defect is cut from the casting, but most porosity in an ingot is acceptable, since it will be removed through further processing. The majority of ingots are hot rolled as the next step after being cast. Hot rolling will break up the large columnar cast grain structure and reform a smaller more uniform wrought grain structure. As hot rolling breaks down the grain boundaries it pushes material, closing up and eliminating vacancies and porosity. Hot rolling further improves the quality of the ingot's material by also breaking up solid inclusions and distributing their material throughout the mass of the part. Different molds may be used to produce ingots. The huge size of the mass of material that is solidifying makes vacancy due to shrinkage a particular problem in this process. Some molds may contain risers on the top or even gating systems to compensate for shrinkage. A very common ingot mold type used in manufacturing industry, particularly in steel making is the big end down mold. This simple mold does not contain any risers or gating system, and can be quite large. The big end down mold is square, round, or rectangular, usually made of high carbon iron, tapered from top to bottom, and sits on a base. The ingot is poured and allowed to harden. Once the casting is solid the taper allows for the mold to be lifted from the base where the ingot remains. 20
21 21
22 Marketing System Direct sale of all solar products through dealers in different states of the country is the standard practice. Some of the unit owners have outlet in Jaipur where in they have walk in customer who buy right from the shop. Phone calls, s are the ways to get connected to prospective buyers. Some of the unit owners are exporting through export agencies in lack ok proper knowledge of export procedure and hassles by personally doing it. Some of the units are directly supplying components to bigger units and making business with them. DOMESTIC USER EXPORTS RETAILERS DIRECT SALE DEALERS MANUFACTURER OEM DIRECT ORDER 22
23 Status of Social, Political, Economics, Regional & Cultural Factor Jaipur is a major hub of commercial activities and industrial economy - a small urban town with a large floating population and work force keep visiting for work, business and purchases from early morning am to late evening till 8.00 pm. It has also lots of hardware shops and is heavily dependent on buyers and traders. Mostly outsiders visit Jaipur to place orders and trading. Goods are sold outside Jaipur through dealers. Avriour manufacturer manufacturing same or similar products in a way created internal competition among the Jaipur producers and manufacturers. in Pr oc es s The economy seems to be high on financial transaction, low on skills, intensive labor oriented work, high on material but low on end product value. There are hardly any marketing initiatives and the business is mostly dependent on the direct link with the external agents who come to place orders based on the market demand or choice. Therefore the producers hardly have any direct contact with the consumer or the customer user. All the small industries and fabrication units are located within the city itself rather it will be more prudent to state that the town is developed around these small units. Some of the major economic activities mostly dependent on solar products are: W rit in g - Manufacturing of Solar Photovoltaic Panels - Assembling of Solar Panels - Manufacturing of Solar products like Solar street lights, fans, inverters, lights, torches etc. - Structural works like making of frame for solar panels - Components for solar panels - Electrical distribution panels - Energy meter - Transformers Jaipur district is a centre for both traditional and modern industries. It is famous as a large exporter of gold, diamond and stone jewellery in Asia and is the only city finishing blue diamond, or tanzanite, in the world. In 2008, Jaipur was ranked 31 among the 50 Emerging Global Outsourcing cities. Genpact and Infosys have their BPO in Jaipur. 23
24 Design Audit for Manufacturing Firms based at Ludhiana 24

25 MSMEs Design Clinic Scheme Need Assessment Study 25th February 2013 Gosain Foundry and Engg. Works Person Contacted: Mr. Yash Pal Gosain Year of Establishment: 1988 Nature of Work: Manufacturing Turnover/Capacity: Infrastructure Set up: Unit inunit in Phase IV Employee Strength:15 Certification: No Contact Address: E-333, Phase-IV Focal Point Ludhiana Contact Number: Mail ID: 25



26 Moulding section occupies larger space. The mould making process si all manual and time consuming, leads to human error and variation in parts. drying of the mould before casting is important and chalanging as of now. Mr. Yash Pal Gosain is well experienced in Ingot mould process and keep trying newideas that save resources and improve the product quality. Mr. Deepak is next generation taking keen interest in the business to grow. 26


27 View outside the factory. Unit is situated at industrial area haev good road and facilities and connected to Delhi, Chandigarh and other nearby cities. View outside the factory. Unit is situated at industrial area haev good road and facilities and connected to Delhi, Chandigarh and other nearby cities. 27





28 Design of working space, factory layout is a must for smooth flow of raw material and processing Defect in Ingot mould Mismatch between the top and the bottom of the mould result in rejection of the mould. Such rejection have huge cost impact Ingot mould out of the mould box ready for next operation machining and finishing Mismatch between the top and the bottom of the mould result in flash that to be removed manually 28




29 Taking factory round with Sukanya, Bindoo Ranjan, Mr. Yash Pal Gosain & Mr.Rakesh Sachdeva Placing the core inside the mould box. Its fully manual process, a lot of care need to be taken not to damage the mould while placing the core. Defect in Ingot mould 29




30 Design of working space, factory layout is a must for smooth flow of raw material and processing. Design of storage and material handling devices can bring faster results. Need of energy audit to identify the optimum performance of oil fired furnace There is a need to identify proper ceramic coating inside the ladle. Design and construction can further be improved for safety and better molten metal pouring A proper tool is a boon to workers and for faster maintenance and smooth operation of any workshop. 30







31 Vertical stalking of the ingot mould Pig Iron as raw material for ingot mould making For sure this can be improved with better Ceramic coating inside the ladle. Thick Graphite coating on the cavity side. This helps to achieve the uniform finish and prevent molten metal sticking to core and of sand Finishing a great issue here. The smoothness of the cavity will reflect on the ingot mould outer surface. Such mould need better finish and crisp line To recycle old ingots they have to be broken to smaller pieces before they fed into cupola. 31




32 Wooden patterns are not finished and believe not the right material for making the cavities/mould boxes. Pattern made of aluminum or some composite lighter material can bring in more finish to the cavity in the mould box Material handling devices of different capacity and sizes are required for easier handling. These are locally fabricated with noproper design 32

33 Core drying unit are usually coal fired, not properly constructed and consumes lot of energy. This is time taking as well. Almost 3/4th portion is inside the ground, top part depth is less, yet this is heavier and alignment issues Proper matching of the end pieces are important for any molten material leakage and creation of flash Self made core grinding and finishing machine Being sent to dryer for drying Material handling devices of different capacity and sizes are required for easier handling. Self made core grinding and finishing machine Self made core grinding and finishing machine Self made power sieve machine Unit has 5T overhead crane Inside the core room 33








34 Mullar mixers prepare the material for mould boxes 2-3 persons required in mould making process Quality of finish & life pf the pattern is an issue Approximation leads to error. Process is slow. Mould box making process is skill labour intensive, time consuming and slower process. Good mould will give good ingots and hence there is requirement of better process that is machine driven, accurate, finish oriented and faster. There could be SPMs for laying these mould boxes that can speed up the process. 34








35 Quite a messy process. There could be some improvisation and sand reclaimaition Burning of sand is an issue. Every time fresh sand is to be used as the tp layer to get finish Mould box making process is skill labour intensive, time consuming and slower process. Good mould will give good ingots and hence there is requirement of better process that is machine driven, accurate, finish oriented and faster. There could be SPMs for laying these mould boxes that can speed up the process. 35








36 36








37 Such manual lifting to be avoided Piece by piece manual touch up and finish. This will never going to give a uniform ingot with proper surface. LOPME VE PATENT POTENTIAL OTEN TP T IAL NU N IN E D E Such manual operation to be avoided GE Am sure there could be some alternative way out to make these mould boxes in a better and faster way. Innovation needed to make this process simpler. A good presentable finish is difficult to achieve in the current method of working. 37







38 IAL IN E D E PATENT POTENTIAL OTEN TP T NU N GE Am sure there could be some alternative way out to make these mould boxes in a better and faster way. Innovation needed to make this process simpler. LOPME VE A power tool here will help to speed up the process with lesser manpower 38







39 LOPME VE PATENT POTENTIAL IAL GE OTEN TP T NU N IN E D E The core tha help in making the ingot hollow. Core finish is important to get good finish inside the ingot. Finishing later is time consuming and difficult process. 39







40 IAL IN E D E PATENT POTENTIAL OTEN TP T NU N LOPME VE GE Finishing inside is difficult and laborious slower process. There could be SPM for handling the operation The finishing workstation is messy and slower process. 40







41 End milling on ingot mould to make it flat and uniform 41







42 Self developed SPM for finishing the core and rounding its corner edges. A good effort, one need to improvise it further to make it productive Manual finishing of core is still prevalent and accurate, but slower and labour intensive Approximation leads to error. Process is slow. Uneven wearing of the grinding wheel. A right grinding wheel is to be located that grind the core with good speed and finish No matter what precaution one take, there is going to be variation piece by piece. 42






43 There is potential of growth in the cluster with technolgy upgradation through process improvement Safety iis one important aspect that to be considered for all repeated human action A proper tool is a boon to workers and for faster maintenance and smooth operation of any workshop. Actual cost incurred in making of this box would be more than a proper tool box. 43







44 Unit has developed a high capacity hydraulic press for mould breaking and recycling. Unit has developed a high capacity hydraulic press for mould breaking and recycling. 44





45 Use of cow dung as sand binder Backside of the factory premise Drying chamber 45
46 Design Interventions Product Improvement: 1. There could be scope of improvement in existing ingot moulds for better finish, accurate internal surfaces as well as out finish and with good dimensional accuracy and definition lines that make the product impressive. 2. There is need of R&D on using two metal that helpin getting better internal finish. 3. Howver crude ingot mould may be but there is need of proper branding of the ingot mould. Process Improvement: 1. Mould box making can be improvised for better, faster mould box 2. Finishing of core, a SPM that does better job with great accuracy. 3. Machining process that do more finished job in lesser time. 4. Finishing operation that is accurate and faster. 46



47 MSMEs Design Clinic Scheme Need Assessment Study 25th February 2013 Diana Mining Equipments Person Contacted: Mr. Rakesh Sachdeva Year of Establishment: 1983 Nature of Work: Manufacturing Turnover/Capacity: 2000T/Annum Infrastructure Set up: Unit in Phase V Employee Strength:20 Certification: No, but have plan Contact Address: C-89, Phase-V Focal Point Ludhiana Contact Number: Mail ID: rakesh@dianamining.com Diana s offing with other unit owners 47


48 Main factory entrance Street outside factory 48





49 Mismatch in the ingot mould and the flashes coming out are common problem that need to seen Along with the outside the inside is also to be smooth and perfect. Light as a source is used to detect the smoothness and any defect inside the ingot mould. Stalking one over other to save on floor space. Necessary packing material between two ingot may be explored for perfect storage Good housekeeping saves lots of dead spaces inside the shed Surface smoothness and flatness is important 49







50 Discussion with workers to understand the problem area and prospective solution Graphite coating is important. Some exploration to be done in this area as this is responsible for finish Surface smoothness is laborious and time taking process. Need of some research on it. Use of large flat file surface for planing the core and making it smooth 50







51 Molten material being poured here that allows only the metal to flow and stops the slag or other impurities of getting entered into the mould Showing the placement of side and middle core in the mould box Manually process are slower and variation in pieces because of human error 51






