FRICTION NOISE CAUSED BY FRETTING UNDER GREASE LUBRICATION
|
|
|
- Stanley Hawkins
- 5 years ago
- Views:
Transcription
1 FRICTION NOISE CAUSED BY FRETTING UNDER GREASE LUBRICATION T. JIBIKI, M. SHIMA Department of Mechanical Engineering, Tokyo University of Mercantile Marine, 2-1-6, Etchujima, Koto-ku, Tokyo , JAPAN; H. AKITA, K. HATANO Technical Research Centre, Hitachi Construction Machinery Co. Ltd. 650, Kandatsu-machi, Tsuchiura City, Ibaragi Pref , JAPAN SUMMARY Fretting may be accompanied by friction noise and preventing or reducing it can be important for designers and operators. In this paper, such friction noise caused by a grease lubricated fretting contact is investigated, compared with the result of a non-lubricated fretting contact. A 0.45 % carbon steel (Hv730) and a mild steel (Hv240) are used as specimens with the crossed cylinder configuration. The lubrication grease used is a commercially available lithium soap grease in which MoS 2 powder is mixed. Fretting stroke is varied in the range µm, and a normal load and frequency are 19.6 N and 7.3 Hz respectively. In addition direct observation of the fretted area is made using an optical microscope, in order to examine the mechanism of fretting noise caused by the grease lubricated contact. For the experiment, fretting contact of a sapphire glass plate against a bearing steel ball is employed. The main results are as follows: the amount of grease supplied onto the fretting contact greatly affects the generation of friction noise, if enough amount of grease is supplied onto or around the fretted area, friction noise is never generated, however, a small amount of grease cannot prevent the generation of friction noise, and eventually leads to "Squeal noise" where sound level is high enough to bother operators. The fretting cycles at which friction noise starts to occur is affected by fretting stroke, the larger the stroke the lower the cycles. From the direct observation of the fretted area it is found that friction noise starts to occur at the cycles at which lubricating grease is almost expelled from the contacting surfaces and oxidized wear debris accumulates between the contacting surfaces and the behaviour after that is almost the same as the nonlubricated case. Keywords: Friction noise, Fretting wear, Direct observation, Grease lubrication, Wear debris 1 INTRODUCTION The aim of this study is to investigate friction noise caused by fretting under grease lubricated condition. Fretting is often accompanied by friction noise, and preventing or reducing such noise is considered to be important for designers or operators. We have developed a system which is able to measure and analyse friction noise under fretting contact, and investigated the influence of various parameters such as fretting stroke, frequency, relative humidity and wear amount on friction noise under non-lubricated condition [1]. From the results it has been shown that the generation of friction noise is strictly related to wear debris accumulated between the contacting surfaces, and that the generation of friction noise may be due to the change in the types of real contact points bearing a fraction of normal load. In addition, there are common features in relation to the generation of friction noise, that is, drastic reduction in coefficient of friction, selfexcited-vibration state, and negative gradient of coefficient of friction are seen without exception. It seems that no study (except for the paper) has been made on the generation of friction noise caused by fretting although a lot of studies have been reported on friction noise of disk and dram brakes, tire for automobile and wheel for railway [2-14]. In this paper, friction noise caused by fretting under grease lubrication is measured and analysed, which is much more important in industry. In general, lubricating fretted surfaces successfully with grease as well as oil is difficult because those lubricants are easily expelled from the fretted surfaces and re-infiltration of the lubricants is also hard, depending on fretting stroke and amount of lubricant existing around the fretted surfaces. [15]. Therefore it is valuable to examine the relationships between the generation of friction noise and both the fretting stroke and the amount of lubricant. In lubricated fretting, contact surface roughness may play an important role. Grease consists of thickening agent and base oil, sometimes including powder such as MoS 2 or additives, so it is interesting to know which substance plays a role in lubricating fretted surfaces. Taking these points into consideration, friction noise caused by grease lubricated fretting contact is measured and analysed, compared with the result of non-lubricated fretting contact. Based on the results and direct observation of lubricated fretting contact by an optical microscope, possible mechanism of the generation of friction noise is discussed.
2 2 EXPERIMENTAL 2.1 Apparatus Figure 1 shows a schematic diagram of the fretting apparatus. A driven specimen is attached to a cantilever, which is horizontally oscillated by a motor through a crank mechanism. A fixed specimen is attached to an upper holder. The test apparatus is covered with a chamber in order to control the relative humidity. Friction force is measured by four strain gages attached on two leaf springs of the upper holder. Relative stroke re between both specimens, which is peak to peak amplitude of tangential movement between the upper and lower specimens, is measured by an eddy current pick up. Friction noise is measured by a microphone and a sound level meter, which is able to measure up to a sound frequency of 8 khz. Both AC and DC output signals from the sound level meter are used for the analysis. Friction force, relative stroke between the specimens and friction noise is measured simultaneously during fretting. All the data of these signals are fed into a personal computer through A/D converters that are able to divide 0 to 10 V into 4096 numbers then are analysed. Fig.1: Schematic diagram of the fretting rig 2.2 Specimens Table 1 shows the details of specimens used for the fretting test. Both the fixed and driven specimens are cylindrical, 10 mm in diameter and 30 mm in length. The fixed specimen is a 0.45 % carbon steel quenched by high frequency heating (Hv730), and the driven one is a mild steel (240 Hv). Both specimens were finished within the range of the surface roughness R y 1.0 µm by grinding process. Table 2 shows the details of specimens used for the direct observation of one fretted area. The bearing steel ball is a commercially available one (SUJ2) with mirror finish. Fixed specimen (Upper specimen) Driven specimen (Lower specimen) 0.45% carbon steel quenched Hv730, R y 1.0μm Size : Φ10 30mm Mild steel Hv240, R y 1.0μm Size : Φ10 30mm Table1: Specimens (for crossed cylinders type test) Fixed specimen Sapphire glass plate (Upper specimen) Size : Φ30 5mm Driven specimen Bearing steel ball (Lower specimen) Size : Φ9.525mm Table2: Specimens (for direct observation test) 2.3 Lubricants Table 3 shows the lubricants used for the test. The grease is commercially available lithium soap grease in which MoS 2 powder is mixed. In addition to the grease, the same kind of lithium grease in which MoS 2 powder is not mixed is also used to examine the effect of the MoS 2 powder. To discuss the role of thickening agent in the lubricating fretted area the base oil only, which is the same oil as one contained in the grease, is also used. Type Base oil Viscosity of base oil Lithium soap grease Mineral oil mm 2 C mm 2 C Consistency 285(25, 60W) Additive MoS 2 powder Table3: Lubricants Fig. 2: Schematic illustration of direct observation of fretted area Figure 2 shows a schematic illustration of the direct observation of fretted area by an optical microscope. For the observation a sapphire glass plate on a bearing steel ball configuration is employed, and the fretted area is directly observed through the plate by an optical microscope during fretting. 2.4 Fretting test Table 4 shows the experimental conditions. The fretting tests were carried out with normal load 19.6 N, and up to 10 6 cycles in air. Fretting stroke, relative humidity and frequency are varied in the range µm, % RH and 7.3 Hz respectively. The grease is supplied to the fretted surfaces by the following methods. First, a small amount of grease is put on an optical flat plate, and one of the cylindrical specimens, around whose ends thin films are rolled, is rotated on the plate, then the grease film of about 3 µm in thickness is adhered to the specimen. If the grease
3 film of 6µm is needed for the experiment, such two specimens are contacted. For the case of the experiment under sufficient amount of grease lying on or around fretted surfaces, grease of the volume of 4 mm 3 is directly put on one of the specimens, and then contacted to the other specimen. The wave signals of the friction noise, together with coefficient of friction and relative stroke, are analysed by FFT analyser. The data sampling frequency of the A/D converter is 5 khz, and 4096 data per second can be stored into a memory. Fretting stroke µm Normal load 19.6 N Atmosphere Laboratory air, Grease lubrication Test duration Up to 10 6 cycles Frequency 7.3 Hz Temperature 294±2 K Relative humidity %RH Data sampling frequency 5 khz (4096data) Configuration Crossed cylinders, Ball on plate Table4: Experimental conditions 3 RESULTS 3.1 Typical results of measurements Coefficient of friction µ, and sound level of friction noise Lp were simultaneously measured during fretting. The typical examples are shown in Fig. 3(a) for the grease lubricated fretting and (b) for non-lubricated fretting. Under the lubricated condition, µ gradually increases and reaches the same level of non-lubricated case with some fluctuation. Friction noise gradually starts to occur at around 2000 fretting cycles, and finally reaches the same sound level of non-lubricated one. Some fretting cycles are needed to generate friction noise, which behaviour is similar to that of nonlubricated fretting while the fretting cycles to generate friction noise is rather larger than that of non-lubricated case. However, it is apparent that there is no direct relation between the value of µ and the generation of friction noise. Figures 4(a),(b) show µ, Lp and relative stroke re curves at around 5000 fretting cycles at which steadystate friction noise is generated, for lubricated and nonlubricated fretting, respectively. It is found that the friction noise starts to occur at the sliding position where µ drastically drops, and then continues until the end of the half fretting cycle, and that the self-excited vibration is occurring to the fretting device during the period, as shown in the displacement curve. Such behaviour is very similar to non-lubricated fretting. Friction noise taking place under the steady-state condition was examined by a FFT analysis. The results are shown in Figs. 5(a),(b). (a) S = 130 µm, G = 6 µm (b) S = 130 µm, G = 0 µm Fig. 3: µ and Lp plotted against fretting cycles N (a) S = 130 µm, G = 6 µm, N = 5000 cycles (b) S = 130 µm, G = 0 µm, N = 5000 cycles Fig.4: Curves of Lp, µ,and re
