Universal Sheet Metal Testing Machines. for Research, Development and In-process Testing
|
|
|
- Jonah Greer
- 5 years ago
- Views:
Transcription

1 Universal Sheet Metal Testing Machines for Research, Development and In-process Testing
2 Application - Example: Automotive Industry Models - Technical Data - Additional Control Functions and Test Methods Tests References
3 Application Example: Automotive Industry The traditional tests e.g. the Cupping Test and the Deep- Drawing Cup Test, are now as before indispensable to the preparation of forming processes. However, they are increasingly supplemented by alternative methods. New materials and their combinations as used for the construction of vehicles, always require the choice of the most suitable test method. Today up-to-date test facilities very often work with optical image analysis and laser measuring technique.
4 A car body is a good example to show how many different materials are used for the various components. Inspired by the endeavours of the automotive industry for weight reduction, new aluminium, magnesium and steel qualities have been developed which guarantee excellent strength properties and at the same time a good deformation behaviour even in the sheet thickness range of 1 to 2 mm.
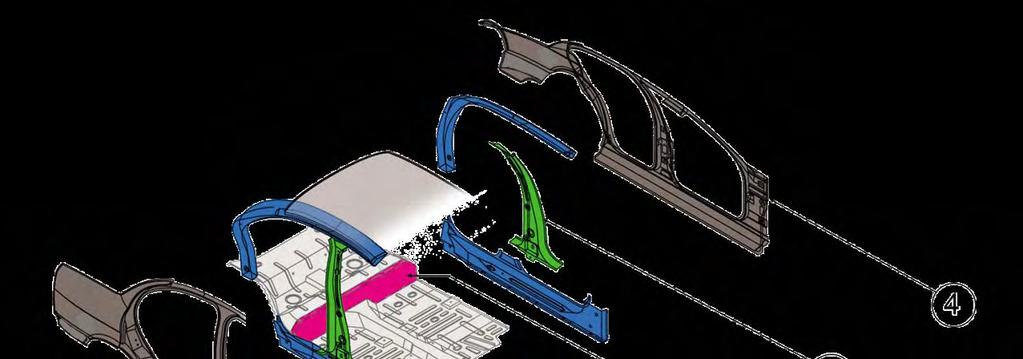
5
6 In the process of changing materials and increasingly complex production procedures the requirements concerning the test methods become more and more challenging. The centre of interest remains, however, the fast, reproducible and reliable characterisation of the material. It is, in addition to the process and quality control, of decisive importance for the development of components and tools.
7 The determination of precise and practical material characteristics does not only depend on the selection of the suitable test method, but also on the right choice and configuration of the appropriate testing equipment. In this respect it is particularly important to electronically control and regulate the forces generated by the hydraulic system corresponding to the required test parameters. Furthermore, a PC system especially designed for this purpose, is required for the capture, processing and evaluation of the measured data.