52 Showing the detail as how the design prevent slag entry into the mould Showing the pattern of the above mould The process can be improvised 52







53 53








54 Finished stock being dispatched by truck Small sizes of broken ingot mould are recycled Pig Iron - Raw material for making of Ingot Moulds Testing sample piece by breaking and analyzing the grain structure 54







55 Use of muller mixers for sand preparation. Right moisture content is important Cupola furnace for iron melting. Capacity and size is larger than the normal ones Custom made lathe machine for end milling. The process is slower. Simple automation can improve the working of the machine 55





56 Coal as fuel is being used in the cluster in Cupola for Iron melting. Low ash content coal readily availability is an issue There is need of proper material handling devices that rightly suit the unit requirements. 56







57 Not every unit have the facility of mould breaking machine. Some of them still use cold chiesel and hammer to break the moulds into pieces. 57







58 Source of light tells the quality of inside corners and other flat surface. Photo from bottom of the Cupola. Maintenance work in process. Dryer unit. The set up is messy can be improvised for more energy efficient and easier process 58






59 Base plate on which the ingot moulds are places. The wider portion is placed at the bottom. Through this channels the molten metal flows through and rises into the ingot mould Base plate on which the ingot moulds are places. The wider portion is placed at the bottom. Through this channels the molten metal flows through and rises into the ingot mould 59
60 Design Intervention Places Product Improvement: 1. There could be scope of improvement in existing ingot moulds for better finish, accurate internal surfaces as well as out finish and with good dimensional accuracy and definition lines that make the product impressive. 2. There is need of R&D on using two metal that helpin getting better internal finish. 3. Howver crude ingot mould may be but there is need of proper branding of the ingot mould. Process Improvement: 1. Mould box making can be improvised for better, faster mould box 2. Finishing of core, a SPM that does better job with great accuracy. 3. Machining process that do more finished job in lesser time. 4. Finishing operation that is accurate and faster. 60


61 MSMEs Design Clinic Scheme Need Assessment Study 25th February 2013 Dee Dee Steel Castings Ltd. Person Contacted: Mr. Sanjeev Gupta Year of Establishment: 1989 Nature of Work: Manufacturing Turnover/Capacity: 1500 Ton/Annum Infrastructure Set up: Unit in Phase VI Employee Strength:15 Certification: No Contact Address: D-185, Phase-VI Focal Point Ludhiana Contact Number: Mail ID: 1 61

62 About Dee Dee: Located in Ludhiana, Dee Dee Steel Casting Ltd. manufacturers and suppliers of a wide variety of ingot moulds and C.I Casting. Dee Dee Steel Casting Ltd.' vast network of manufacturing, hightech engineering and design capabilities deliver an unmatched range of diverse and dynamic products to its customers. Incorporated in 1988, Dee Dee has the unique distinction of being one of the few Indian companies that is totally dedicated to manufacture of C.I Casting. Today we have behind us over 18 years of rich and enviable Industrial experience enriched with sound business ethics and a professional outlook. Capacity Dee Dee can undertake an individual piece casting of weight from 50 kg to 10,000 kg. as per customer specification or drawing. 62



63 Unit seen from outside They were the first one in the cluster to install pollution control device Different sizes ingot mould being manufactured by the unit Cupola Furnace 63



64 64





65 Clearing off the flashes, machining and finishing is tough task Material ready for dispatch Material ready for dispatch Plant layout Center riser where the molten metal is poured 65





66 Making of mould in ground, finish them and make it perfect is a time taking and job of a skilled person Need to look for alternative material, may ne fible can do a better job and water resistant Center riser where the molten metal is poured Making is dry is another problem that unit owners generally face. During summers they are at ease but during rainy season it becoem impossible to dry them before pouring Preperation of sand with right moisture content, cleaning, recycling is major task. There is lot of sand being consumed and goes a waste. 66






67 Explaining how this detail prevent slag entering into mould. This is places sideways currently The correct position of it Abrasive slabs that help in grinding the core for flatness. The process is manual Some of these patterns can be tried in FRP will have better finish and life and resistant to water This task is labour intensive and slow. Some research work needed to improvise on the process 67

68 Graphite solution preparation done here. Self made device can be improvised for betterment Commonly seen as one of the machine that separates metal from sand/slag This need complete improvement. Need of a better & simpler method There could be small milling cutters that would give better finish There will be good scope of design of these ladles for life & safety Grinding Machine All covered machine but still dust choke the guide and screws Self designed grinding machine for grinding of the core. This was not in operation, they generate huge amount of dust around it, all guides and lead screws were chocked with them. There is a need to design a better machine that is protected with dust and finer particles a result of grinding operation 68



69 Manually cutting of the older ingot moulds is painful job. R&D to be done here to break them safely 69







70 Need to innovate to do away with the current method of making them in ground. Foundry unit uneven ground Entry Cast iron block for grinding the core to make them flat. It's a manual operation Coal as fuel to Cupola 70







71 Need to look for alternative material, may ne fible can do a better job and water resistant Closing of door and sealing is done in a traditional way. This can be improvised for better sealing Less space for loading. Racks a dn the spacing need to be seen for easier operation They can be improvised for better design that stop heat loss and proper racking for loading of the core for drying 71

72 Design Interventions Product Improvement: 1. There could be scope of improvement in existing ingot moulds for better finish, accurate internal surfaces as well as out finish and with good dimensional accuracy and definition lines that make the product impressive. 2. There is need of R&D on using two metal that helpin getting better internal finish. 3. Howver crude ingot mould may be but there is need of proper branding of the ingot mould. Process Improvement: 1. Mould box making can be improvised for better, faster mould box 2. Finishing of core, a SPM that does better job with great accuracy. 3. Machining process that do more finished job in lesser time. 4. Finishing operation that is accurate and faster. 72

73 MSMEs Design Clinic Scheme Need Assessment Study 25th February 2013 Dee Dee Industries Person Contacted: Mr. Devraj Singla Year of Establishment: 1980 Nature of Work: Manufacturing Turnover/Capacity: Ton/Annum Infrastructure Set up: Unit inunit in Phase IV Employee Strength:15 Certification: No Contact Address: Plot No B-XXIX-14 GT Road Sherpur Chowk, Miller Gunj Ludhiana Contact Number: Mail ID: 73
, Bottom Plate, Slag pot, Centre Column and other specialised C.")
74 DEE DEE INDUSTRIES was setup during 1980 in India, by Sh. Dev Raj Singla we have created a path dedicated to producing world class Industrial castings including Ingot Mould (Singlet & Duplex), Bottom Plate, Slag pot, Centre Column and other specialised C.I Castings of various types as per order. DEE DEE INDUSTRIES have achieved this by innovation in products through constant research & development, with the help of latest modern technology and state-of the-art Foundry at Ludhiana, Punjab. Since its inception about 27 years ago, DEE DEE INDUSTRIES has continually grown to become one of the largest and leading foundry for of high quality Cast Iron Ingot Mould (Singlet & Duplex), Bottom Plate, Centre column, Slag pot, and other cast iron products used in Integrated Steel Plants, Mini Steel Plants, Rolling Mills, Ferro Alloy Plants, etc. In 2002, Mr. Sumeet Singla (MBA) has joined the company with his father, Director s full dedication towards the work and sharp eye que of Mr. Sumeet Singla helps the company To catering to the domestic market in the field of industrial and Decorative castings, heavy castings such as Bottom Plate, Counterweight and Ingot Moulds, it also accepts challenges to cast as per the design and specifications provided by the client. All this has been achieved by a dedicated work force and personnel staffs trained to make use of the latest technology in a conductive environment. Steadily the company is marching to wards export. The manufacturing unit is fully equipped with melting facility, cranes, metal hoppers, chemical and physical laboratory. DEE DEE INDUSTRIES also has a versatile pattern shop with some of the most skilled pattern makers in the country that can make even the most intricate patterns according to the customers' specifications and drawings. Its moulding and casting shops can make a variety of castings from 1 kg to kgs. a piece. It has its own modern machine shop to give a perfect finish to its products. Our objective is to maintain high quality products and strive for continuous improvement in all aspects of Production. Our aim is to double the production in the coming years. Last but not the least; our highly motivated sales force is capable of providing incomparable solution to various customer specific requirements and matchless AFTER SALES SERVICE. 74
75 Our plant is situated at G.T Road, Sherpur Chownk Ludhiana, Punjab, In which we have installed 1 nos. double blast Coupla furnace with latest pollution control system and R & D Lab facilities. In the plant we have installed various EOT Cranes for handling materials smoothly. Modern plant and facilities, reflection of ongoing investment programmed in our business. Our production facilities allow us to manufacture a wide range of products and materials with a high degree of flexibility in terms of quantity and delivery lead times. Manufacturing of product ranges from highly engineered, highly stressed safety critical castings to components that require close dimensional control At our site in Ludhiana (Punjab, INDIA) we have complete manufacturing facilities for the production of high quality Cast iron castings and Ingot Moulds. The plant has its own electric generating capacity and the unit can run independent of outside electric supply. The casting are produced from cupolas and it has number of 10 MT cranes for handling of material. We use green sand as well as dry sand moulding process for production of castings. All the castings produced are carefully cleaned, packed and loaded into containers in house for shipments. All government formalities are done at the plant itself and the containers sealed in the factory, so time is saved while shipping the containers. We have our own pattern shop manned by highly skilled personnel. Melting is performed in double blast coupla furnace where certified raw materials are transformed into high quality molten metals. Close control of the moulding process along with our "methoding" expertise is followed, to achieve clean and sound castings. The latest technology resins are used to bond a combination of new and reused sand to produce high definition moulds of consistent dimensional accuracy. The finishing operations include cleaning to remove scale and surface adherence, followed by grinding and facing to satisfy the requirements of quality control and to meet the customers specifications. MELTING UNIT INFRASTRUCTURE : 1. 48" Double blast Coupla Furnace. 2. Casting Range from 1Kg to Kg a piece MOULDING : Hand moulding in green sand, Co2 and No-bake sand. CORE SHOP: 1. Two nos. core sand mixers 2. CO2 process core, Airset (No bake) and oil cores & molases cores No. of core baking rooms. SAND PREPARATION : We are having 2 no. of mullers along with sand sieves. PATTERN SHOP : Having in house pattern shop, also sourcing work from outside. FINISHING : 1. Facing Machine. 2. Pedestal Grinders. 3. Flexible shaft Grinders. 4. Pneumatic Chippers & Grinders Of various sizes/ shapes. 5. Swing Grinders 75



76 Dee Dee Industries as seen from outside. Well organised mould boxes laid out with defined pathway for movement 76






77 Internal grinding and finishing operations 77








78 78





79 Mould breaking hydraulic machine of 1200 Ton capacity Broken old moulds to be recycled 79
80 Design Intervention Places Product Improvement: 1. There could be scope of improvement in existing ingot moulds for better finish, accurate internal surfaces as well as out finish and with good dimensional accuracy and definition lines that make the product impressive. 2. There is need of R&D on using two metal that helpin getting better internal finish. 3. Howver crude ingot mould may be but there is need of proper branding of the ingot mould. Process Improvement: 1. Mould box making can be improvised for better, faster mould box 2. Finishing of core, a SPM that does better job with great accuracy. 3. Machining process that do more finished job in lesser time. 4. Finishing operation that is accurate and faster. 80