4 (a) S = 130 µm, G = 6 µm, N = 5000 cycles (b) S = 130 µm, G = 0 µm, N = 5000cycles Fig. 5: FFT analysis of Lp (a) S = 130 µm, G = 6 µm, N = 5000 cycles (b) S = 130 µm, G = 0 µm, N = 5000 cycles Fig. 6: FFT analysis of dl/dt (a) S = 65 µm, G = 6 µm (b) S = 200 µm, G = 6 µm Fig. 7: Influence of relative humidity on Ng and Lp The power of Lp is maximum at 1.3 khz, which is the same as that of non-lubricated fretting. This fact suggests that the mechanism of the generation of friction noise during grease lubricated fretting is basically the same as that of the non-lubricated fretting. The same result as the friction noise is also obtained for the power of sliding speed dl/dt, which is the differential calculus of displacement curve, as shown in Figs. 6(a), (b). This means that self-excited vibration is taking place in the fretting device during the generation of friction noise. 3.2 Influence of amount of grease supplied, fretting stroke and relative humidity Influences of amount of grease supplied to the fretted area, fretting stroke and relative humidity on the generation of friction noise were investigated. Figures 7(a), (b) show the influence of relative humidity on the fretting cycles N at which friction noise starts to occur, and sound level of friction noise Lp in a steady-state. From the results, it is found that the influence of the relative humidity on N is more marked for larger fretting stroke than for smaller, and that friction noise tends to be generated earlier at around 40 % RH. However, the sound level of friction noise Lp is hardly affected by relative humidity while Lp values themselves are larger for larger fretting stroke than for smaller. Figure 8 shows the influence of amount of grease supplied to the fretted area on the noise generation cycles Ng. It is apparent that the amount of grease greatly affects Ng, the more the amounts of grease the longer the Ng. The tendency was also seen in Figs. 7(a), (b). Especially friction noise is never generated at least until one million cycles in this experiment in the case of enough grease being present at or around the fretted surfaces. The fretting stroke also affects Ng, that is, friction noise is earlier generated with increasing the fretting stroke. 3.3 Direct observation of fretted area by optical microscope The fretted surfaces lubricated by the grease were observed by an optical microscope to examine the morphology of the surfaces and the behaviour of the grease being present at or around the fretted surfaces,
5 using a sapphire glass plate contacting with a bearing steel ball. The coefficient of friction µ during fretting is shown in Figs. 9(a), (b). Those values are relatively low during all the fretting cycles when enough grease is supplied at or around the fretted surfaces (symbolised by G = 4 mm 3 ), especially consistently low, about 0.1 in the case of the fretting stroke 200 µm. Those values are also low at the early stage of fretting in the case of the grease amount of 3 µm in thickness, however they eventually go up and reach the values of non-lubricated fretting. (a) S = 65 µm (b) S = 200 µm Fig. 9 Relationship between µ and N The series of photographs of the same fretted surfaces are shown in Figs. 10(a),(b),(c) for the fretting tests made with fretting stroke 200 µm. In the non-lubricated fretting oxide wear debris start to occur at only several hundred fretting cycles and the fretted area gradually increases (Fig.10(a)). In the grease lubricated fretting with 3 µm in thickness about 4000 fretting cycles are necessary for such debris to be generated, and after around cycles the fretted area starts to grow gradually (Fig.10(b)). The appearance of the fretted surfaces at this stage is very similar to that of non-lubricated fretting. Loose wear debris are also present between the contacting surfaces, which are often agglomerated. On the other hand in the case of enough grease being supplied to the surfaces (Fig.10(c)), the appearance is quite different from the non-lubricated one, wear debris hardly take place and the fretted area never grows during the whole cycles of fretting. Almost the same behaviour was also seen in the case of small fretting stroke (65 µm). 4 DISCUSSION 4.1 Possible mechanism of generation of friction noise Based on the results described above, possible mechanism of friction noise caused by fretting under the grease lubrication is discussed. From Fig. 3(a) friction noise starts to occur at the stage where coefficient of friction becomes comparable with nonlubricated. This fact shows that friction noise is generated after the lubricating grease is almost expelled from the contacting surfaces and dry contact takes place. In such situation the appearance of the fretted surfaces is very similar to that of non-lubricated, as shown in Figs. 11(a), (b). Thus the possible mechanism of friction noise under the grease lubricated condition may be basically the same as that under non-lubricated condition, while noise generation cycles Ng is dependent on amount of grease supplied. The analysis of friction noise curves by FFT (Figs. 5 and 6) also suggests this assumption. The authors have already presented a possible mechanism of generating friction noise in dry condition [1]. The mechanism can be summarized as follows: various types of real contact bearing a load, which possess different coefficient of friction with each other, are generated during fretting, and if a drastic reduction in average coefficient of friction over the contacting surfaces occurs, resulting from the changes in dominant types of real contact points, it can act as a trigger to release an elastic strain energy stored in the fretting system, and to generate friction noise. Such a drastic reduction in coefficient of friction resulting in the generation of friction noise, was also seen in the case of grease lubricated fretting as shown in Fig. 4(a).
 105 cycles")
 106")

 S = 130")
 S =")


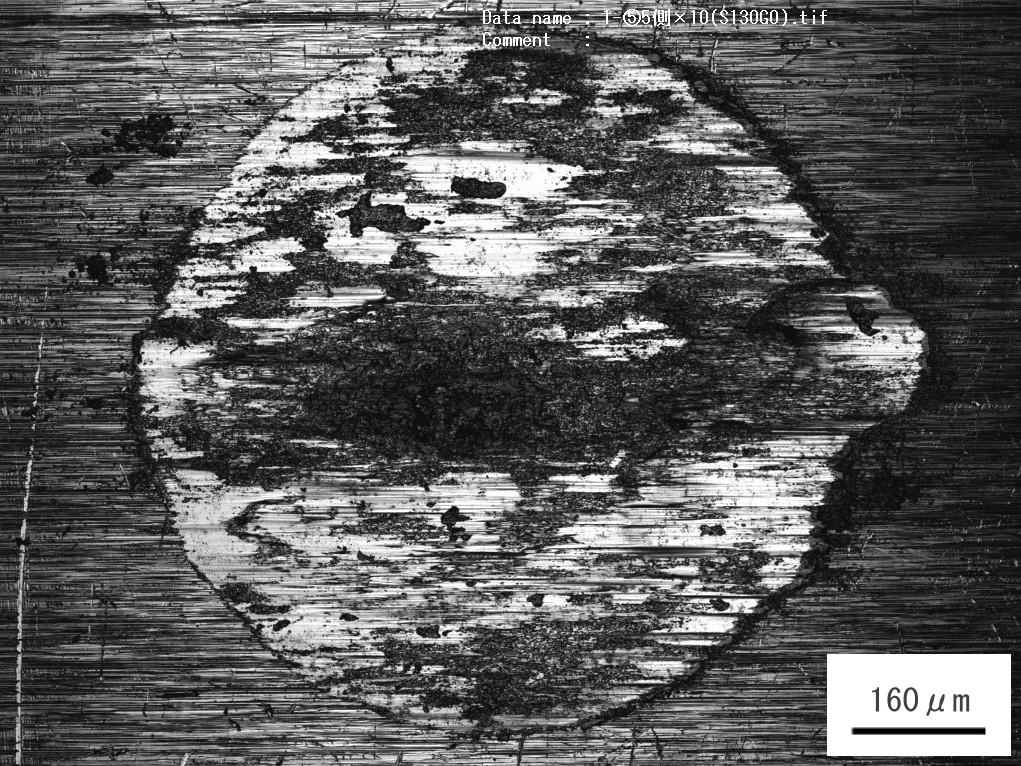
6 (1) 103 cycles (2) 104 cycles (3) 105 cycles (a)g = 0 µm (1) 103 cycles (2) 104 cycles (3) 105 cycles (b) G = 3 µm (1) 103 cycles (2) 104 cycles (3) 106 cycles (c) G = 4 mm3 Fig. 10: Direct observation of fretted surfaces (a) S = 130 µm, G = 6 µm, after cycles (b) S = 130 µm, G = 0 µm, after cycles Fig. 11: Appearance of wear scar (0.45 % carbon steel)
7 (a) Sufficient amount of grease (b) Small amount of grease Fig. 12: Possible mechanism 4.2 Fretting mechanism under grease lubricated condition Discussing the mechanism of friction noise caused by grease lubricated fretting may result in discussing the fretting mechanism under grease lubricated condition, that is, the mechanism of grease penetration into and the expulsion from the fretted area. Amount of grease supplied onto the fretted surfaces and fretting stroke greatly affect fretting behaviour. Sufficient amount of grease well lubricates the fretted surfaces as shown in Fig. 8, and the fretting damage hardly occurs over total cycles of fretting (Fig. 10(c)). On the other hand small amount of grease is effective for early stage of fretting, however it is gradually expelled from the fretted surfaces and eventually dry contact results. Figures 12(a), (b) are the illustration showing a fretting mechanism under grease lubricated condition. If enough amount of grease exists around the fretted surfaces, certain amount of grease can be dragged into the fretted surfaces with fretting motion. As the result some amount of grease can be always present on one of the fretted surfaces. If the fretting stroke is large in comparison with the diameter of the contact region some fraction of the grease can penetrate the contacting surfaces to be in boundary lubrication. However, even if some grease is present on the surface, the contacting surfaces fretted with small fretting stroke may be difficult to be in boundary lubrication because the grease cannot infiltrate into the contacting surfaces. The result of Fig. 9(a) supports the assumption. On the other hand, in the case of only a small amount of grease lying around the fretted surfaces supplying grease to the fretted surfaces is difficult. Thus, once grease lying on the initial fretted surfaces is expelled with wear debris from the surfaces, the contacting surfaces result in being under nonlubricated condition. The grease consists of thickening agent, base oil and MoS 2 powder, so it is important to know which substance plays a role in lubricating the fretted surfaces. In order to examine this point additional experiments were conducted with several lubricants such as the base oil which is the same oil as that contained in the grease, MoS 2 mixed base oil, Lithium soap grease without MoS 2 and dry MoS 2 powder only. Two kinds of grease were supplied to the fretted surfaces with 6μm in thickness, and two kinds of oil were applied to make a small meniscus between the contacting surfaces. The dry MoS 2 powder was applied to form the thin films on the fretted surfaces. The results are shown in Figs. 13(a), (b). It is found that two kinds of oil are very effective to lower the coefficient of friction and to prevent friction noise and that MoS 2 powder mixed in lithium soap grease does not play any role in lubricating the fretted surfaces. These facts mean that the base oil contained in grease mainly functions as a lubricant for the fretting and that MoS 2 powder does not play an important role in fretting if the powder cannot penetrate into the fretted surfaces with oil flow while the powder originally lying on the fretted surfaces plays certain role in fretting. Small "oil pools" formed on the fretted surfaces, for example, those formed by shot peening is very effective to prevent friction noise, as shown in Fig. 14. The coefficient of friction fluctuates, but friction noise never occurs during fretting. This may be due to "oil pools" effect from which small amount of grease is gradually dragged out to the fretted surfaces by fretting.