81 MSMEs Design Clinic Scheme Need Assessment Study 25th February 2013 DMK Castings Pvt. Ltd. Person Contacted: Mr. Rajan Kapur Year of Establishment: 1980 Nature of Work: Manufacturing Turnover/Capacity: 150 Ton/Month Infrastructure Set up: Manufacturing Employee Strength:30 Certification: No Contact Address: 412, Industrial Area-A Ludhiana Punjab Contact Number: Mail ID: 81
82 INTRODUCTION In the ever changing scenario of the corporate world, D.M.K. Castings Pvt. Ltd. has grown in leaps & bounds with the due guidance and support of the honorable MD Mr. Rajan Kapur. The cornerstone of our company was laid down in the year 1986 with the guidance of Late. Sh. Baldev Kapur with prime motive to provide worthy advancements in Casting Ingot Moulds. Our company is also recognized amongst the most trustworthy Ingots Moulds Manufacturers and Suppliers in India. Our company has also gained specialization in supply of Pig Iron, HMS Scrap & Cast Iron Scrap across the Northern India. Presently, Mr. Rajan Kapur as Managing Director, Mrs. Anju Kapur and Ms. Sumati Kapur as Directors of D.M.K. Castings Pvt. Ltd. PRODUCTS We have created a path dedicated to producing world class Industrial castings including Ingot Mould (Singlet & Duplex), forgings ingot moulds, Base Plates, Trumpets, Slag Box, Machine Tool Castings, Couplings, Rails, Gates & supply of Pig Iron, HMS Scrap, Cast Iron Machinery Scrap & Broken Ingot Mould Scrap etc. RESEARCH & DEVELOPMENT We have achieved this by innovation in products through constant research & development, with the help of latest modern technology and state-of the-art Casting Unit, in Ludhiana Punjab. PRODUCT SUPPLY Our years of expertise have enable us to become one of the largest Manufacturer of high quality Cast Iron Ingot Mould (Singlet & Duplex), and custom designed ingots moulds and other cast iron products used in Integrated Steel Plants, Mini Steel Plants, Rolling Mills, Ferro Alloy Plants, etc. Our products are exported across the globe and appreciated to the extent that they enjoy high life cycle ( heat wise) and less damage of the moulds & slag pots. MANPOWER & TECHNOLOGY All this has been achieved by a dedicated work force and personnel staffs trained to make use of the latest technology in a conductive environment. PRODUCT SPECIFICATIONS Castings are tailor made products therefore needs careful production planning. In the process of manufacturing ingot moulds we use DRY SAND MOULDING PROCESS. We have our own in house PATTERN shop catering to our various clients specifications. ONLINE QUERY / ENQUIRY To place an order or to avail more information about the products or company, you can us and we would get back to you as soon as possible. We solicit queries from all interested Manufacturers, buyers, importers, traders, dealers. For any query just mail us : info@dmkcastingsindia.com 82
83 83



84 84







85 Alternative core drying process. Simpler device can be designed with fan blower that make the process more efficient Regular core drying process. Occupy floor space, can they go vertical 85







86 86




87 87

88 Design Intervention Places Product Improvement: 1. There could be scope of improvement in existing ingot moulds for better finish, accurate internal surfaces as well as out finish and with good dimensional accuracy and definition lines that make the product impressive. 2. There is need of R&D on using two metal that helpin getting better internal finish. 3. Howver crude ingot mould may be but there is need of proper branding of the ingot mould. Process Improvement: 1. Mould box making can be improvised for better, faster mould box 2. Finishing of core, a SPM that does better job with great accuracy. 3. Machining process that do more finished job in lesser time. 4. Finishing operation that is accurate and faster. 88
89 Issues and Prospects 89
90 Different Issues in the Cluster Areas Ingot Mould manufactured in the cluster The Cluster Safety and Occupational Health/ Working conditions Technology Issues There are variety of ingot moulds being manufactured at Ludhiana cluster and the units are in a close proximity around the city. There is less of completion in ingot moulds. Only 7-8 units are based in Ludhiana, rest in other part of country Ingot moulds are pure functional with least aesthetic consideration They are in different sizes and shapes being manufactured by different units in the cluster There is no packaging required for the item as they are too heavy and strong by itself. Every unit tried to have their own complete set up hence similar machines are seen in several unit they are unutilized and run on partial capacity Lack of collective common development, unity There less of innovation that happens in the item, these ingot moulds There less of innovation that happens in the item, these ingot moulds. These ingot mould are sold on weight basis have less margin There is no R&D happening in the area and the cluster is all isolated to do all R&D on their own Working conditions needs improvements with workers working in dim lights and in open space. Proper working suits are not provided and workers wear loose clothes and foot wears during manufacturing process. Minor injuries are common problem recorded during the survey. No major accidents so far. The workers are both permanent and contract workers but lack some basic facilities. Low technical knowhow of the unit owners except 1-2 owners. Very low level of mechanization despite of easy available good market for similar other agriculture machines. Low level of mechanization leading to dependence on unskilled and scarce labours. Old operational practices and processes, needs improvement. Low level of technology leads to more processing time and assembly of components and building up the thresher or decorticator. Cultural mind set of the unit owners of working with the existing technology only since mechanization involves some good investment. The common problems in the product are common design, over weight, over design and poor details. 90
91 Areas Issues Shortage of skilled and unskilled manpower No availability of labour from technical institutes located in the Skill Development cluster No trainer/knowledge provider in the cluster for skill development. Finance Market Access Lack of orders from the organised buyers Very less of no export from the cluster Very less or no participation in exhibitions in India and abroad. There is potential threat from solar products from China Lack of awareness about different Government schemes Cash Credit limit, arranging short term loan from bank Lack of awareness on business costing Lengthy process involved in accessing Govt. Subsidies and 91
92 SWOT Analysis Strengths Old and operating since years as a cluster Units are in and around Ludhiana main city which caters to National market 315 Kms from Delhi which is a big market place for domestic and international sales They have good interest in what they do and always try to improve on it International exposure help improving the process There is inflow of technical experts from Govt., NGO, NID and other Engg. institutions have grown up. Presence of international ingot mould in Indian market do not exists The unit owners have realsed that they lack technological knowledge and have started looking for guidance in this regard Cluster is well connected with Rail and Road. Weakness The manufacturing process in not controlled by many of them being manual operations like mould box making, molten metal pouring, opening of the mould boxes, cleaning, machining, finishing etc. The level of technical knowledge and practice is poor across the cluster. No exposure of technology and practices in other part of country. The brand image of the cluster is yet to be established for the ingot mould they manufacture for the poor product finish and less attempt are made to improve the same. Availability of good raw material. The method and practice of manufacturing do not offer any room for achieving cost efficiency in production. Total lack of knowledge on the market expectations and trends in the national and global markets. Traditional market fetches them very low margin. Owners are less aware about modern marketing channels. 92
93 Opportunity Availabilities of advanced technologies to achieve cost efficiency Presence of Technical Institutions in Ludhiana to reduce the skill gap Due to increase in demand in the industry, the units can improve their production system and enter into exports market as well. Presence of various government Schemes like NMCP of DC- MSME to address issues related to quality, technology, HRD and marketing Threat Backwardness in technology, low level of knowledge and low quality If the working conditions are not improved then the labor will migrate to other clusters or look for other opportunities widening skill gap and results in closure of units. Non adherence to environmental compliance will create problems for the cluster and if systems are not improved units may face closure by concerned authorities 93
94 Issues Unit Level Issues Owner s vision management efficiency market transportation storage space package use of new materials overheads and maintenance new manufacturing processes slower manufacturing process labour skill and training lab and testing facilities new development design quality control labour availability working environment and culture low level on information about development in rest of the world collaboration for mutual development Intellectual Property Right Cluster Level Issues Availability of skilled labour Labour shift from one unit to another Market Infrastructure Development like more production machines automation roads finance Cooperation on Sharing Facilities Younger Generation Interest in same job seasonal business export market National Level Issues MNREGA Government policies Labour law Labour policies Training Institutes Transportation Technical Supports Intellectual Property Right International Exposure International Market Financial Assistance & Loans Credit Facility Product Promotion Development plan Long Term Plan Global Issues Climate Change International Standards and Requirements Product Innovation Availability of Natural Resources Technology Innovation Research & Development Manufacturing Innovation International Demand & Supply Standards Product that Suits International Standards and Use Database Know-How Technology Transfer 94
95 Future Direction Re-design of existing ingot mould with proper engineering specifications, material, finish and process. Use of 3D CAD modeling, analysis, technology to upgrade the old design ingot moulds into a new one with crisp specification. Immediate 0-1 Year Process design to improve the working on metal, finishing, testing, inspection etc to improve on production and reduce rejections Interaction with industry, New Designs, Standardization, Focus on Quality Standard designs with manufacturing drawings, standard manufacturing practices, technical collaborations to upgrade the new ingot moulds, explorations on new materials and manufacturing processes. Intermediate 1-2 Year SPMs for specific operations, SemiAutomation, safety, healthy working environment, faster process, lesser rejection, exports International visibility Range of new additional products in the line, improvement in the existing product line, faster manufacturing, Long Term 3-4 Year Fully automated processes, lesser rejections, less human efforts, International recognition and sales. 95


96 MSMEs Design Clinic Scheme Design Clinic Workshop 10th June 2013 WORKSHOP REPORT 96
97 MSMEs Design Clinic Scheme Design Clinic Workshop 10th June 2013 Workshop Report This report covers opportunity areas, remedial design solutions and potential design projects Table of Content Workshop Schedule Workshop on Solar Products Workshop Day 1 Projects Project Listing 97
98 MSMEs Design Clinic Scheme Design Clinic Workshop 10th June
99 MSMEs Design Clinic Scheme Design Clinic Workshop 10th June 2013 Workshop on Ingot Moulds 99
100 Patent Paper Cast-iron ingot mould for use in the production of steel ingots and method of manufacturing the mould EP B1 DESCRIPTION This invention relates to a cast-iron ingot mould for use in the production of steel ingots in the steel industry, and to a method of manufacturing such an ingot mould. In the manufacture of rolled steel products, the starting material is often steel ingots which have been obtained by casting liquid steel into a cast-iron ingot mould and allowing the steel to solidify at least partly in the ingot mould. Such an ingot mould is a thick-walled hollow cast-iron body open at both ends and with a slightly tapering shape so that the ingot mould can be stripped from the cast steel ingot. During casting of the steel ingot, the ingot mould is located on a heavy metal ingot plate, which defines the bottom of the ingot. The foot of the ingot mould contacts the plate. During solidification of the steel a substantial part of the heat present in the steel is transmitted to the ingot mould and to the ingot plate, both of which are thus subjected to high thermal stresses. During the subsequent stripping of the mould from the solidified steel ingot, the ingot mould is further subjected to severe mechanical stresses, which in turn are followed by a thermal load as the ingot mould cools down after stripping. All this results in that ingot moulds are subject to damage and wear, which limit their useful life. This life-span is an important cost-determining factor for the final steel product. With ingot moulds of good quality, 100 castings per ingot mould are considered normal for a life-span. Nevertheless it is found that with ingot moulds of otherwise very good quality there now and then occurs the phenomenon of broken feet. This consists in the breakage away of pieces of material from the mould on the inside of the mould foot during stripping. Unlike other forms of damage which can limit the life-span of the ingot mould, it appears that broken feet often occur during the first castings made in the ingot mould. If they do not occur then, there is a significantly lower chance that they will occur again during further use of the ingot mould. It further appears that the probability of broken feet occurring is greater at a higher temperature of the ingot mould foot. This for instance may be the case if during casting use is made of ingot plates which have not been completely cooled down. It is supposed that the phenomenon of broken feet is influenced by the susceptibility of the ingot mould material to welding to the solidifying steel, and is also influenced by the strength and brittleness of the ingot mould material in the foot region. Therefore there has been a general aim to select the composition of the ingot mould so that a stronger and less brittle material is obtained. It is generally known that the presence of phosphorus in cast-iron has a weakening effect on the metal and in particular increases the brittleness. Therefore there is a general tendency to keep down the percentage of phosphorus in the cast-iron used for ingot moulds. Phosphorus percentages of less than 0.1% by weight are sought. Nevertheless it has not been found possible to counteract successfully the phenomenon of broken feet by further reduction of the phosphorus content. 100

101 German Offenlegungsschrift , forming the first part of claim 1, describes a liquid cast-iron composition for the production of ingot mould, which contains: Before casting, this liquid cast iron is enriched with substantial quantities of silicon, either in a metallic form or as a metal alloy of silicon, in order to achieve a silicon content in the cast ingot mould which is between 0.4 and 0.5% higher than the Mn content. This means that the Si content in the ingot mould could be between 1.2 and 2.4%. It is known that alloying cast-iron with silicon is expensive and requires a careful control in order to prevent the formation of graphite. The present invention has the object of improving the quality of cast-iron ingot moulds, in particular ingot moulds which are to be used for the production of heavy ingots in the weight range of 24 tons and-above, and is especially concerned at minimizing the problem of broken feet, especially by the use of a process which is of low cost and is easily carried out. It has now been found that, to improve the quality of ingot moulds and to increase their life-span, especially with regard to the ingot mould feet, the analysis of the cast-iron is of great importance. More particularly it has been found that good results can only be achieved with an analysis in which the margins for the varying alloying elements and for carbon are narrower and more specific than previously disclosed, for example in the German specification mentioned above. It has been found, surprisingly, that the phenomenon of broken feet in an ingot mould can be counteracted very effectively by raising the percentages of phosphorus instead of by lowering it. The invention therefore consists in a cast-iron ingot mould with an analysis (by weight) of the cast-iron of: wherein the Si-content is smaller than the Mn-content. Preferably the sulphur content is between and 0.25%. It should be regarded as a special advantage of these ingot moulds of the invention that the Si-content need not be increased, and is in fact kept smaller than the Mn-content. Especially good results are obtained if the Si-content is between 0.55 and 0.75% and the Mn content 0.74 and 0.95% but alternatively the Si-content may be between 1.0 and 1.15% and the Mn-content between 1.1 and 1.3%. 101
102 Especially good results are obtained if the Si-content is between 0.55 and 0.75% and the Mn content 0.74 and 0.95% but alternatively the Si-content may be between 1.0 and 1.15% and the Mn-content between 1.1 and 1.3%. A phosphorus content between 0.14 and 0.195% is unusually high for a cast-iron analysis. Nevertheless it has been found that this high phosphorus percentage definitely improves the life-span of ingot moulds of the above new composition, particularly by effectively counteracting the phenomenon of broken feet. Best results have been obtained if the P content is between the narrow limits of 0.16 and 0.18%. As explained already the main effect of the increased P-content is to lower the risk of broken feet. Since this phenomenon of broken feet is restricted to the inside of the mould foot, where it can occur with moulds of otherwise outstanding quality and long useful life, it is in many cases not necessary to increase the phosphorus content throughout the entire mould. Where this is possible in production conditions, and where it is desirable for other technical reasons, it is recommended that outside the region at the mould foot the Pcontent is about 0.06% lower than in the mould foot itself. The invention relates to not only the ingot mould, but also to a method for the manufacture of the ingot moulds according to the present invention as described above. According to this method, before casting of the ingot mould a cast-iron composition of the analysis (by weight): is enriched with P by the addition of suitable amounts of an iron-phosphorus alloy. Compared with a method where a pig iron with high phosphorus content is produced in a blast furnace, this new method has clear advantages. These consist in that firstly no abnormal production scheme has to be used in operating the blast furnace, and secondly the addition of a phosphorus alloy to the cast-iron makes possible a much more accurate adjustment of the phosphorus content within the desired limits. It has been found that use of ingot moulds according to the invention can reduce the percentage of broken feet to only a fraction of the previously usual percentage. This effects a substantial reduction in the costs of the use of ingot moulds and of repair of ingot moulds with broken feet, which in turn results into a substantial lowering of the cost of the cast steel ingots. In addition the cast steel ingots manufactured with the ingot moulds of the invention can have a smoother surface near the ingot mould foot, which provides advantages in the further conversion of the steel ingots into rolled products. During tests in the applicant's works two series each of 100 ingot moulds were compared under similar conditions. One series had been manufactured to have a composition throughout as described above according to the invention. In the other series the phosphorus percentage was selected at the conventional level, i.e. about 0.06% lower. The same criteria were used for judging (i) the general condition of these ingot moulds, (ii) their life-span until they were no more regarded suitable for further use, and (iii) especially the occurrence of broken feet. On average it was found that the ingot moulds according to the invention had a 10% increase in life-span, while the work needed and costs incurred for maintenance of these ingot moulds were reduced by about 50%. 102
103 CLAIMS 1. Cast-iron ingot mould for use in the production of steel ingots, wherein the cast-iron consists of iron, carbon, silicon, manganese, sulphur, _ phosphorus and usual impurities, characterized in that at least at a region at the mould foot, the amounts of these elements by weight are, in combination:- rest iron and usual impurities, and in that the-si-content is smaller than the Mn-content. 2. Ingot mould according to claim 1 wherein the S-content is between and 0.025%. 3. Ingot mould according to claim 1 or claim 2 wherein the Si-content is between 0.55 and 0.75% and the Mncontent between 0.74 and 0.95%. 4. Ingot mould according to claim 1 or claim 2 wherein the Si-content is between 1.0 and 1.15% and the Mncontent between 1.1 and 1.3%. 5. Ingot mould according to any one of the preceding claims wherein the P-content is between 0.16 and 0.18%. 6. Ingot mould according to any one of the preceding claims wherein outside the said region at the mould foot the cast-iron of the ingot mould has a P-content about 0.06% lower than in the said region at the mould foot. 7. Method of manufacturing an ingot mould according to claim 1 wherein before casting the mould a cast-iron composition consisting of, by weight: rest iron and usual impurities, is enriched with P by the addition of suitable amounts of an iron-phosphorus alloy and is then used to cast the said ingot mould. 103