8 (a) Noise generation cycles Ng 3) In the case of sufficient amount of grease, the friction noise is never generated during whole fretting, because the 4) grease around the fretted surfaces is gradually supplied into the contacting surfaces with fretting action. The coefficient of friction µ is constantly low and fretting wear hardly occurs. 5) Very small holes lying on fretted surfaces such as those by shot-peening form oil pools, and are effective to prevent the friction noise. They gradually supply the lubricants to the fretted surfaces. 6) Under the grease lubricated fretting condition, base oil separated from the grease may play an important role in lubrication. 7) MoS 2 powder is effective, only when it flows into the contacting surfaces, with base oil. 8) Relative humidity greatly affects the generation of friction noise, not only under non-lubricated fretting but also under grease lubricated fretting. 6 ACKNOWLEDGEMENTS (b) Coefficient of friction µ Fig. 13: Effect of some kinds of lubricants Fig. 14: Effect of shot peening (S = 65 µm, G = 6 µm) 5 CONCLUSIONS Friction noise caused by grease lubricated fretting contact was investigated, and compared with the results of non-lubricated fretting contact, using direct observation of fretted surfaces by an optical microscope. The following conclusions were obtained. 1) The generation of friction noise under grease lubricated condition is greatly affected by the amount of grease supplied and fretting stroke. 2) In the case of a small amount of grease, friction noise similar to that of non-lubricated fretting generates, because once the grease is expelled from thecontacting surfaces, it cannot be supplied from around the fretted contact. The worn surfaces are basically the same as those of non-lubricated fretting. We would like to express our appreciation to Prof. R. B. Waterhouse of Nottingham University for many helpful suggestions and discussions. 7 REFERENCES [1] Jibiki T., Shima M., Akita H., and Tamura M., Wear of Materials 2001 (to be published). [2] Inoue M., Journal of Japan Society of Mechanical Engineering, (C), 51, 466 (1985) [3] Ohta K., Kagawa K., Eto T., and Nishikawa S., Journal of Japan Society of Mechanical Engineering, (C), 50, 457 (1984) [4] Okamura H. and Nishiwaki M., Journal of Jap.Soc. of Mech. Engineering, (C), 54, 497 (1988) [5] Senda T., Nakai M., Yokoi M. and Chiba Y., Journal of Japan Society of Mechanical Engineering, (C), 50, 449 (1984) [6] Nakai M., Chiba Y. and Yokoi M., Journ. of Jap. Soc. of Mech. Eng., (C), 47, 423 (1981) [7] Fosberry R. A. C. and Holubechi, Z., MIRA Report, 1957/3. [8] Lnag A. M. and Smales, H., I Mech E. C 37/83 (1983) 223. [9] Felske A., et al, SAE paper (1978). [10] Eales S. W. E., SAE paper (1977). [11] Millner N., SAE paper (1978). [12] Miller N., Loughborouugh, Paper C 39/76, London (1977). [13] Lamb H., London Mathematical Society, (1888). [14] Stappenbeck H., VDI-Z, 96-6, (1954), 171. [15] Shima M., Suetake H., McColl I. R., Waterhouse R. B., and Takeuchi M., Wear 210 (1997)
Fretting Wear Failures In Bearing Steel EN31 Mated Against Structural Steel EN 24
 Fretting Wear Failures In Bearing Steel EN31 Mated Against Structural Steel EN 24 R Ramesh and R Gnanamoorthy Department of Mechanical Engineering Indian Institute of Technology Madras CHENNAI 600 036
Fretting Wear Failures In Bearing Steel EN31 Mated Against Structural Steel EN 24 R Ramesh and R Gnanamoorthy Department of Mechanical Engineering Indian Institute of Technology Madras CHENNAI 600 036
JDT EFFECT OF GRINDING WHEEL LOADING ON FORCE AND VIBRATION
 JDT-012-2014 EFFECT OF GRINDING WHEEL LOADING ON FORCE AND VIBRATION R. Anbazhagan 1, Dr.J.Hameed Hussain 2, Dr.V.Srinivasan 3 1 Asso.Professor, Department of Automobile Engineering, Bharath University,
JDT-012-2014 EFFECT OF GRINDING WHEEL LOADING ON FORCE AND VIBRATION R. Anbazhagan 1, Dr.J.Hameed Hussain 2, Dr.V.Srinivasan 3 1 Asso.Professor, Department of Automobile Engineering, Bharath University,
FINITE ELEMENT SIMULATIONS OF THE EFFECT OF FRICTION COEFFICIENT IN FRETTING WEAR
 Proceedings of the 5 th International Conference on Fracture Fatigue and Wear, pp. 58-63, 216 FINITE ELEMENT SIMULATIONS OF THE EFFECT OF FRICTION COEFFICIENT IN FRETTING WEAR T. Yue and M. Abdel Wahab
Proceedings of the 5 th International Conference on Fracture Fatigue and Wear, pp. 58-63, 216 FINITE ELEMENT SIMULATIONS OF THE EFFECT OF FRICTION COEFFICIENT IN FRETTING WEAR T. Yue and M. Abdel Wahab
Preliminary study of the vibration displacement measurement by using strain gauge
 Songklanakarin J. Sci. Technol. 32 (5), 453-459, Sep. - Oct. 2010 Original Article Preliminary study of the vibration displacement measurement by using strain gauge Siripong Eamchaimongkol* Department
Songklanakarin J. Sci. Technol. 32 (5), 453-459, Sep. - Oct. 2010 Original Article Preliminary study of the vibration displacement measurement by using strain gauge Siripong Eamchaimongkol* Department
Development of Grinding Simulation based on Grinding Process
 TECHNICAL PAPER Development of Simulation based on Process T. ONOZAKI A. SAITO This paper describes grinding simulation technology to establish the generating mechanism of chatter and grinding burn. This
TECHNICAL PAPER Development of Simulation based on Process T. ONOZAKI A. SAITO This paper describes grinding simulation technology to establish the generating mechanism of chatter and grinding burn. This
ROOP LAL Unit-6 Lathe (Turning) Mechanical Engineering Department
 Mechanical Engineering Department") Notes: Lathe (Turning) Basic Mechanical Engineering (Part B) 1 Introduction: In previous Lecture 2, we have seen that with the help of forging and casting processes, we can manufacture machine parts of
Notes: Lathe (Turning) Basic Mechanical Engineering (Part B) 1 Introduction: In previous Lecture 2, we have seen that with the help of forging and casting processes, we can manufacture machine parts of
Development of a Vibration Measurement Method for Cryocoolers
 REVTEX 3.1 Released September 2 Development of a Vibration Measurement Method for Cryocoolers Takayuki Tomaru, Toshikazu Suzuki, Tomiyoshi Haruyama, Takakazu Shintomi, Akira Yamamoto High Energy Accelerator
REVTEX 3.1 Released September 2 Development of a Vibration Measurement Method for Cryocoolers Takayuki Tomaru, Toshikazu Suzuki, Tomiyoshi Haruyama, Takakazu Shintomi, Akira Yamamoto High Energy Accelerator
High-Speed Video Analysis of Two-Dimensional Movement of Objects onto Fine Beads
 High-Speed Video Analysis of Two-Dimensional Movement of Objects onto Fine Beads Minoru SATO minoru@tokai.ac.jp School of Science, Tokai University, 4-1-1 Kitakaname, Hiratsuka, Kanagawa, 259-1292, Japan.
High-Speed Video Analysis of Two-Dimensional Movement of Objects onto Fine Beads Minoru SATO minoru@tokai.ac.jp School of Science, Tokai University, 4-1-1 Kitakaname, Hiratsuka, Kanagawa, 259-1292, Japan.