104 MSMEs Design Clinic Scheme Design Clinic Workshop 10th June


105 MSMEs Design Clinic Scheme Design Clinic Workshop 10th June
Chapter 1 Sand Casting Processes
 Chapter 1 Sand Casting Processes Sand casting is a mold based net shape manufacturing process in which metal parts are molded by pouring molten metal into a cavity. The mold cavity is created by withdrawing
Chapter 1 Sand Casting Processes Sand casting is a mold based net shape manufacturing process in which metal parts are molded by pouring molten metal into a cavity. The mold cavity is created by withdrawing
Special Casting Process. 1. Permanent mould casting
 Special Casting Process 1. Permanent mould casting A permanent mold casting makes use of a mold or metallic die which is permanent.molten metal is poured into the mold under gravity only and no external
Special Casting Process 1. Permanent mould casting A permanent mold casting makes use of a mold or metallic die which is permanent.molten metal is poured into the mold under gravity only and no external
Permanent Mold Casting Processes. Assoc Prof Zainal Abidin Ahmad Department of Manufacturing & Ind. Eng.
 Assoc Prof Zainal Abidin Ahmad Department of Manufacturing & Ind. Eng. Universiti Teknologi Malaysia Permanent Mold Casting Processes Gravity die casting Pressure die casting Low pressure High pressure
Assoc Prof Zainal Abidin Ahmad Department of Manufacturing & Ind. Eng. Universiti Teknologi Malaysia Permanent Mold Casting Processes Gravity die casting Pressure die casting Low pressure High pressure
METAL CASTING PROCESSES
 METAL CASTING PROCESSES Sand Casting Other Expendable Mold Casting Processes Permanent Mold Casting Processes Foundry Practice Casting Quality Metals for Casting Product Design Considerations Two Categories
METAL CASTING PROCESSES Sand Casting Other Expendable Mold Casting Processes Permanent Mold Casting Processes Foundry Practice Casting Quality Metals for Casting Product Design Considerations Two Categories
Solidification Process(1) - Metal Casting Chapter 9,10
 - Metal Casting Chapter 9,10") Solidification Process(1) - Metal Casting Chapter 9,10 Seok-min Kim smkim@cau.ac.kr -1- Classification of solidification processes -2- Casting Process in which molten metal flows by gravity or other force
Solidification Process(1) - Metal Casting Chapter 9,10 Seok-min Kim smkim@cau.ac.kr -1- Classification of solidification processes -2- Casting Process in which molten metal flows by gravity or other force
Two Categories of Metal Casting Processes
 Two Categories of Metal Casting Processes 1. Expendable mold processes - mold is sacrificed to remove part Advantage: more complex shapes possible Disadvantage: production rates often limited by time to
Two Categories of Metal Casting Processes 1. Expendable mold processes - mold is sacrificed to remove part Advantage: more complex shapes possible Disadvantage: production rates often limited by time to
BMM3643 Manufacturing Processes Metal Casting Processes (Sand Casting)
") BMM3643 Manufacturing Processes Metal Casting Processes (Sand Casting) by Dr Mas Ayu Bt Hassan Faculty of Mechanical Engineering masszee@ump.edu.my Chapter Synopsis This chapter will expose students to
BMM3643 Manufacturing Processes Metal Casting Processes (Sand Casting) by Dr Mas Ayu Bt Hassan Faculty of Mechanical Engineering masszee@ump.edu.my Chapter Synopsis This chapter will expose students to
(( Manufacturing )) Fig. (1): Some casting with large or complicated shape manufactured by sand casting.
) Fig. (1): Some casting with large or complicated shape manufactured by sand casting.") (( Manufacturing )) Expendable Mold Casting Processes: Types of expendable mold casting are: 1 ) Sand casting. 2 ) Shell molding. 3 ) Vacuum molding. 4 ) Investment casting. 5 ) Expanded polystyrene process.
(( Manufacturing )) Expendable Mold Casting Processes: Types of expendable mold casting are: 1 ) Sand casting. 2 ) Shell molding. 3 ) Vacuum molding. 4 ) Investment casting. 5 ) Expanded polystyrene process.
Company Profile. Company Profile PRECISION INVESTMENT CASTING MANUFACTURER
 INTRODUCTION Adroit Techno cast Pvt. Ltd. (ATCPL) is a versatile manufacturer, capable of producing highly customized products in the field of Investment Casting. Catering to quality-conscious niches,
INTRODUCTION Adroit Techno cast Pvt. Ltd. (ATCPL) is a versatile manufacturer, capable of producing highly customized products in the field of Investment Casting. Catering to quality-conscious niches,
CHAPTER5 5 ZERO DEFECT MANUFACTURING IN THE PRODUCTION OF IMPELLER THROUGH THE APPLICATION OF CAD / CAE
 33 CHAPTER5 5 ZERO DEFECT MANUFACTURING IN THE PRODUCTION OF IMPELLER THROUGH THE APPLICATION OF CAD / CAE 5.1 INTRODUCTION In the first place of research, CAD/CAE was applied to achieve ZERO DEFECT MANUFACTURING
33 CHAPTER5 5 ZERO DEFECT MANUFACTURING IN THE PRODUCTION OF IMPELLER THROUGH THE APPLICATION OF CAD / CAE 5.1 INTRODUCTION In the first place of research, CAD/CAE was applied to achieve ZERO DEFECT MANUFACTURING
Metal Casting Processes CHAPTER 11 PART I
 Metal Casting Processes CHAPTER 11 PART I Topics Introduction Sand casting Shell-Mold Casting Expendable Pattern Casting Plaster-Mold Casting Introduction Metal-Casting Processes First casting were made
Metal Casting Processes CHAPTER 11 PART I Topics Introduction Sand casting Shell-Mold Casting Expendable Pattern Casting Plaster-Mold Casting Introduction Metal-Casting Processes First casting were made
Requirement for Holes - Holes for Hanging
 Requirement for Holes - Holes for Hanging In order for items to progress through the series of pretreatment and galvanizing baths at our facility, they must be suspended in a suitable manner to ensure
Requirement for Holes - Holes for Hanging In order for items to progress through the series of pretreatment and galvanizing baths at our facility, they must be suspended in a suitable manner to ensure
PLK CJ PRODUCT INSTRUCTION PI002 REV Page 1
 PLK One Shot Crucible Weld Kit PLK Kit Components CJ One Shot Crucible PLK CJ PRODUCT INSTRUCTION PI002 REV 3 270807 Page 1 PLK The Complete Welding Process The All New Railtech PLK-CJ welding process
PLK One Shot Crucible Weld Kit PLK Kit Components CJ One Shot Crucible PLK CJ PRODUCT INSTRUCTION PI002 REV 3 270807 Page 1 PLK The Complete Welding Process The All New Railtech PLK-CJ welding process
Metal Mould System 1. Introduction
 Metal Mould System 1. Introduction Moulds for these purposes can be used many times and are usually made of metal, although semi-permanent moulds of graphite have been successful in some instances. The
Metal Mould System 1. Introduction Moulds for these purposes can be used many times and are usually made of metal, although semi-permanent moulds of graphite have been successful in some instances. The
Metal Casting Dr. D. B. Karunakar Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee
 Metal Casting Dr. D. B. Karunakar Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee Module - 02 Sand Casting Process Lecture 14 Design Of Gating System-I Good
Metal Casting Dr. D. B. Karunakar Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee Module - 02 Sand Casting Process Lecture 14 Design Of Gating System-I Good
Manufacturing: Chapter 3 Casting
 CHAPTER THREE Metal Casting Casting, shown in Fig. 3.1, is the process of pouring molten metal into a mould containing a cavity, which represents the required product shape. It is one of the most commonly
CHAPTER THREE Metal Casting Casting, shown in Fig. 3.1, is the process of pouring molten metal into a mould containing a cavity, which represents the required product shape. It is one of the most commonly
 Skip Navigation Links http://www.bls.gov/oco/ocos237.htm Woodworkers Nature of the Work Training, Other Qualifications, and Advancement Employment Job Outlook Projections Data Earnings OES Data Related
Skip Navigation Links http://www.bls.gov/oco/ocos237.htm Woodworkers Nature of the Work Training, Other Qualifications, and Advancement Employment Job Outlook Projections Data Earnings OES Data Related
Manufacturing Processes - I Dr. D. B. Karunakar Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee
 Manufacturing Processes - I Dr. D. B. Karunakar Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee Lecture - 4 Module 2 Metal Casting Good morning, Metal casting,
Manufacturing Processes - I Dr. D. B. Karunakar Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee Lecture - 4 Module 2 Metal Casting Good morning, Metal casting,
4.1.3: Shell Casting.
 4.1.3: Shell Casting. It is another expandable mold casting type; Shell molding is a casting process in which the mold is a thin shell (typically 9mm) made of sand held together by a thermosetting resin
4.1.3: Shell Casting. It is another expandable mold casting type; Shell molding is a casting process in which the mold is a thin shell (typically 9mm) made of sand held together by a thermosetting resin
Casting Processes. ver. 2
 Casting Processes ver. 2 1 Types of Parts Made Engine blocks Pipes Jewelry Fire hydrants 2 Complex, 3-D shapes Near net shape Low scrap Relatively quick process Intricate shapes Large hollow shapes No
Casting Processes ver. 2 1 Types of Parts Made Engine blocks Pipes Jewelry Fire hydrants 2 Complex, 3-D shapes Near net shape Low scrap Relatively quick process Intricate shapes Large hollow shapes No
Steel Plate in Oil Rig Blowout Preventer Valves
 Design Problem Steel Plate in Oil Rig Blowout Preventer Valves Introduction Design for Performance Alloy selection Radii and stress reduction Design for Production Mould method Orientation and cores Controlling
Design Problem Steel Plate in Oil Rig Blowout Preventer Valves Introduction Design for Performance Alloy selection Radii and stress reduction Design for Production Mould method Orientation and cores Controlling
CHAPTER 4: METAL CASTING PROCESS
 CHAPTER 4: METAL CASTING PROCESS CHAPTER OUTLINE 4.1 INTRODUCTION 4.2 EXPANDABLE MOLD CASTING PROCESSES 4.2.1 Sand Casting 4.2.2 Shell Molding 4.2.3 Plaster Mold Casting 4.2.4 Ceramic Mold Casting 4.2.5
CHAPTER 4: METAL CASTING PROCESS CHAPTER OUTLINE 4.1 INTRODUCTION 4.2 EXPANDABLE MOLD CASTING PROCESSES 4.2.1 Sand Casting 4.2.2 Shell Molding 4.2.3 Plaster Mold Casting 4.2.4 Ceramic Mold Casting 4.2.5
Foundry Procedures. Page 1 of 7 R. G. Sparber Copyleft protects this document. Furnace Set Up
 Foundry Procedures Furnace Set Up 1. Check weather report and only proceed if there is no chance of rain 2. lay out tarp on patio 3. place 3 fire bricks to support furnace 4. put down bottom of furnace
Foundry Procedures Furnace Set Up 1. Check weather report and only proceed if there is no chance of rain 2. lay out tarp on patio 3. place 3 fire bricks to support furnace 4. put down bottom of furnace
Types of moulding sand
 casting Types of moulding sand 1. Green sand: Green sand which is also known as natural sand is the mostly used sand in moulding. It is basically the mixture of sand, clay and water. The clay contain
casting Types of moulding sand 1. Green sand: Green sand which is also known as natural sand is the mostly used sand in moulding. It is basically the mixture of sand, clay and water. The clay contain
Casting. Pattern Making and Molding
 Casting Pattern Making and Molding Introduction Virtually nothing moves, turns, rolls, or flies without the benefit of cast metal products. The metal casting industry plays a key role in all the major
Casting Pattern Making and Molding Introduction Virtually nothing moves, turns, rolls, or flies without the benefit of cast metal products. The metal casting industry plays a key role in all the major
Multiple-Use-Mold Casting Processes
 Multiple-Use-Mold Casting Processes Chapter 13 13.1 Introduction In expendable mold casting, a separate mold is produced for each casting Low production rate for expendable mold casting If multiple-use
Multiple-Use-Mold Casting Processes Chapter 13 13.1 Introduction In expendable mold casting, a separate mold is produced for each casting Low production rate for expendable mold casting If multiple-use
Study of Sand Casting Gating System
 Study of Sand Casting Gating System Nandagopal M 1, Sivakumar K 2, Senthilkumar G 3, Sengottuvelan M 4 1,3 Associate Professor, Department of Mechanical Engineering, Bannari Amman Institute of Technology,
Study of Sand Casting Gating System Nandagopal M 1, Sivakumar K 2, Senthilkumar G 3, Sengottuvelan M 4 1,3 Associate Professor, Department of Mechanical Engineering, Bannari Amman Institute of Technology,
Introduction to Manufacturing Processes
 Introduction to Manufacturing Processes Products and Manufacturing Product Creation Cycle Design Material Selection Process Selection Manufacture Inspection Feedback Typical product cost breakdown Manufacturing
Introduction to Manufacturing Processes Products and Manufacturing Product Creation Cycle Design Material Selection Process Selection Manufacture Inspection Feedback Typical product cost breakdown Manufacturing
Sheet metalworking. Shaping up. the
 Sheet metalworking Shaping up the future Sheet metalworking is an important process in many industry segments. Today, its application is far and wide in the industry. The overall industrial growth in the
Sheet metalworking Shaping up the future Sheet metalworking is an important process in many industry segments. Today, its application is far and wide in the industry. The overall industrial growth in the
Page 1. Wide Gap 68 CJ Acetylene Product Instruction PI014 Rev
 Wide Gap One Shot Crucible Weld Kit Wide Gap Kit Components CJ One Shot Crucible Page 1 T h e Al l N ew Railtech W i d e G a p w e l d i n g pr o c e s s d e s i g n e d f or Au s t r a l i a n c o n d
Wide Gap One Shot Crucible Weld Kit Wide Gap Kit Components CJ One Shot Crucible Page 1 T h e Al l N ew Railtech W i d e G a p w e l d i n g pr o c e s s d e s i g n e d f or Au s t r a l i a n c o n d
UNPACK & ASSEMBLY. Done! CAUTION! THE MILL WILL BE VERY HEAVY - GET ASSISTANCE Pepe Tools.
 PARTS DIAGRAM T Bar Height adjustment Wooden hand grip Height adjustment gears Frame Height adjustment screws Top roller End Gears cover Handle Brass Bushes (Each side) Bottom roller 4:1 Gearbox Mounting
PARTS DIAGRAM T Bar Height adjustment Wooden hand grip Height adjustment gears Frame Height adjustment screws Top roller End Gears cover Handle Brass Bushes (Each side) Bottom roller 4:1 Gearbox Mounting
Manufacturing Processes - I Dr. D. B. Karunakar Mechanical and Industrial Engineering Department Indian Institute of Technology, Roorkee
 Manufacturing Processes - I Dr. D. B. Karunakar Mechanical and Industrial Engineering Department Indian Institute of Technology, Roorkee Module - 2 Lecture - 7 Metal Casting Good morning. We have been
Manufacturing Processes - I Dr. D. B. Karunakar Mechanical and Industrial Engineering Department Indian Institute of Technology, Roorkee Module - 2 Lecture - 7 Metal Casting Good morning. We have been
Processing of Non- Metals Dr. Inderdeep Singh Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee
 Processing of Non- Metals Dr. Inderdeep Singh Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee Module - 4 Plastics: properties and processing Lecture - 7 Rotational
Processing of Non- Metals Dr. Inderdeep Singh Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee Module - 4 Plastics: properties and processing Lecture - 7 Rotational
A CONCEPTUAL DESIGN OF PATTERN TO REPLACE INVESTMENT CASTING
 A CONCEPTUAL DESIGN OF PATTERN TO REPLACE INVESTMENT CASTING THESIS SUBMITTED IN THE FULFILLMENT FOR THE DEGREE OF Bachelor of Technolgy In Mechanical Engineering By LOKANATH BEHERA 109ME0360 Department
A CONCEPTUAL DESIGN OF PATTERN TO REPLACE INVESTMENT CASTING THESIS SUBMITTED IN THE FULFILLMENT FOR THE DEGREE OF Bachelor of Technolgy In Mechanical Engineering By LOKANATH BEHERA 109ME0360 Department
INTRODUCTION. HareeshaN G Lecturer Department of aeronautical engg. Classification of manufacturing process
 INTRODUCTION HareeshaN G Lecturer Department of aeronautical engg Classification of manufacturing process 2 Blore 1 Classification of manufacturing process 3 Types of production systems Mass production
INTRODUCTION HareeshaN G Lecturer Department of aeronautical engg Classification of manufacturing process 2 Blore 1 Classification of manufacturing process 3 Types of production systems Mass production
Casting Process Part 1
 Mech Zone Casting Process Part 1 (SSC JE Mechanical/ GATE/ONGC/SAIL BHEL/HPCL/IOCL) Refractory mold pour liquid metal solidify, remove finish Casting - Process of Producing Metallic Parts by Pouring Molten
Mech Zone Casting Process Part 1 (SSC JE Mechanical/ GATE/ONGC/SAIL BHEL/HPCL/IOCL) Refractory mold pour liquid metal solidify, remove finish Casting - Process of Producing Metallic Parts by Pouring Molten
CASTING Fundamentals. Prepared by Associate Prof. Mohamed Ahmed Awad Cairo, 2014
 CASTING Fundamentals Prepared by Associate Prof. Mohamed Ahmed Awad Cairo, 2014 Casting Definition Casting is the process of pouring molten metal into a mould containing a cavity, which represents the
CASTING Fundamentals Prepared by Associate Prof. Mohamed Ahmed Awad Cairo, 2014 Casting Definition Casting is the process of pouring molten metal into a mould containing a cavity, which represents the
Special Casting. By S K Mondal
 Special Casting By S K Mondal Shell Moulding The sand is mixed with a thermosetting resin is allowed to come in contact with a heated metal pattern (200 0 C). A skin (shell) of about 3.5 mm of sand and
Special Casting By S K Mondal Shell Moulding The sand is mixed with a thermosetting resin is allowed to come in contact with a heated metal pattern (200 0 C). A skin (shell) of about 3.5 mm of sand and
STEEL RULE. Stock TRY SQUARE
 FITTING INTRODUCTION Fitting consists of a handwork involved in fitting together components usually performed at a bench equipped with a vice and hand tools. The matting components have a close relation
FITTING INTRODUCTION Fitting consists of a handwork involved in fitting together components usually performed at a bench equipped with a vice and hand tools. The matting components have a close relation
ADVANECES IN CASTING. Presented by: M K PODDAR M.Tech (Student) Manufacturing engg. NIT Warangal
 Manufacturing engg. NIT Warangal") ADVANECES IN CASTING Presented by: M K PODDAR M.Tech (Student) Manufacturing engg. NIT Warangal http://ajourneywithtime.weebly.com CONTENTS Introduction Conventional casting process Advances & recent development
ADVANECES IN CASTING Presented by: M K PODDAR M.Tech (Student) Manufacturing engg. NIT Warangal http://ajourneywithtime.weebly.com CONTENTS Introduction Conventional casting process Advances & recent development
STEEL MILL MACHINERY
 STEEL MILL MACHINERY WHO WE ARE TCT was found in 2009 by a group of experienced engineers with the vision to supply first class machines to the steel industry for reasonable prices and to offer parts and
STEEL MILL MACHINERY WHO WE ARE TCT was found in 2009 by a group of experienced engineers with the vision to supply first class machines to the steel industry for reasonable prices and to offer parts and
Principles of Major Manufacturing Processes. Prepared by: Behzad Heidarshenas Ph.D in Manufacturing Processes
 Principles of Major Manufacturing Processes Prepared by: Behzad Heidarshenas Ph.D in Manufacturing Processes 1 Overview of Casting Technology Casting is usually performed in a foundry Foundry = factory
Principles of Major Manufacturing Processes Prepared by: Behzad Heidarshenas Ph.D in Manufacturing Processes 1 Overview of Casting Technology Casting is usually performed in a foundry Foundry = factory
MANUFACTURING PROCESSES
 1 MANUFACTURING PROCESSES - AMEM 201 Lecture 10: Casting Technology DR. SOTIRIS L. OMIROU CASTING - Basics - A material in a liquid or semisolid form is poured or forced to flow into a die cavity and allowed
1 MANUFACTURING PROCESSES - AMEM 201 Lecture 10: Casting Technology DR. SOTIRIS L. OMIROU CASTING - Basics - A material in a liquid or semisolid form is poured or forced to flow into a die cavity and allowed
Metal Casting Dr. D. B. Karunakar Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee
 Metal Casting Dr. D. B. Karunakar Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee Module - 02 Sand Casting Process Lecture 03 Moulding Sands and Design-II Welcome
Metal Casting Dr. D. B. Karunakar Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee Module - 02 Sand Casting Process Lecture 03 Moulding Sands and Design-II Welcome
CASTING. Dept. of Mech & Mfg. Engg. 1
 CASTING 1 CASTING It is the process of producing metallic parts by pouring a molten metal in to the mould cavity and allowing the metal to solidify. 2 Casting Process Pattern making Mould making Metal
CASTING 1 CASTING It is the process of producing metallic parts by pouring a molten metal in to the mould cavity and allowing the metal to solidify. 2 Casting Process Pattern making Mould making Metal
Solidification Processes
 CASTING PROCESSES I Lecture Notes by Zulkepli Muhamad Solidification Processes Starting work material is either a liquid or is in a highly plastic condition, and a part is created through solidification
CASTING PROCESSES I Lecture Notes by Zulkepli Muhamad Solidification Processes Starting work material is either a liquid or is in a highly plastic condition, and a part is created through solidification
Mid term Review Questions P a g e 1 CASTING
 Mid term Review Questions P a g e 1 Q1: Define the casting process? CASTING A1: Casting is the process of pouring molten metal into a mould containing a cavity, which represents the required product shape
Mid term Review Questions P a g e 1 Q1: Define the casting process? CASTING A1: Casting is the process of pouring molten metal into a mould containing a cavity, which represents the required product shape
Casting Process Lec byprof. A.Chandrashekhar
 Casting Process Lec 18-20 byprof. A.Chandrashekhar Introduction casting may be defined as a metal object obtained by pouring molten metal in to a mould and allowing it to solidify. Casting process is
Casting Process Lec 18-20 byprof. A.Chandrashekhar Introduction casting may be defined as a metal object obtained by pouring molten metal in to a mould and allowing it to solidify. Casting process is
Welding Engineering Dr. D. K. Dwivedi Department of Mechanical & Industrial Engineering Indian Institute of Technology, Roorkee
 Welding Engineering Dr. D. K. Dwivedi Department of Mechanical & Industrial Engineering Indian Institute of Technology, Roorkee Module - 4 Arc Welding Processes Lecture - 8 Brazing, Soldering & Braze Welding
Welding Engineering Dr. D. K. Dwivedi Department of Mechanical & Industrial Engineering Indian Institute of Technology, Roorkee Module - 4 Arc Welding Processes Lecture - 8 Brazing, Soldering & Braze Welding
Turning the wheels of your success
 INDUSTRIAL SERVICES Turning the wheels of your success A comprehensive package of integrated services combining traditional certification and inspection with innovative business solutions based on the
INDUSTRIAL SERVICES Turning the wheels of your success A comprehensive package of integrated services combining traditional certification and inspection with innovative business solutions based on the
Castings. 65tons, 7m high, 43cm dia, 1600years old