Finite Element Modeling of Early Stage Self-loosening of Bolted Joints Haoliang Xu 1, a, Lihua Yang 1, b,, Lie Yu 1,2, c
 International Conference on Information Sciences, Machinery, Materials and Energy (ICISMME 2015) Finite Element Modeling of Early Stage Self-loosening of Bolted Joints Haoliang Xu 1, a, Lihua Yang 1, b,,
International Conference on Information Sciences, Machinery, Materials and Energy (ICISMME 2015) Finite Element Modeling of Early Stage Self-loosening of Bolted Joints Haoliang Xu 1, a, Lihua Yang 1, b,,
1272. Phase-controlled vibrational laser percussion drilling
 1272. Phase-controlled vibrational laser percussion drilling Chao-Ching Ho 1, Chih-Mu Chiu 2, Yuan-Jen Chang 3, Jin-Chen Hsu 4, Chia-Lung Kuo 5 National Yunlin University of Science and Technology, Douliou,
1272. Phase-controlled vibrational laser percussion drilling Chao-Ching Ho 1, Chih-Mu Chiu 2, Yuan-Jen Chang 3, Jin-Chen Hsu 4, Chia-Lung Kuo 5 National Yunlin University of Science and Technology, Douliou,
inter.noise 2000 The 29th International Congress and Exhibition on Noise Control Engineering August 2000, Nice, FRANCE
 Copyright SFA - InterNoise 2000 1 inter.noise 2000 The 29th International Congress and Exhibition on Noise Control Engineering 27-30 August 2000, Nice, FRANCE I-INCE Classification: 2.5 SOUND-BASED METHOD
Copyright SFA - InterNoise 2000 1 inter.noise 2000 The 29th International Congress and Exhibition on Noise Control Engineering 27-30 August 2000, Nice, FRANCE I-INCE Classification: 2.5 SOUND-BASED METHOD
Roughing vs. finishing
 Finishing methods Roughing vs. finishing Roughing removing material as fast as possible, without special demands on surface and low demand on precision high Q, high IT, high Ra Finishing making final surface
Finishing methods Roughing vs. finishing Roughing removing material as fast as possible, without special demands on surface and low demand on precision high Q, high IT, high Ra Finishing making final surface
EXPERIMENTAL INVESTIGTION OF THE FRETTING PHENOMENON-DEPENDENCE OF NUMBERS CYCLES
 EXPERIMENTAL INVESTIGTION OF THE FRETTING PHENOMENON-DEPENDENCE OF NUMBERS CYCLES ŞTEFAN GHIMIŞI, Constantin Brâncuşi University of Târgu Jiu, Romania,ghimisi@utgjiu.ro Abstract: Fretting damage is often
EXPERIMENTAL INVESTIGTION OF THE FRETTING PHENOMENON-DEPENDENCE OF NUMBERS CYCLES ŞTEFAN GHIMIŞI, Constantin Brâncuşi University of Târgu Jiu, Romania,ghimisi@utgjiu.ro Abstract: Fretting damage is often
Development of Shock Acceleration Calibration Machine in NMIJ
 IMEKO 20 th TC3, 3 rd TC16 and 1 st TC22 International Conference Cultivating metrological knowledge 27 th to 30 th November, 2007. Merida, Mexico. Development of Shock Acceleration Calibration Machine
IMEKO 20 th TC3, 3 rd TC16 and 1 st TC22 International Conference Cultivating metrological knowledge 27 th to 30 th November, 2007. Merida, Mexico. Development of Shock Acceleration Calibration Machine
Fretting Fatigue of Slot-dovetails in Turbo-generator Rotor
 Fretting Fatigue of Slot-dovetails in Turbo-generator Rotor (From O&M Issues Discussed in Recent EPRI Meetings) H. Ito Toshiba Corporation 1-1-1, Shibaura, Minato-Ku, Tokyo, 105-8001 Japan Abstract-This
Fretting Fatigue of Slot-dovetails in Turbo-generator Rotor (From O&M Issues Discussed in Recent EPRI Meetings) H. Ito Toshiba Corporation 1-1-1, Shibaura, Minato-Ku, Tokyo, 105-8001 Japan Abstract-This
Testing of friction properties of fasteners
 2018-02-13 Sida 1 (31) Testing of friction properties of fasteners Contents 1 Introduction 2 2 Scope 2 3 Terms and definitions 3 4 Structure of evaluation of friction properties 5 5 Cleaning of test parts
2018-02-13 Sida 1 (31) Testing of friction properties of fasteners Contents 1 Introduction 2 2 Scope 2 3 Terms and definitions 3 4 Structure of evaluation of friction properties 5 5 Cleaning of test parts
USING PIV ON THE SPLASH WATER IN A PELTON TURBINE
 USING PIV ON THE SPLASH WATER IN A PELTON TURBINE B.List, J.Prost, H.-B. Matthias Institute for Waterpower and Pumps Vienna University of Technology 1040 Wien, Austria Abstract: At the Institute for Waterpower
USING PIV ON THE SPLASH WATER IN A PELTON TURBINE B.List, J.Prost, H.-B. Matthias Institute for Waterpower and Pumps Vienna University of Technology 1040 Wien, Austria Abstract: At the Institute for Waterpower
EHD2. Ultra Thin Film Measurement System
 EHD2 Ultra Thin Film Measurement System A fully automated bench top, computer controlled instrument for film thickness measurements of lubricants in the elastohydrodynamic (EHD) lubricating regime EHD2
EHD2 Ultra Thin Film Measurement System A fully automated bench top, computer controlled instrument for film thickness measurements of lubricants in the elastohydrodynamic (EHD) lubricating regime EHD2
CONCEPTUAL DESIGN OF A FRETTING FATIGUE TESTING DEVICE
 CONCEPTUAL DESIGN OF A FRETTING FATIGUE TESTING DEVICE N. Borms 1, D. De Schamphelaere 1, J. De Pauw 2, P. De Baets 2, W. De Waele 2 2 1 Ghent University, Belgium Ghent University, Laboratory Soete, Belgium
CONCEPTUAL DESIGN OF A FRETTING FATIGUE TESTING DEVICE N. Borms 1, D. De Schamphelaere 1, J. De Pauw 2, P. De Baets 2, W. De Waele 2 2 1 Ghent University, Belgium Ghent University, Laboratory Soete, Belgium
StringTone Testing and Results
 StringTone Testing and Results Test Objectives The purpose of this audio test series is to determine if topical application of StringTone to strings of electric and acoustic musical instruments is effective
StringTone Testing and Results Test Objectives The purpose of this audio test series is to determine if topical application of StringTone to strings of electric and acoustic musical instruments is effective
Accessories for the Model 920 Lapping and Polishing Machine
 Accessories for the Model 920 Lapping and Machine Applications Laboratory Report Introduction polishing is a common practice in many materials preparation laboratories. Instrumentation for materials processing
Accessories for the Model 920 Lapping and Machine Applications Laboratory Report Introduction polishing is a common practice in many materials preparation laboratories. Instrumentation for materials processing
Researches regarding the superfinishing on flat and cylindrical surfaces of gear pump pinions
 Researches regarding the superfinishing on flat and cylindrical surfaces of gear pump pinions BADEA LEPADATESCU ANISOR NEDELCU Department of Engineering Manufacturing Transilvania University of Brasov,
Researches regarding the superfinishing on flat and cylindrical surfaces of gear pump pinions BADEA LEPADATESCU ANISOR NEDELCU Department of Engineering Manufacturing Transilvania University of Brasov,
Factors Affecting Pre-Tension and Load Carrying Capacity in Rockbolts - A Review of Fastener Design
 University of Wollongong Research Online Coal Operators' Conference Faculty of Engineering and Information Sciences 2018 Factors Affecting Pre-Tension and Load Carrying Capacity in Rockbolts - A Review
University of Wollongong Research Online Coal Operators' Conference Faculty of Engineering and Information Sciences 2018 Factors Affecting Pre-Tension and Load Carrying Capacity in Rockbolts - A Review
Берг АБ Тел. (495) , факс (495)
 , факс (495)") www.bergab.ru Берг АБ bergab@ya.ru Тел. (49)-8-06-1, факс (49) 3-3071 TOPBALL PRODUCTS SLIDE BUSH SLIDE UNIT H-1 www.bergab.ru Берг АБ bergab@ya.ru Тел. (49)-8-06-1, факс (49) 3-3071 www.bergab.ru Берг
www.bergab.ru Берг АБ bergab@ya.ru Тел. (49)-8-06-1, факс (49) 3-3071 TOPBALL PRODUCTS SLIDE BUSH SLIDE UNIT H-1 www.bergab.ru Берг АБ bergab@ya.ru Тел. (49)-8-06-1, факс (49) 3-3071 www.bergab.ru Берг
SURFACE RECONDITIONING NANO-LUBRICANTS
 SURFACE RECONDITIONING NANO-LUBRICANTS 1 Delo 6130 CFO SAE 20W40 Done by: Larissa Drangai Dr. Mark Lubarsky 2 Delo 6130 CFO engine oil In this document is consolidated 4-balls EP and AW performed on following
SURFACE RECONDITIONING NANO-LUBRICANTS 1 Delo 6130 CFO SAE 20W40 Done by: Larissa Drangai Dr. Mark Lubarsky 2 Delo 6130 CFO engine oil In this document is consolidated 4-balls EP and AW performed on following
Steam Generator Tubing Inspection
 6th International Conference on NDE in Relation to Structural Integrity for Nuclear and Pressurized Components October 27, Budapest, Hungary For more papers of this publication click: www.ndt.net/search/docs.php3?mainsource=7
6th International Conference on NDE in Relation to Structural Integrity for Nuclear and Pressurized Components October 27, Budapest, Hungary For more papers of this publication click: www.ndt.net/search/docs.php3?mainsource=7
MANUFACTURING TECHNOLOGY
 MANUFACTURING TECHNOLOGY UNIT IV SURFACE FINISHING PROCESS Grinding Grinding is the most common form of abrasive machining. It is a material cutting process which engages an abrasive tool whose cutting
MANUFACTURING TECHNOLOGY UNIT IV SURFACE FINISHING PROCESS Grinding Grinding is the most common form of abrasive machining. It is a material cutting process which engages an abrasive tool whose cutting
Prediction of Defects in Antifriction Bearings using Vibration Signal Analysis
 Prediction of Defects in Antifriction Bearings using Vibration Signal Analysis M Amarnath, Non-member R Shrinidhi, Non-member A Ramachandra, Member S B Kandagal, Member Antifriction bearing failure is
Prediction of Defects in Antifriction Bearings using Vibration Signal Analysis M Amarnath, Non-member R Shrinidhi, Non-member A Ramachandra, Member S B Kandagal, Member Antifriction bearing failure is
SEMI MAGNETIC ABRASIVE MACHINING
 4 th International Conference on Mechanical Engineering, December 26-28, 21, Dhaka, Bangladesh/pp. V 81-85 SEMI MAGNETIC ABRASIVE MACHINING P. Jayakumar Priyadarshini Engineering College, Vaniyambadi 635751.
4 th International Conference on Mechanical Engineering, December 26-28, 21, Dhaka, Bangladesh/pp. V 81-85 SEMI MAGNETIC ABRASIVE MACHINING P. Jayakumar Priyadarshini Engineering College, Vaniyambadi 635751.