 Castings 65tons, 7m high, 43cm dia, 1600years old At 500/550 pound in weight. The biggest Gravity Die Casting in The World at the Time http://www.rainwater.demon.co.uk/bertha.htm CASTING AND RELATED PROCESSES
Castings 65tons, 7m high, 43cm dia, 1600years old At 500/550 pound in weight. The biggest Gravity Die Casting in The World at the Time http://www.rainwater.demon.co.uk/bertha.htm CASTING AND RELATED PROCESSES
DOUBLE-DEE. DIAMOND Stone. Construction. Diamond Wire +Beads.
 DOUBLEDEE DIAMOND Stone TOOLS Construction Diamond Wire +Beads Diamond Blades MultiWire Diamond Wire Diamond Blades Stone Stone Stone Construction Construction www.doubledee.com 2014 Introduction Double
DOUBLEDEE DIAMOND Stone TOOLS Construction Diamond Wire +Beads Diamond Blades MultiWire Diamond Wire Diamond Blades Stone Stone Stone Construction Construction www.doubledee.com 2014 Introduction Double
Introduction 2. Casting as a metal forming process
 MME 345 Lecture 02 Introduction 2. Casting as a metal forming process Ref: P. Beeley, Foundry Technology, Butterworth-Heinemann, 2001 Ch 01: Introduction Topics to discuss today. 1. Metal forming processes
MME 345 Lecture 02 Introduction 2. Casting as a metal forming process Ref: P. Beeley, Foundry Technology, Butterworth-Heinemann, 2001 Ch 01: Introduction Topics to discuss today. 1. Metal forming processes
Drawing. Fig. 1 Drawing
 Drawing Drawing is a metalworking process which uses tensile forces to stretch metal. It is broken up into two types: sheet metal drawing and wire, bar, and tube drawing. The specific definition for sheet
Drawing Drawing is a metalworking process which uses tensile forces to stretch metal. It is broken up into two types: sheet metal drawing and wire, bar, and tube drawing. The specific definition for sheet
All About Die Casting
 All About Die Casting FAQ Introduction Die casting is a versatile process for producing engineered metal parts by forcing molten metal under high pressure into reusable steel molds. These molds, called
All About Die Casting FAQ Introduction Die casting is a versatile process for producing engineered metal parts by forcing molten metal under high pressure into reusable steel molds. These molds, called
UNPACK & ASSEMBLY. Done! CAUTION! THE MILL WILL BE VERY HEAVY - GET ASSISTANCE Pepe Tools.
 PARTS DIAGRAM T Bar Height adjustment Wooden hand grip Height adjustment gears Frame Height adjustment screws Top roller End Gears cover Handle Brass Bushes (Each side) Bottom roller 4:1 Gearbox Mounting
PARTS DIAGRAM T Bar Height adjustment Wooden hand grip Height adjustment gears Frame Height adjustment screws Top roller End Gears cover Handle Brass Bushes (Each side) Bottom roller 4:1 Gearbox Mounting
A range of cutting & grinding solutions to meet your diverse needs
 TM A range of cutting & grinding solutions to meet your diverse needs Orient Orient Introduction Meeting SME industry requirements Traditionally, Orient Abrasives had a strong lineup of Vitrified and Organic
TM A range of cutting & grinding solutions to meet your diverse needs Orient Orient Introduction Meeting SME industry requirements Traditionally, Orient Abrasives had a strong lineup of Vitrified and Organic
BMM3643 Manufacturing Processes Metal Casting Processes (Expendable Mold & Permanent Mold)
") BMM3643 Manufacturing Processes Metal Casting Processes (Expendable Mold & Permanent Mold) by Dr Mas Ayu Bt Hassan Faculty of Mechanical Engineering masszee@ump.edu.my Chapter Information Lesson Objectives:
BMM3643 Manufacturing Processes Metal Casting Processes (Expendable Mold & Permanent Mold) by Dr Mas Ayu Bt Hassan Faculty of Mechanical Engineering masszee@ump.edu.my Chapter Information Lesson Objectives:
CANADIAN PLASTICS INDUSTRY ASSOCIATION
 CANADIAN PLASTICS INDUSTRY ASSOCIATION 1 2 TABLE OF CONTENTS PLASTICS: BUSINESS & TECHNOLOGY Pages 1-6 TEACHER S NOTES ACTIVITY CARDS Card N 0 MB-1 MB-2 MB-3 MB-4 MB-5 MB-6 MB-7 THE STRUCTURE OF THE PLASTIC
CANADIAN PLASTICS INDUSTRY ASSOCIATION 1 2 TABLE OF CONTENTS PLASTICS: BUSINESS & TECHNOLOGY Pages 1-6 TEACHER S NOTES ACTIVITY CARDS Card N 0 MB-1 MB-2 MB-3 MB-4 MB-5 MB-6 MB-7 THE STRUCTURE OF THE PLASTIC
MN Modelling Objects and Creating Manufacturing Strategy
 Abstract This document and the accompanying files describe the process of modelling a bell housing jig using the 3D software Catia V5. The manufacturing process by which the bell housing would be created
Abstract This document and the accompanying files describe the process of modelling a bell housing jig using the 3D software Catia V5. The manufacturing process by which the bell housing would be created
BESSEY Training BESSEY Tools North America Alvin Products: Lab Metal, Lab Solvent
 BESSEY Training BESSEY Tools North America Alvin Products: Lab Metal, Lab Solvent Page 1-1 Lab Metal A ready to use, aluminum filled metal repair, filler and patching compound. Easy to use Ready to use
BESSEY Training BESSEY Tools North America Alvin Products: Lab Metal, Lab Solvent Page 1-1 Lab Metal A ready to use, aluminum filled metal repair, filler and patching compound. Easy to use Ready to use
Design of Singe Impression Injection Mould for Lower Bearing Cover
 Design of Singe Impression Injection Mould for Lower Bearing Cover Vishwanath DC Student, M. Tech Government Tool Room and Training Centre Mysuru, India Abstract Injection moulding is one of the techniques
Design of Singe Impression Injection Mould for Lower Bearing Cover Vishwanath DC Student, M. Tech Government Tool Room and Training Centre Mysuru, India Abstract Injection moulding is one of the techniques
INSTALLATION, ASSEMBLY & OPERATIONAL MANUAL
 INSTALLATION, ASSEMBLY & OPERATIONAL MANUAL Dog Park Equipment Hill Climb, Balance Beam, Bridge Climb, Mini Hill Climb, Jump Hurdles, Tunnel House, Training Platform, Jump Balance Beam Safe Zone When installing
INSTALLATION, ASSEMBLY & OPERATIONAL MANUAL Dog Park Equipment Hill Climb, Balance Beam, Bridge Climb, Mini Hill Climb, Jump Hurdles, Tunnel House, Training Platform, Jump Balance Beam Safe Zone When installing
DOMESTIC MANUFACTURING MATTERS. SEE WHAT WE SHOULD DO TO SUPPORT IT.
 DOMESTIC MANUFACTURING MATTERS. SEE WHAT WE SHOULD DO TO SUPPORT IT. The Power of Domestic Manufacturing.... 2 Steel s Part in the Story.... 5 Risk to the American Worker.... 16 How Zekelman Supports Workers....
DOMESTIC MANUFACTURING MATTERS. SEE WHAT WE SHOULD DO TO SUPPORT IT. The Power of Domestic Manufacturing.... 2 Steel s Part in the Story.... 5 Risk to the American Worker.... 16 How Zekelman Supports Workers....
Pattern Design. Broken Edges. Patterns are generally made from wood however they can be made from metal, plastic or any number of other materials.
 Sand is a process that has been around for over 5000 years. The process itself is fairly simple. A pattern is pressed into a sand mould to leave an impression. The pattern is then removed and the impression
Sand is a process that has been around for over 5000 years. The process itself is fairly simple. A pattern is pressed into a sand mould to leave an impression. The pattern is then removed and the impression
Processes Advantages Disadvantages Identifying features Products
 Plastics Processes Plastics manufacturing processes are mostly mass production processes with high volumes of output. The high cost of machinery and tooling is offset by the speed and volume of production.
Plastics Processes Plastics manufacturing processes are mostly mass production processes with high volumes of output. The high cost of machinery and tooling is offset by the speed and volume of production.
 http://www.bls.gov/oco/ocos217.htm Assemblers and Fabricators Nature of the Work Training, Other Qualifications, and Advancement Employment Job Outlook Projections Data Earnings OES Data Related Occupations
http://www.bls.gov/oco/ocos217.htm Assemblers and Fabricators Nature of the Work Training, Other Qualifications, and Advancement Employment Job Outlook Projections Data Earnings OES Data Related Occupations
Think quality. Think global
 Think quality. Think global B.B. Investment Casting Manufactures : Precision Lost Wax Investment Castings (Feinguss - Micro Fusione) VISION THE COMPANY, AT A GLANCE At B.B. Investment Casting, we commit
Think quality. Think global B.B. Investment Casting Manufactures : Precision Lost Wax Investment Castings (Feinguss - Micro Fusione) VISION THE COMPANY, AT A GLANCE At B.B. Investment Casting, we commit
Processing of Non-Metals Prof. Dr. Inderdeep Singh Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee
 Processing of Non-Metals Prof. Dr. Inderdeep Singh Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee Module - 4 Plastics: Properties and Processing Lecture - 5
Processing of Non-Metals Prof. Dr. Inderdeep Singh Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee Module - 4 Plastics: Properties and Processing Lecture - 5
Rosava Engineering Pvt. Ltd.
 Rosava Engineering Pvt. Ltd. (An ISO 9001:2008 Certified Company) About US Welcome To ROSAVA ENGINEERING COMPANY Rosava Group was founded in 1965 in India. The tradition and progress here has always produced
Rosava Engineering Pvt. Ltd. (An ISO 9001:2008 Certified Company) About US Welcome To ROSAVA ENGINEERING COMPANY Rosava Group was founded in 1965 in India. The tradition and progress here has always produced
Centrifugal Casting Machine Company, Inc.
 Centrifugal Casting Machine Company, Inc. The world leader in centrifugal casting and permanent mold technology Est. 1940 Art the The Centrifugal Casting Machine Company, Inc. (CCMCO) is the established
Centrifugal Casting Machine Company, Inc. The world leader in centrifugal casting and permanent mold technology Est. 1940 Art the The Centrifugal Casting Machine Company, Inc. (CCMCO) is the established
Schematic set-up of sand molding / casting process
 UNIT I Casting Processes The casting process involves pouring of liquid metal in to a mold cavity and allowing it to solidify to obtain the final casting. The flow of molten metal into the mold cavity
UNIT I Casting Processes The casting process involves pouring of liquid metal in to a mold cavity and allowing it to solidify to obtain the final casting. The flow of molten metal into the mold cavity
FRANKLIN BRONZE PRECISION COMPONENTS
 FRANKLIN BRONZE PRECISION COMPONENTS FRANKLIN BRONZE PRECISION COMPONENTS AN AUTOMATED INVESTMENT CASTING FOUNDRY OFFERING TOOLING, MACHINING AND TECHNICAL EXPERTISE. DELIVERING HIGH-QUALITY, CONSISTENT
FRANKLIN BRONZE PRECISION COMPONENTS FRANKLIN BRONZE PRECISION COMPONENTS AN AUTOMATED INVESTMENT CASTING FOUNDRY OFFERING TOOLING, MACHINING AND TECHNICAL EXPERTISE. DELIVERING HIGH-QUALITY, CONSISTENT
TORLYS LEATHER PLANK INSTALLATION INSTRUCTIONS
 ENGLISH INSTRUCTIONS TORLYS LEATHER PLANK INSTALLATION INSTRUCTIONS Dear Customer, You have chosen a high quality TORLYS Leather floor, well suited for all residential application except bathrooms and
ENGLISH INSTRUCTIONS TORLYS LEATHER PLANK INSTALLATION INSTRUCTIONS Dear Customer, You have chosen a high quality TORLYS Leather floor, well suited for all residential application except bathrooms and
Computer-aided Casting Method Design, Simulation and Optimization
 Silver Jubilee Seminar Institute of Indian Foundrymen (Indore Chapter), 13 March 2008, Indore Computer-aided Casting Method Design, Simulation and Optimization Dr. B. Ravi, Professor Mechanical Engineering
Silver Jubilee Seminar Institute of Indian Foundrymen (Indore Chapter), 13 March 2008, Indore Computer-aided Casting Method Design, Simulation and Optimization Dr. B. Ravi, Professor Mechanical Engineering
THE INTERNATIONAL COMPETITIVENESS OF ECONOMIES IN TRANSITION THE UNTAPPED POTENTIAL: A CHALLENGE FOR BUSINESS AND GOVERNMENT BELARUS
 THE INTERNATIONAL COMPETITIVENESS OF ECONOMIES IN TRANSITION THE UNTAPPED POTENTIAL: A CHALLENGE FOR BUSINESS AND GOVERNMENT BELARUS NATIONAL COMPETITIVENESS ISSUES, CONSTRAINTS AND STRATEGIC IMPLICATIONS
THE INTERNATIONAL COMPETITIVENESS OF ECONOMIES IN TRANSITION THE UNTAPPED POTENTIAL: A CHALLENGE FOR BUSINESS AND GOVERNMENT BELARUS NATIONAL COMPETITIVENESS ISSUES, CONSTRAINTS AND STRATEGIC IMPLICATIONS
Manufacturing Processes - I Dr. D. B. Karunakar Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee
 Manufacturing Processes - I Dr. D. B. Karunakar Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee Lecture - 5 Metal Casting Good morning. In the earlier episodes,
Manufacturing Processes - I Dr. D. B. Karunakar Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee Lecture - 5 Metal Casting Good morning. In the earlier episodes,
Biomass Briquette Mold
 Biomass Briquette Mold Drawings and Assembly Compendium Round, Square, Stick, Cube & Chunk By Lee Hite and Dr. Zan Smith Published March 2012 Updated 8/3/2017 All Rights Reserved www.leehite.org Page 1
Biomass Briquette Mold Drawings and Assembly Compendium Round, Square, Stick, Cube & Chunk By Lee Hite and Dr. Zan Smith Published March 2012 Updated 8/3/2017 All Rights Reserved www.leehite.org Page 1
AR STAR INDUSTRIES CHINCHWAD PUNE MAHARASHTRA INDIA. Sample Project Report For Paper Cup Machine
 AR STAR INDUSTRIES CHINCHWAD PUNE MAHARASHTRA INDIA 1 Sample Project Report For Paper Cup Machine 1 2 INDEX SL.NO DESCRIPTION P.NO 1 Introduction 3 2 Market potential 4 3 Manufacturing process 6 4 Flow
AR STAR INDUSTRIES CHINCHWAD PUNE MAHARASHTRA INDIA 1 Sample Project Report For Paper Cup Machine 1 2 INDEX SL.NO DESCRIPTION P.NO 1 Introduction 3 2 Market potential 4 3 Manufacturing process 6 4 Flow
Manufacturing Processes - 1 Prof. Inderdeep Singh Department of Mechanical & Industrial Engineering Indian Institute of Technology, Roorkee
 Manufacturing Processes - 1 Prof. Inderdeep Singh Department of Mechanical & Industrial Engineering Indian Institute of Technology, Roorkee Module - 01 Lecture - 06 Swaging & Wire Drawing Very good morning
Manufacturing Processes - 1 Prof. Inderdeep Singh Department of Mechanical & Industrial Engineering Indian Institute of Technology, Roorkee Module - 01 Lecture - 06 Swaging & Wire Drawing Very good morning
INSTALLATION, OPERATION, LUBRICATION, AND MAINTENANCE OF NO. S B18 AND B24 SMOOTH ROLL CRUSHERS
 INSTALLATION, OPERATION, LUBRICATION, AND MAINTENANCE OF NO. S B18 AND B24 SMOOTH ROLL CRUSHERS I. INSTALLATION A. RIGID MOUNTING: Use two heavy WF or I-beams running parallel underneath at least eight
INSTALLATION, OPERATION, LUBRICATION, AND MAINTENANCE OF NO. S B18 AND B24 SMOOTH ROLL CRUSHERS I. INSTALLATION A. RIGID MOUNTING: Use two heavy WF or I-beams running parallel underneath at least eight
Sample Project Report For Paper Cup Machine
 1 Sample Project Report For Paper Cup Machine 1 2 INDEX SL.NO DESCRIPTION P.NO 1 Introduction 3 2 Market potential 4 3 Manufacturing process 6 4 Flow sheet diagram 7 5 About the promoter 8 6 Basis and
1 Sample Project Report For Paper Cup Machine 1 2 INDEX SL.NO DESCRIPTION P.NO 1 Introduction 3 2 Market potential 4 3 Manufacturing process 6 4 Flow sheet diagram 7 5 About the promoter 8 6 Basis and
MF9254 ADVANCES IN CASTING AND WELDING PROCESSES UNIT III RECENT TRENDS IN CASTING AND FOUNDRY LAYOUT
 MF9254 ADVANCES IN CASTING AND WELDING PROCESSES UNIT III RECENT TRENDS IN CASTING AND FOUNDRY LAYOUT Syllabus Shell moulding, precision investment casting, CO2 moulding, centrifugal casting, Die casting,
MF9254 ADVANCES IN CASTING AND WELDING PROCESSES UNIT III RECENT TRENDS IN CASTING AND FOUNDRY LAYOUT Syllabus Shell moulding, precision investment casting, CO2 moulding, centrifugal casting, Die casting,
MW&S STANDARD PROCEDURE
 FILE 1 of 6 SCOPE AND NATURE To provide for a uniform system of adjusting both jointed and welded rail for the prevention of buckling track where the rail was laid outside the preferred rail temperature
FILE 1 of 6 SCOPE AND NATURE To provide for a uniform system of adjusting both jointed and welded rail for the prevention of buckling track where the rail was laid outside the preferred rail temperature
METAL TECHNOLOGIES A GENERATION AHEAD
 METAL TECHNOLOGIES A GENERATION AHEAD THE LASER REVOLUTION Laser cutting has matured from a high-tech manufacturing process to a considerable common and popular manufacturing process today. Richinn Technology
METAL TECHNOLOGIES A GENERATION AHEAD THE LASER REVOLUTION Laser cutting has matured from a high-tech manufacturing process to a considerable common and popular manufacturing process today. Richinn Technology
(Refer Slide Time: 00:35)
") Fundamentals of Materials Processing (Part 1) Professor Shashank Shekhar Department of Materials Science and Engineering Indian Institute of Technology, Kanpur Lecture Number 02 Solidification (Casting)
Fundamentals of Materials Processing (Part 1) Professor Shashank Shekhar Department of Materials Science and Engineering Indian Institute of Technology, Kanpur Lecture Number 02 Solidification (Casting)
Ch 2: Manufacturing Operations
 Ch 2: Manufacturing Operations Learning Objectives: By the end of the lecture the student should be able to: Explain the difference between technological and economical definition of manufacturing. Properly
Ch 2: Manufacturing Operations Learning Objectives: By the end of the lecture the student should be able to: Explain the difference between technological and economical definition of manufacturing. Properly
Precision Folding Technology
 Precision Folding Technology Industrial Origami, Inc. Summary Nearly every manufacturing process has experienced dramatic improvements in accuracy and productivity as well as declining cost over the last
Precision Folding Technology Industrial Origami, Inc. Summary Nearly every manufacturing process has experienced dramatic improvements in accuracy and productivity as well as declining cost over the last
GENERAL OPERATIONAL PRECAUTIONS PRECAUTIONS ON USING DISC GRINDER
 GENERAL OPERATIONAL PRECAUTIONS WARNING! When using electric tools, basic safety precautions should always be followed to reduce the risk of fire, electric shock and personal injury, including the following.
GENERAL OPERATIONAL PRECAUTIONS WARNING! When using electric tools, basic safety precautions should always be followed to reduce the risk of fire, electric shock and personal injury, including the following.
ELECTRICAL NETWORKS SPECIFICATION TECHNICAL SPECIFICATION FOR A 230V/110V AND 400V/110V TRANSFORMER
 Approval Amendment Record Approval Date Version Description 03/05/2017 1 Initial issue PRINTOUT MAY NOT BE UP-TO-DATE; REFER TO METRO INTRANET FOR THE LATEST VERSION Page 1 of 13 Table of Contents 1. Purpose...
Approval Amendment Record Approval Date Version Description 03/05/2017 1 Initial issue PRINTOUT MAY NOT BE UP-TO-DATE; REFER TO METRO INTRANET FOR THE LATEST VERSION Page 1 of 13 Table of Contents 1. Purpose...
Materials & Processes in Manufacturing
 Materials & Processes in Manufacturing ME 151 Chapter 15 Multiple Use Mold Casting Processes 1 Introduction Expendable Molds - melting point materials and castings General shortcomings of the expendable-mold
Materials & Processes in Manufacturing ME 151 Chapter 15 Multiple Use Mold Casting Processes 1 Introduction Expendable Molds - melting point materials and castings General shortcomings of the expendable-mold
PAPER CUPS. Profile No.: 63 NIC Code: INTRODUCTION
 Profile No.: 63 NIC Code: 17092 PAPER CUPS 1. INTRODUCTION A paper cup is a disposable made out of paper and after lined with plastic or wax prevent liquid from leakage out or soaking by paper. Paper cups
Profile No.: 63 NIC Code: 17092 PAPER CUPS 1. INTRODUCTION A paper cup is a disposable made out of paper and after lined with plastic or wax prevent liquid from leakage out or soaking by paper. Paper cups
SHELL MOULDING & INVESTMENT CASTING
 SHELL MOULDING & INVESTMENT CASTING SHELL MOULDING Thisistheprocessinwhichthesandmixedwiththermosettingresinisallowedtocomein contact with the heated metallic pattern plate. This is done so that a thin
SHELL MOULDING & INVESTMENT CASTING SHELL MOULDING Thisistheprocessinwhichthesandmixedwiththermosettingresinisallowedtocomein contact with the heated metallic pattern plate. This is done so that a thin
Introduction to Waterjet
 Introduction to Waterjet Fastest growing machining process One of the most versatile machining processes Compliments other technologies such as milling, laser, EDM, plasma and routers True cold cutting
Introduction to Waterjet Fastest growing machining process One of the most versatile machining processes Compliments other technologies such as milling, laser, EDM, plasma and routers True cold cutting
Exploration of a Student Project in a Materials Processing Course
 Paper ID #8093 Exploration of a Student Project in a Materials Processing Course Prof. Somnath Chattopadhyay, Georgia Southern University c American Society for Engineering Education, 2013 EXPLORATION
Paper ID #8093 Exploration of a Student Project in a Materials Processing Course Prof. Somnath Chattopadhyay, Georgia Southern University c American Society for Engineering Education, 2013 EXPLORATION
A critical review on sand casting technology
 A critical review on sand casting technology DR. T.R. VIJAYARAM Prof., SMBS VIT University S and casting technology also known as sand molded casting process. It is a metal casting process characterized
A critical review on sand casting technology DR. T.R. VIJAYARAM Prof., SMBS VIT University S and casting technology also known as sand molded casting process. It is a metal casting process characterized
Experimental Evaluation of Metal Composite Multi Bolt Radial Joint on Laminate Level, under uni Axial Tensile Loading
 RESEARCH ARTICLE OPEN ACCESS Experimental Evaluation of Metal Composite Multi Bolt Radial Joint on Laminate Level, under uni Axial Tensile Loading C Sharada Prabhakar *, P Rameshbabu** *Scientist, Advanced
RESEARCH ARTICLE OPEN ACCESS Experimental Evaluation of Metal Composite Multi Bolt Radial Joint on Laminate Level, under uni Axial Tensile Loading C Sharada Prabhakar *, P Rameshbabu** *Scientist, Advanced
Swastik Technocast Limited
 An ISO-9001:2015 & ISO-14001:2015 Certified Co. PRECISION INVESTMENT & SAND CASTING UNIT About Us :- Founded in August-2007 and started production in January -2008. Swastik Technocast Limited is the premier
An ISO-9001:2015 & ISO-14001:2015 Certified Co. PRECISION INVESTMENT & SAND CASTING UNIT About Us :- Founded in August-2007 and started production in January -2008. Swastik Technocast Limited is the premier
International Foundry Congress and Exhibition December 5 th 6 th Lahore, Pakistan
 International Foundry Congress and Exhibition- 2006 December 5 th 6 th 2006 - Lahore, Pakistan Engineering Development Board (EDB) and Pakistan Foundry Association (PFA) jointly organized the first International
International Foundry Congress and Exhibition- 2006 December 5 th 6 th 2006 - Lahore, Pakistan Engineering Development Board (EDB) and Pakistan Foundry Association (PFA) jointly organized the first International
Korea s Industries in the World Market (Shares and Ranking)
") - 1 - - 2 - The Industrial Leader from an Unknown LDC in the 1960s Many think that HCI policies in the 70s established the basis of current Manufacturing-strong economy and HCI industries. Korea s Industries
- 1 - - 2 - The Industrial Leader from an Unknown LDC in the 1960s Many think that HCI policies in the 70s established the basis of current Manufacturing-strong economy and HCI industries. Korea s Industries