Evaluation of RBD Palm Stearin as an Extrusion Lubricant of Aluminum Alloy 5083
 Proceedings of the 12th International Conference on Aluminium Alloys, September 5-9, 2010, Yokohama, Japan 2010 The Japan Institute of Light Metals pp. 560-565 560 Evaluation of RBD Palm Stearin as an
Proceedings of the 12th International Conference on Aluminium Alloys, September 5-9, 2010, Yokohama, Japan 2010 The Japan Institute of Light Metals pp. 560-565 560 Evaluation of RBD Palm Stearin as an
Technical Approach for Preventing Thermal Distortion in Machine Tools
 TECHNICAL REPORT Technical Approach for Preventing Thermal Distortion in Machine Tools Y. KUBO Thermal distortion in machine tools greatly affects the dimensional tolerances of workpieces and causes various
TECHNICAL REPORT Technical Approach for Preventing Thermal Distortion in Machine Tools Y. KUBO Thermal distortion in machine tools greatly affects the dimensional tolerances of workpieces and causes various
Method of Determining Effect of Heat on Mortar by Using Aerial Ultrasonic Waves with Finite Amplitude
 Proceedings of 20 th International Congress on Acoustics, ICA 2010 23-27 August 2010, Sydney, Australia Method of Determining Effect of Heat on Mortar by Using Aerial Ultrasonic Waves with Finite Amplitude
Proceedings of 20 th International Congress on Acoustics, ICA 2010 23-27 August 2010, Sydney, Australia Method of Determining Effect of Heat on Mortar by Using Aerial Ultrasonic Waves with Finite Amplitude
2.5D Finite Element Simulation Eddy Current Heat Exchanger Tube Inspection using FEMM
 Vol.20 No.7 (July 2015) - The e-journal of Nondestructive Testing - ISSN 1435-4934 www.ndt.net/?id=18011 2.5D Finite Element Simulation Eddy Current Heat Exchanger Tube Inspection using FEMM Ashley L.
Vol.20 No.7 (July 2015) - The e-journal of Nondestructive Testing - ISSN 1435-4934 www.ndt.net/?id=18011 2.5D Finite Element Simulation Eddy Current Heat Exchanger Tube Inspection using FEMM Ashley L.
Seal Mechanism of Tip Seal in Scroll Compressor
 Purdue University Purdue e-pubs International Compressor Engineering Conference School of Mechanical Engineering 214 Seal Mechanism of Tip Seal in Scroll Compressor Mitsuhiro Fukuta Shizuoka University,
Purdue University Purdue e-pubs International Compressor Engineering Conference School of Mechanical Engineering 214 Seal Mechanism of Tip Seal in Scroll Compressor Mitsuhiro Fukuta Shizuoka University,
PERFECT SURFACES WORLDWIDE
 A WELCOME FROM THE TECHNOLOGY LEADER in mass finishing Proverbial ingenuity, coupled with German efficiency and a love of perfection, are the best qualifications for developing successful ways of creating
A WELCOME FROM THE TECHNOLOGY LEADER in mass finishing Proverbial ingenuity, coupled with German efficiency and a love of perfection, are the best qualifications for developing successful ways of creating
Wire and pipe drawing
 Wire and pipe drawing Overview Wire drawing application deformations, drawing speeds and forces equipmentm dies and die materials Tube drawing tube drawing processes Strain and drawing force Drawing tools
Wire and pipe drawing Overview Wire drawing application deformations, drawing speeds and forces equipmentm dies and die materials Tube drawing tube drawing processes Strain and drawing force Drawing tools
School of Mechanical Engineering, Chengdu Textile College, Chengdu , P. R. China
 6th International Conference on Mechatronics, Materials, Biotechnology and Environment (ICMMBE 2016) Experimental analysis of frequency on tensile-compressive fretting fatigue behaviour of Al-Zn-Mg alloy
6th International Conference on Mechatronics, Materials, Biotechnology and Environment (ICMMBE 2016) Experimental analysis of frequency on tensile-compressive fretting fatigue behaviour of Al-Zn-Mg alloy
CONDITION MONITORING OF THRUST BALL BEARINGS USING CONTINUOUS AE
 Czech Society for Nondestructive Testing 32 nd European Conference on Acoustic Emission Testing Prague, Czech Republic, September 07-09, 2016 CONDITION MONITORING OF THRUST BALL BEARINGS USING CONTINUOUS
Czech Society for Nondestructive Testing 32 nd European Conference on Acoustic Emission Testing Prague, Czech Republic, September 07-09, 2016 CONDITION MONITORING OF THRUST BALL BEARINGS USING CONTINUOUS
CHAPTER 3- MECHANICS OF GRINDING
 CHAPTER 3- MECHANICS OF GRINDING LEARNING OBJECTIVES To derive an expression for uncut chip thickness in Surface grinding To derive an expression for uncut chip thickness in cylindrical grinding To understand
CHAPTER 3- MECHANICS OF GRINDING LEARNING OBJECTIVES To derive an expression for uncut chip thickness in Surface grinding To derive an expression for uncut chip thickness in cylindrical grinding To understand
Effect of Ultrasonic Vibration on Micro Grooving
 Memoirs of the Faculty of Engineering, Kyushu University, Vol.68, No.1, March 2008 Effect of Ultrasonic Vibration on Micro Grooving by Osamu OHNISHI *, Hiromichi ONIKURA **, Seung-Ki MIN *** Muhammad Aziz
Memoirs of the Faculty of Engineering, Kyushu University, Vol.68, No.1, March 2008 Effect of Ultrasonic Vibration on Micro Grooving by Osamu OHNISHI *, Hiromichi ONIKURA **, Seung-Ki MIN *** Muhammad Aziz
Experimental investigation of crack in aluminum cantilever beam using vibration monitoring technique
 International Journal of Computational Engineering Research Vol, 04 Issue, 4 Experimental investigation of crack in aluminum cantilever beam using vibration monitoring technique 1, Akhilesh Kumar, & 2,
International Journal of Computational Engineering Research Vol, 04 Issue, 4 Experimental investigation of crack in aluminum cantilever beam using vibration monitoring technique 1, Akhilesh Kumar, & 2,
NON-TRADITIONAL MACHINING PROCESSES ULTRASONIC, ELECTRO-DISCHARGE MACHINING (EDM), ELECTRO-CHEMICAL MACHINING (ECM)
, ELECTRO-CHEMICAL MACHINING (ECM)") NON-TRADITIONAL MACHINING PROCESSES ULTRASONIC, ELECTRO-DISCHARGE MACHINING (EDM), ELECTRO-CHEMICAL MACHINING (ECM) A machining process is called non-traditional if its material removal mechanism is basically
NON-TRADITIONAL MACHINING PROCESSES ULTRASONIC, ELECTRO-DISCHARGE MACHINING (EDM), ELECTRO-CHEMICAL MACHINING (ECM) A machining process is called non-traditional if its material removal mechanism is basically
So in MAF process use of controllable magnetic field to direct the brush to adapt the contour of the workpiece surface to be finished and nature of
 Advanced Machining Processes Dr. Manas Das Department of Mechanical Engineering Indian Institute of Technology Guwahati Module - 02 Lecture - 06 Magnetic Abrasive Finishing Welcome to the course on advance
Advanced Machining Processes Dr. Manas Das Department of Mechanical Engineering Indian Institute of Technology Guwahati Module - 02 Lecture - 06 Magnetic Abrasive Finishing Welcome to the course on advance
EXPERIMENTAL INVESTIGATION OF FATIGUE BEHAVIOUR IN COMPOSITE BOLTED JOINTS
 EXPERIMENTAL INVESTIGATION OF FATIGUE BEHAVIOUR IN COMPOSITE BOLTED JOINTS Roman Starikov 1 and Joakim Schön 2 1 Department of Aeronautics, Royal Institute of Technology SE-1 44 Stockholm, Sweden 2 Structures
EXPERIMENTAL INVESTIGATION OF FATIGUE BEHAVIOUR IN COMPOSITE BOLTED JOINTS Roman Starikov 1 and Joakim Schön 2 1 Department of Aeronautics, Royal Institute of Technology SE-1 44 Stockholm, Sweden 2 Structures
A NEW MOTION COMPENSATION TECHNIQUE FOR INFRARED STRESS MEASUREMENT USING DIGITAL IMAGE CORRELATION
 A NEW MOTION COMPENSATION TECHNIQUE FOR INFRARED STRESS MEASUREMENT USING DIGITAL IMAGE CORRELATION T. Sakagami, N. Yamaguchi, S. Kubo Department of Mechanical Engineering, Graduate School of Engineering,
A NEW MOTION COMPENSATION TECHNIQUE FOR INFRARED STRESS MEASUREMENT USING DIGITAL IMAGE CORRELATION T. Sakagami, N. Yamaguchi, S. Kubo Department of Mechanical Engineering, Graduate School of Engineering,
Slip and yield resistance of friction type of high strength bolted connections with over-sized holes
 IABSE-JSCE Joint Conference on Advances in Bridge Engineering-II, August 8-10, 2010, Dhaka, Bangladesh. ISBN: 978-984-33-1893-0 Amin, Okui, Bhuiyan (eds.) www.iabse-bd.org Slip and yield resistance of
IABSE-JSCE Joint Conference on Advances in Bridge Engineering-II, August 8-10, 2010, Dhaka, Bangladesh. ISBN: 978-984-33-1893-0 Amin, Okui, Bhuiyan (eds.) www.iabse-bd.org Slip and yield resistance of
SETTING UP THE MODEL 210B-2 SRA
 SETTING UP THE MODEL 210B-2 SRA SAFETY PRECAUTIONS FOR THE MODEL 210B-2 SRA System Under Pressure: Shut off air supply and disconnect air hose before disassembling or disconnecting parts. Flying Debris:
SETTING UP THE MODEL 210B-2 SRA SAFETY PRECAUTIONS FOR THE MODEL 210B-2 SRA System Under Pressure: Shut off air supply and disconnect air hose before disassembling or disconnecting parts. Flying Debris:
MODELLING AND CHATTER CONTROL IN MILLING
 MODELLING AND CHATTER CONTROL IN MILLING Ashwini Shanthi.A, P. Chaitanya Krishna Chowdary, A.Neeraja, N.Nagabhushana Ramesh Dept. of Mech. Engg Anurag Group of Institutions (Formerly C V S R College of
MODELLING AND CHATTER CONTROL IN MILLING Ashwini Shanthi.A, P. Chaitanya Krishna Chowdary, A.Neeraja, N.Nagabhushana Ramesh Dept. of Mech. Engg Anurag Group of Institutions (Formerly C V S R College of
FLUCTUATION OF CONTACT VOLTAGE DURING FRETTING PHASES
 FLUCTUATION OF CONTACT VOLTAGE DURING FRETTING PHASES Rochdi El Abdi 1, Sofiane El Mossouess 2, Noureddine Benjemâa 3, ErwannCarvou 4, Laurent Doublet 5 1 Université de Rennes1- Institut de Physique de
FLUCTUATION OF CONTACT VOLTAGE DURING FRETTING PHASES Rochdi El Abdi 1, Sofiane El Mossouess 2, Noureddine Benjemâa 3, ErwannCarvou 4, Laurent Doublet 5 1 Université de Rennes1- Institut de Physique de
SFP-550. Operating Manual MATSUHIDAI, MATSUDO-CITY, CHIBA JAPAN TEL: FAX:
 SFP-550 Operating Manual 296-1 MATSUHIDAI, MATSUDO-CITY, CHIBA 270-2214 JAPAN TEL: +81-47-388-6111 FAX: +81-47-388-4477 Safety Precautions To ensure safe operation and maximize product service life, observe
SFP-550 Operating Manual 296-1 MATSUHIDAI, MATSUDO-CITY, CHIBA 270-2214 JAPAN TEL: +81-47-388-6111 FAX: +81-47-388-4477 Safety Precautions To ensure safe operation and maximize product service life, observe
LECTURE 10. Dr. Teresa D. Golden University of North Texas Department of Chemistry
 LECTURE 10 Dr. Teresa D. Golden University of North Texas Department of Chemistry Components for the source include: -Line voltage supply -high-voltage generator -x-ray tube X-ray source requires -high
LECTURE 10 Dr. Teresa D. Golden University of North Texas Department of Chemistry Components for the source include: -Line voltage supply -high-voltage generator -x-ray tube X-ray source requires -high
LAPPING FOR MIRROR-LIKE FINISH ON CYLINDRICAL INNER AND END SURFACES USING THE LATHE WITH LINEAR MOTOR
 Journal of Machine Engineering, Vol. 1, No. 1, 1 lapping, linear motor lathe, mirror-like surface, high quality and productivity Aung Lwin MOE 1 Ikuo TANABE Tetsuro IYAMA 3 Fumiaki NASU LAPPING FOR MIRROR-LIKE
Journal of Machine Engineering, Vol. 1, No. 1, 1 lapping, linear motor lathe, mirror-like surface, high quality and productivity Aung Lwin MOE 1 Ikuo TANABE Tetsuro IYAMA 3 Fumiaki NASU LAPPING FOR MIRROR-LIKE
THE ABRASIVE WEAR BEHAVIOUR OF A THAI SILK FABRIC
 Int. J. of Applied Mechanics and Engineering, 2006, vol.11, No.4, pp.755-763 This paper was prepared on the Fourth International Tribology Conference ITC 2006 THE ABRASIVE WEAR BEHAVIOUR OF A THAI SILK
Int. J. of Applied Mechanics and Engineering, 2006, vol.11, No.4, pp.755-763 This paper was prepared on the Fourth International Tribology Conference ITC 2006 THE ABRASIVE WEAR BEHAVIOUR OF A THAI SILK
WEAR RATE ANALYSIS OF NANO-COATED CUTTING TOOL
 WEAR RATE ANALYSIS OF NANO-COATED CUTTING TOOL Ivin S Bovas 1, Anoop M R 2 1 Mechanical department Mar Baselios College of Engineering Nalanchira, Thiruvananthapuram (India) 2 Assistant Professor, Mechanical
WEAR RATE ANALYSIS OF NANO-COATED CUTTING TOOL Ivin S Bovas 1, Anoop M R 2 1 Mechanical department Mar Baselios College of Engineering Nalanchira, Thiruvananthapuram (India) 2 Assistant Professor, Mechanical
Geology, Prospectors, Mining, Metallurgy, Assaying, Environmental, Geotechnical
 LEGEND INC. Geology, Prospectors, Mining, Metallurgy, Assaying, Environmental, Geotechnical 988 Packer Way Sparks, NV 89431 Tel: (786) 786-3003 Fax: (775) 786-3613 Email: info@lmine.com Web: www.lmine.com
LEGEND INC. Geology, Prospectors, Mining, Metallurgy, Assaying, Environmental, Geotechnical 988 Packer Way Sparks, NV 89431 Tel: (786) 786-3003 Fax: (775) 786-3613 Email: info@lmine.com Web: www.lmine.com
Paper Flow Simulation Using Abaqus
 Conference Proceedings of the Simulia India Regional Users Meet 2009 Paper Flow Simulation Using Abaqus Venkata Mahesh R Lead Engineer HCL Technologies No: 8, M.T.H. Road, Ambattur Industrial Estate Ambattur,
Conference Proceedings of the Simulia India Regional Users Meet 2009 Paper Flow Simulation Using Abaqus Venkata Mahesh R Lead Engineer HCL Technologies No: 8, M.T.H. Road, Ambattur Industrial Estate Ambattur,
IMPROVED APPROXIMATION OF EXTREME TENSIONS FOR FREQUENCY DOMAIN ANALYSIS OF MOORING CABLES
 7 th IBC Deepwater Risers, Moorings and Anchorings conference, 16-17 Oct 2002, London. IMPROVED APPROXIMATION OF EXTREME TENSIONS FOR FREQUENCY DOMAIN ANALYSIS OF MOORING CABLES P. P. A. ONG Department
7 th IBC Deepwater Risers, Moorings and Anchorings conference, 16-17 Oct 2002, London. IMPROVED APPROXIMATION OF EXTREME TENSIONS FOR FREQUENCY DOMAIN ANALYSIS OF MOORING CABLES P. P. A. ONG Department
FABRICATION OF CYLINDRICAL GRINDING ATTACHMENT ON LATHE MACHINE AND OPTIMIZATION OF GRINDING PARAMETERS BY REGRESSION ANALYSIS
 Int. J. Mech. Eng. & Rob. Res. 2015 Devarakonda Harish Kumar, 2015 Research Paper ISSN 2278 0149 www.ijmerr.com Vol. 4, No. 1, January 2015 2015 IJMERR. All Rights Reserved FABRICATION OF CYLINDRICAL GRINDING
Int. J. Mech. Eng. & Rob. Res. 2015 Devarakonda Harish Kumar, 2015 Research Paper ISSN 2278 0149 www.ijmerr.com Vol. 4, No. 1, January 2015 2015 IJMERR. All Rights Reserved FABRICATION OF CYLINDRICAL GRINDING
Linear Motion Guideways A Recent Technology for Higher Accuracy and Precision Motion of Machine Tool
 Linear Motion Guideways A Recent Technology for Higher Accuracy and Precision Motion of Machine Tool Manjushree D. Sutar Department of Mechanical Engineering Walchand Institute of Technology, Solapur,
Linear Motion Guideways A Recent Technology for Higher Accuracy and Precision Motion of Machine Tool Manjushree D. Sutar Department of Mechanical Engineering Walchand Institute of Technology, Solapur,
BEARING AND TYPES OF BEARING
 BEARING AND TYPES OF BEARING In this article, you will learn about bearing and types of bearing. Generally, all types of machinery are provided with supports for rotating shafts, the supporting device
BEARING AND TYPES OF BEARING In this article, you will learn about bearing and types of bearing. Generally, all types of machinery are provided with supports for rotating shafts, the supporting device
FLUTTER CONTROL OF WIND TUNNEL MODEL USING A SINGLE ELEMENT OF PIEZO-CERAMIC ACTUATOR
 24 TH INTERNATIONAL CONGRESS OF THE AERONAUTICAL SCIENCES FLUTTER CONTROL OF WIND TUNNEL MODEL USING A SINGLE ELEMENT OF PIEZO-CERAMIC ACTUATOR Naoki Kawai Department of Mechanical Engineering, University
24 TH INTERNATIONAL CONGRESS OF THE AERONAUTICAL SCIENCES FLUTTER CONTROL OF WIND TUNNEL MODEL USING A SINGLE ELEMENT OF PIEZO-CERAMIC ACTUATOR Naoki Kawai Department of Mechanical Engineering, University
Proposal for new standard. Determination of interface friction between painted parts. Orientation. p. 1 (15) Draft1, Revised
 Draft1, Revised") p. 1 (15) Draft1, Revised 2018-03-29 Proposal for new standard Determination of interface friction between painted parts. Orientation This standard specifies the method and conditions to evaluate interface
p. 1 (15) Draft1, Revised 2018-03-29 Proposal for new standard Determination of interface friction between painted parts. Orientation This standard specifies the method and conditions to evaluate interface
Three DOF parallel link mechanism utilizing smooth impact drive mechanism
 Precision Engineering Journal of the International Societies for Precision Engineering and Nanotechnology 26 (2002) 289 295 Three DOF parallel link mechanism utilizing smooth impact drive mechanism Takeshi
Precision Engineering Journal of the International Societies for Precision Engineering and Nanotechnology 26 (2002) 289 295 Three DOF parallel link mechanism utilizing smooth impact drive mechanism Takeshi
High-precision inch guide units Made in Germany
 High-precision inch guide units Made in Germany cm 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 cm inch inch 1 2 3 4 5 6 7 8 STEINEL All you need for tools Your partner for punching and bending
High-precision inch guide units Made in Germany cm 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 cm inch inch 1 2 3 4 5 6 7 8 STEINEL All you need for tools Your partner for punching and bending
PIV STUDY OF STANDING WAVES IN A RESONANT AIR COLUMN
 PIV STUDY OF STANDING WAVES IN A RESONANT AIR COLUMN Pacs: 43.58.Fm, 43.20.Ye, 43.20.Ks Tonddast-Navaei, Ali; Sharp, David Open University Department of Environmental and Mechanical Engineering, Open University,
PIV STUDY OF STANDING WAVES IN A RESONANT AIR COLUMN Pacs: 43.58.Fm, 43.20.Ye, 43.20.Ks Tonddast-Navaei, Ali; Sharp, David Open University Department of Environmental and Mechanical Engineering, Open University,
Vibration Fundamentals Training System
 Vibration Fundamentals Training System Hands-On Turnkey System for Teaching Vibration Fundamentals An Ideal Tool for Optimizing Your Vibration Class Curriculum The Vibration Fundamentals Training System
Vibration Fundamentals Training System Hands-On Turnkey System for Teaching Vibration Fundamentals An Ideal Tool for Optimizing Your Vibration Class Curriculum The Vibration Fundamentals Training System
2D Asymmetric Silicon Micro-Mirrors for Ranging Measurements
 D Asymmetric Silicon Micro-Mirrors for Ranging Measurements Takaki Itoh * (Industrial Technology Center of Wakayama Prefecture) Toshihide Kuriyama (Kinki University) Toshiyuki Nakaie,Jun Matsui,Yoshiaki
D Asymmetric Silicon Micro-Mirrors for Ranging Measurements Takaki Itoh * (Industrial Technology Center of Wakayama Prefecture) Toshihide Kuriyama (Kinki University) Toshiyuki Nakaie,Jun Matsui,Yoshiaki
SFP-550. Operating Manual MATSUHIDAI, MATSUDO-CITY, CHIBA JAPAN TEL: FAX:
 SFP-550 Operating Manual 296-1 MATSUHIDAI, MATSUDO-CITY, CHIBA 270-2214 JAPAN TEL: +81-47-388-6111 FAX: +81-47-388-4477 Safety Precautions To ensure safe operation and maximize product service life, observe
SFP-550 Operating Manual 296-1 MATSUHIDAI, MATSUDO-CITY, CHIBA 270-2214 JAPAN TEL: +81-47-388-6111 FAX: +81-47-388-4477 Safety Precautions To ensure safe operation and maximize product service life, observe
Effect of stainless steel chemical composition on brazing ability of filler metal
 IOP Conference Series: Materials Science and Engineering OPEN ACCESS Effect of stainless steel chemical composition on brazing ability of filler metal To cite this article: Yasuyuki Miyazawa et al 2014
IOP Conference Series: Materials Science and Engineering OPEN ACCESS Effect of stainless steel chemical composition on brazing ability of filler metal To cite this article: Yasuyuki Miyazawa et al 2014
A new device for fretting fatigue testing
 Transactions of The Indian Institute of Metals A new device for fretting fatigue testing G.H. Majzoobi 1, R. Hojjati 1, M. Nematian 1, E. Zalnejad 1, A.R. Ahmadkhani 2 and E. Hanifepoor 1 1 Faculty of
Transactions of The Indian Institute of Metals A new device for fretting fatigue testing G.H. Majzoobi 1, R. Hojjati 1, M. Nematian 1, E. Zalnejad 1, A.R. Ahmadkhani 2 and E. Hanifepoor 1 1 Faculty of
COMPARATIVE STUDY OF VIBRATION ISOLATORS USING PARAMETER TRANSMISSIBILITY
 COMPARATIVE STUDY OF VIBRATION ISOLATORS USING PARAMETER TRANSMISSIBILITY Sushil Ramdas Deore 1, Mohammad Safi A Patan 2, Prof. R.S.Pawar 3 1,2,3 Department of mechanical engineering, G.E.S.R.H.S. College
COMPARATIVE STUDY OF VIBRATION ISOLATORS USING PARAMETER TRANSMISSIBILITY Sushil Ramdas Deore 1, Mohammad Safi A Patan 2, Prof. R.S.Pawar 3 1,2,3 Department of mechanical engineering, G.E.S.R.H.S. College
VERSAtoolTM SAE J533 & SAE J1453. Safety and Operating Manual
 VERSAtoolTM Mechanically Assisted / Manual Tube End Flare & Flange Machine SAE J533 & SAE J1453 Safety and Operating Manual I. Safety Instructions................................. Page 2 II. Specifications.....................................
VERSAtoolTM Mechanically Assisted / Manual Tube End Flare & Flange Machine SAE J533 & SAE J1453 Safety and Operating Manual I. Safety Instructions................................. Page 2 II. Specifications.....................................
SETTING UP THE MODEL 210B
 SETTING UP THE MODEL 210B SAFETY PRECAUTIONS FOR THE MODEL 210B System Under Pressure: Shut off air supply and disconnect air hose before disassembling or disconnecting parts. Flying Debris: During boring,
SETTING UP THE MODEL 210B SAFETY PRECAUTIONS FOR THE MODEL 210B System Under Pressure: Shut off air supply and disconnect air hose before disassembling or disconnecting parts. Flying Debris: During boring,
Development of a Thin Double-sided Sensor Film EXCLEAR for Touch Panels via Silver Halide Photographic Technology
 Development of a Thin Double-sided Sensor Film EXCLEAR for Touch Panels via Silver Halide Photographic Technology Akira ICHIKI* Yuichi SHIRASAKI* Tadashi ITO** Tadahiro SORORI*** and Tadahiro KEGASAWA****
Development of a Thin Double-sided Sensor Film EXCLEAR for Touch Panels via Silver Halide Photographic Technology Akira ICHIKI* Yuichi SHIRASAKI* Tadashi ITO** Tadahiro SORORI*** and Tadahiro KEGASAWA****
Research on ultra precision Mirror Machining Technology for. Aluminum Alloy Mobile Phone Shell. Zhu Lili 5, e
 Advanced Materials Research Online: 2013-09-27 ISSN: 1662-8985, Vol. 797, pp 385-389 doi:10.4028/www.scientific.net/amr.797.385 2013 Trans Tech Publications, Switzerland Research on ultra precision Mirror
Advanced Materials Research Online: 2013-09-27 ISSN: 1662-8985, Vol. 797, pp 385-389 doi:10.4028/www.scientific.net/amr.797.385 2013 Trans Tech Publications, Switzerland Research on ultra precision Mirror
MACHINING FORCES FOR ELLIPTICAL VIBRATION-ASSISTED MACHINING 1
 MACHINING ORCES OR ELLIPTICAL VIBRATION-ASSISTED MACHINING 1 D. E. Brehl, M.A. Cerniway, T.A. Dow,and N. Negishi Precision Engineering Center North Carolina State University Raleigh, North Carolina, USA
MACHINING ORCES OR ELLIPTICAL VIBRATION-ASSISTED MACHINING 1 D. E. Brehl, M.A. Cerniway, T.A. Dow,and N. Negishi Precision Engineering Center North Carolina State University Raleigh, North Carolina, USA
Liquid ring vacuum pumps in compact design
 Liquid ring vacuum pumps in compact design SIHI extruvac LEME 13, LEME 155 Pressure range: Suction volume flow: 1 to 113 mbar 3 to 17 m³/h CONSTRUCTION TYPE SIHI liquid ring vacuum pumps are displacement
Liquid ring vacuum pumps in compact design SIHI extruvac LEME 13, LEME 155 Pressure range: Suction volume flow: 1 to 113 mbar 3 to 17 m³/h CONSTRUCTION TYPE SIHI liquid ring vacuum pumps are displacement
Operator's manual. TruTool N 200 (1A1) english
 english") Operator's manual TruTool N 200 (1A1) english Table of contents 1. Safety...3 2. Description...5 2.1 Correct use...6 2.2 Technical data...7 3. Tool assembly...8 3.1 Changing the stroke rate...8 4. Operation...10
Operator's manual TruTool N 200 (1A1) english Table of contents 1. Safety...3 2. Description...5 2.1 Correct use...6 2.2 Technical data...7 3. Tool assembly...8 3.1 Changing the stroke rate...8 4. Operation...10
High Precision Air Chucks
 Precision Workholding Solutions High Precision Air Chucks www..com Improve productivity and lower the cost of secondary machining operations..... through high concentricity. Holding close concentricity
Precision Workholding Solutions High Precision Air Chucks www..com Improve productivity and lower the cost of secondary machining operations..... through high concentricity. Holding close concentricity
SETTING UP THE MODEL 85B
 SETTING UP THE MODEL 85B SAFETY PRECAUTIONS FOR THE MODEL 85B System Under Pressure: Shut off air supply and disconnect air hose before disassembling or disconnecting parts. Flying Debris: During boring,
SETTING UP THE MODEL 85B SAFETY PRECAUTIONS FOR THE MODEL 85B System Under Pressure: Shut off air supply and disconnect air hose before disassembling or disconnecting parts. Flying Debris: During boring,
In situ assessment of the normal incidence sound absorption coefficient of asphalt mixtures with a new impedance tube
 Invited Paper In situ assessment of the normal incidence sound absorption coefficient of asphalt mixtures with a new impedance tube Freitas E. 1, Raimundo I. 1, Inácio O. 2, Pereira P. 1 1 Universidade
Invited Paper In situ assessment of the normal incidence sound absorption coefficient of asphalt mixtures with a new impedance tube Freitas E. 1, Raimundo I. 1, Inácio O. 2, Pereira P. 1 1 Universidade
Metrology Prof.Dr Kanakuppi Sadashivappa Bapuji Institute of Engineering and Technology Davangere
 Metrology Prof.Dr Kanakuppi Sadashivappa Bapuji Institute of Engineering and Technology Davangere Lecture 33 Electrical and Electronic Comparators, Optical comparators (Refer Slide Time: 00:17) I welcome
Metrology Prof.Dr Kanakuppi Sadashivappa Bapuji Institute of Engineering and Technology Davangere Lecture 33 Electrical and Electronic Comparators, Optical comparators (Refer Slide Time: 00:17) I welcome
Characterization of Rotational Mode Disk Resonator Quality Factors in Liquid
 Characterization of Rotational Mode Disk Resonator Quality Factors in Liquid Amir Rahafrooz and Siavash Pourkamali Department of Electrical and Computer Engineering University of Denver Denver, CO, USA
Characterization of Rotational Mode Disk Resonator Quality Factors in Liquid Amir Rahafrooz and Siavash Pourkamali Department of Electrical and Computer Engineering University of Denver Denver, CO, USA
ScienceDirect. Effect of tool shape on galling behavior in plate shearing
 Available online at www.sciencedirect.com ScienceDirect Procedia Engineering 81 (2014 ) 1817 1822 11th International Conference on Technology of Plasticity, ICTP 2014, 19-24 October 2014, Nagoya Congress
Available online at www.sciencedirect.com ScienceDirect Procedia Engineering 81 (2014 ) 1817 1822 11th International Conference on Technology of Plasticity, ICTP 2014, 19-24 October 2014, Nagoya Congress
SAVE THIS FOR FUTURE REFERENCE THIS PRODUCT IS FOR PROFESSIONAL LABORATORY USE ONLY USER'S MANUAL
 DENTAL, INC. TECHNICAL BULLETIN G801-022510 5860 FLYNN CREEK ROAD READ ALL INSTRUCTIONS P.O. BOX 106 BEFORE PROCEEDING COMPTCHE, CALIFORNIA, U.S.A. 95427-0106 SAVE THIS FOR FUTURE REFERENCE www.wellsdental.com
DENTAL, INC. TECHNICAL BULLETIN G801-022510 5860 FLYNN CREEK ROAD READ ALL INSTRUCTIONS P.O. BOX 106 BEFORE PROCEEDING COMPTCHE, CALIFORNIA, U.S.A. 95427-0106 SAVE THIS FOR FUTURE REFERENCE www.wellsdental.com
TRANSVERSE FATIGUE CHARACTERISTICS OF BOLTED JOINTS TIGHTENED THIN PLATES
 Proceedings of the 7th International Conference on Mechanics and Materials in Design, Albufeira/Portugal 11-15 June 2017. Editors J.F. Silva Gomes and S.A. Meguid. Publ. INEGI/FEUP (2017) PAPER REF: 6846
Proceedings of the 7th International Conference on Mechanics and Materials in Design, Albufeira/Portugal 11-15 June 2017. Editors J.F. Silva Gomes and S.A. Meguid. Publ. INEGI/FEUP (2017) PAPER REF: 6846
Elimination of Honing Stick Mark in Rack Tube B.Parthiban1 1, N.Arul Kumar 2, K.Gowtham Kumar 3, P.Karthic 4, R.Logesh Kumar 5
 Elimination of Honing Stick Mark in Rack Tube B.Parthiban1 1, N.Arul Kumar 2, K.Gowtham Kumar 3, P.Karthic 4, R.Logesh Kumar 5 Assistant Professor, Dept. of Mechanical Engineering, Jay Shriram Group of
Elimination of Honing Stick Mark in Rack Tube B.Parthiban1 1, N.Arul Kumar 2, K.Gowtham Kumar 3, P.Karthic 4, R.Logesh Kumar 5 Assistant Professor, Dept. of Mechanical Engineering, Jay Shriram Group of
IMPROVEMENT OF DETECTION OF SMALL DEFECTS LOCATED NEAR OR FAR FROM WELDS OF MAGNETIC STEAM GENERATOR TUBES USING REMOTE FIELD EDDY CURRENT
 12 th A-PCNDT 2006 Asia-Pacific Conference on NDT, 5 th 10 th Nov 2006, Auckland, New Zealand IMPROVEMENT OF DETECTION OF SMALL DEFECTS LOCATED NEAR OR FAR FROM WELDS OF MAGNETIC STEAM GENERATOR TUBES
12 th A-PCNDT 2006 Asia-Pacific Conference on NDT, 5 th 10 th Nov 2006, Auckland, New Zealand IMPROVEMENT OF DETECTION OF SMALL DEFECTS LOCATED NEAR OR FAR FROM WELDS OF MAGNETIC STEAM GENERATOR TUBES
Wear Analysis and Optimization on Impregnated Diamond Bits in Vibration Assisted Rotary
 ARMA 11-266 Wear Analysis and Optimization on Impregnated Diamond Bits in Vibration Assisted Rotary Drilling (VARD) Abtahi A., Butt S., and Molgaard J.., Arvani F., Memorial University of Newfoundland,
ARMA 11-266 Wear Analysis and Optimization on Impregnated Diamond Bits in Vibration Assisted Rotary Drilling (VARD) Abtahi A., Butt S., and Molgaard J.., Arvani F., Memorial University of Newfoundland,
Detection and Assessment of Wood Decay in Glulam Beams Using a Decay Rate Approach: A Review
 In: Proceedings of the 18th International Nondestructive Testing and Evaluation of Wood Symposium held on Sept. 24-27, 2013, in Madison, WI. Detection and Assessment of Wood Decay in Glulam Beams Using
In: Proceedings of the 18th International Nondestructive Testing and Evaluation of Wood Symposium held on Sept. 24-27, 2013, in Madison, WI. Detection and Assessment of Wood Decay in Glulam Beams Using
Standard Practices for Producing Films of Uniform Thickness of Paint, Varnish, and Related Products on Test Panels 1
 Designation: D 823 95 (Reapproved 2001) Standard Practices for Producing Films of Uniform Thickness of Paint, Varnish, and Related Products on Test Panels 1 This standard is issued under the fixed designation
Designation: D 823 95 (Reapproved 2001) Standard Practices for Producing Films of Uniform Thickness of Paint, Varnish, and Related Products on Test Panels 1 This standard is issued under the fixed designation
Fastener Hole Crack Detection Using Adjustable Slide Probes
 Fastener Hole Crack Detection Using Adjustable Slide Probes General The guidelines for the adjustable sliding probes are similar to the fixed types, therefore much of the information that is given here
Fastener Hole Crack Detection Using Adjustable Slide Probes General The guidelines for the adjustable sliding probes are similar to the fixed types, therefore much of the information that is given here
Manual Rotation Stages
 ~1mm Table mm Table Side-Mount, Aluminum Body, Slide Guide 88 mm Table Side-Mount, Aluminum Body, Slide Guide 88 mm Table Side-Mount, Aluminum Body, Cross-Roller or Slide Guide 9 mm Table Side-Mount, Aluminum
~1mm Table mm Table Side-Mount, Aluminum Body, Slide Guide 88 mm Table Side-Mount, Aluminum Body, Slide Guide 88 mm Table Side-Mount, Aluminum Body, Cross-Roller or Slide Guide 9 mm Table Side-Mount, Aluminum
Effects of tightening speed on torque coefficient in lag screw timber joints with steel side plates
 https://doi.org/10.1007/s10086-017-1679-3 ORIGINAL ARTICLE Effects of tightening speed on torque coefficient in lag screw timber joints with steel side plates Doppo Matsubara 1 Yoshiaki Wakashima 2 Yasushi
https://doi.org/10.1007/s10086-017-1679-3 ORIGINAL ARTICLE Effects of tightening speed on torque coefficient in lag screw timber joints with steel side plates Doppo Matsubara 1 Yoshiaki Wakashima 2 Yasushi
DISC FINISHING MACHINES
 Application Processing of small parts Larger parts (from approx. 50 g weight can also be processed individually) Thanks to high rotational speed and high relative speeds, reduction of processing times
Application Processing of small parts Larger parts (from approx. 50 g weight can also be processed individually) Thanks to high rotational speed and high relative speeds, reduction of processing times
PRECISION CUTTING MICRACUT 202
 PRECISION CUTTING MICRACUT 202 MICRACUT 202 MICRACUT 202 precision cutters are used for precise and deformation-free cutting of Metals, Ceramics, Electronic Components, Crystals, Composites, Biomaterials,
PRECISION CUTTING MICRACUT 202 MICRACUT 202 MICRACUT 202 precision cutters are used for precise and deformation-free cutting of Metals, Ceramics, Electronic Components, Crystals, Composites, Biomaterials,
SKF TOROIDAL ROLLER BEARING CARB PRODUCTIVITY IMPROVEMENT AND MAINTENANCE COST REDUCTION THROUGH RELIABILITY AND SUSTAINABILITY
 SKF TOROIDAL ROLLER BEARING CARB PRODUCTIVITY IMPROVEMENT AND MAINTENANCE COST REDUCTION THROUGH RELIABILITY AND SUSTAINABILITY Dr.eng. Tiberiu LAURIAN, Polytechnic University Bucharest, tlaurian@omtr.pub.ro
SKF TOROIDAL ROLLER BEARING CARB PRODUCTIVITY IMPROVEMENT AND MAINTENANCE COST REDUCTION THROUGH RELIABILITY AND SUSTAINABILITY Dr.eng. Tiberiu LAURIAN, Polytechnic University Bucharest, tlaurian@omtr.pub.ro
Multi-spectral acoustical imaging
 Multi-spectral acoustical imaging Kentaro NAKAMURA 1 ; Xinhua GUO 2 1 Tokyo Institute of Technology, Japan 2 University of Technology, China ABSTRACT Visualization of object through acoustic waves is generally
Multi-spectral acoustical imaging Kentaro NAKAMURA 1 ; Xinhua GUO 2 1 Tokyo Institute of Technology, Japan 2 University of Technology, China ABSTRACT Visualization of object through acoustic waves is generally
Metallic Bearings. Oiles 500SP1 P.181 Oiles 500SP5 P.206. Oiles 500SPR P.207 Oiles 500HP P.209 Oiles 500B P.213
 Metallic Bearings Oiles 500SP1 P.181 Oiles 500SP4 P.205 Oiles 500SP5 P.206 Oiles 500SPR P.207 Oiles 500HP P.209 Oiles 500AB P.211 Oiles 500B P.213 Oiles 500F P.217 Oiles 500 Spherical Bearings P.223 Oiles
Metallic Bearings Oiles 500SP1 P.181 Oiles 500SP4 P.205 Oiles 500SP5 P.206 Oiles 500SPR P.207 Oiles 500HP P.209 Oiles 500AB P.211 Oiles 500B P.213 Oiles 500F P.217 Oiles 500 Spherical Bearings P.223 Oiles
School of Instrument Science and Opto-electronics Engineering, Hefei University of Technology, Hefei, China 2
 59 th ILMENAU SCIENTIFIC COLLOQUIUM Technische Universität Ilmenau, 11 15 September 2017 URN: urn:nbn:de:gbv:ilm1-2017iwk-009:9 Low-Frequency Micro/Nano-vibration Generator Using a Piezoelectric Actuator
59 th ILMENAU SCIENTIFIC COLLOQUIUM Technische Universität Ilmenau, 11 15 September 2017 URN: urn:nbn:de:gbv:ilm1-2017iwk-009:9 Low-Frequency Micro/Nano-vibration Generator Using a Piezoelectric Actuator