8 Universal Sheet Metal Testing Machines Model 142 Model 145 Model 146

9 Universal Sheet Metal Testing Machine, Model 142

10 Universal Sheet Metal Testing Machine, Model 142 Product Sheet Metal Testing Machine with electro-hydraulic drive, fully automatic test sequence and switch off at specimen failure, max. drawing forces 200 kn or 400 kn
11 Universal Sheet Metal Testing Machine, Model 142 Application This Testing Machine can be used not only to perform effortlessly, quickly and accurately all important and known deep drawing tests for ferrous and non-ferrous metals, but it is also designed for a large number of additional technological investigations
12 Universal Sheet Metal Testing Machine, Model 142 Application The Sheet Metal Testing Machine, Model 142, was developed not only for testing as a means for continuous production control, using standardised and other established methods, but also for research into all aspects of testing of sheet metal for deep drawing by studying all that is relevant to sheet metal forming.
13 Universal Sheet Metal Testing Machine, Model 142 Application The Testing Machine is driven electro-hydraulically. The test sequence is controlled automatically or manually as appropriate A programme logic control is used to control the functions of the machine Drawing force and blankholder force as well as the drawing punch stroke are displayed digitally
14 Universal Sheet Metal Testing Machine, Model 142 Application The triple-acting hydraulic system in conjunction with the general design results in the following cost saving simplifications: Blanking press in the test head Hydraulic cup ejector Fully-automatic test sequence
15 Universal Sheet Metal Testing Machine, Model 142 Application Further technical advantages: Cylinder head with bayonet lock, permitting direct access to drawing dies, blanking rings, blank holders etc. and quick and convenient changing of the drawing and blanking tools Infinitely variable drawing speed, once set it remains constant throughout the drawing movement, independent of any change of load
16 Universal Sheet Metal Testing Machine, Model 142 Application Further technical advantages: Cardanic drawing die retention, ensures the consistent, parallel clamping of the specimen, independent of variations in thickness
17 Universal Sheet Metal Testing Machine, Model 145 Application Sheetholder Quick Release and Drawing Punch Stop (BSA-ZS) During the drawing sequence the constant sheet holder force acts on a continuously reducing area of sheet metal under the sheet holder. The result is increasing specific pressure as the remaining flange reduces with the result that in the final phase of the drawing process and especially in cases with severe ear forming tendency, a squashing of the ear-ends will occur
18 Universal Sheet Metal Testing Machine, Model 145 Application For this reason, provision is made to release the sheet holder pressure completely at a preselected depth where there is no more tendency for folds to form. The machine is provided with an digital display of the drawing punch stroke and a selector switch for either "BSA" or "ZS". When the depth of draw selected on the digital display unit is reached the drawing punch stops completely - in case of the "ZS" mode, or the sheet holder force is released - in the case of the "BSA" mode
19 Universal Sheet Metal Testing Machine, Model 142 Data Sheet Drawing force: kn kn Blanking force: kn kn Blankholder force: up to 100 kn up to 220 kn
20 Universal Sheet Metal Testing Machine, Model 142 Data Sheet Drawing punch stroke: approx. 80 mm approx. 120 mm Blankholder stroke: approx. 38 mm approx. 38 mm Drawing punch dia.: up to 50 mm up to 75 mm
21 Universal Sheet Metal Testing Machine, Model 142 Datenblatt Data Sheet FLC-Test (drawing (Stempel-): punch dia.): ca. up 80 to 100 mm mm Bulge Test (bulge dia.): ca. 120 up mmto 100 mm Blechhalterhub: Blank diameter: ca. 38 mm up to 120 mm ca. 38 mm up to 170 mm Ziehstempel-Ø: Drawing speed: bis 50 mm approx. 800 mm/min bis 75 mm approx. 900 mm/min
22 Universal Sheet Metal Testing Machine, Model 145
23 Universal Sheet Metal Testing Machine, Model 145 Product Sheet Metal Testing Machine with electro-hydraulic drive, fully automatic test sequence and switch off at specimen failure, max. drawing forces 600 kn or 1000 kn, incl. an increased blanking force and blank holder holder force for blank diameters up to 220 mm
24 Universal Sheet Metal Testing Machine, Model 145 Application This Testing Machine can be used not only to perform effortlessly, quickly and accurately all important and known deep drawing tests for ferrous and non-ferrous metals, but it is also designed for a large number of additional technological investigations
25 Universal Sheet Metal Testing Machine, Model 145 Application The Sheet Metal Testing Machine, Model 145, was developed not only for testing as a means for continuous production control, using standardised and other established methods, but also for research into all aspects of testing of sheet metal for deep drawing by studying all that is relevant to sheet metal forming.
26 Universal Sheet Metal Testing Machine, Model 145 Application The Testing Machine is driven electro-hydraulically The test sequence is controlled automatically or manually as appropriate A programme logic controller is used for the functions of the machine (optional computer controls) The drawing force and blankholder force as well as the drawing punch stroke are digitally displayed
27 Universal Sheet Metal Testing Machine, Model 145 Application The triple-acting hydraulic system in conjunction with the general design results in the following cost saving simplifications: Blanking press in the test head Hydraulic cup ejector Fully-automatic test sequence
28 Universal Sheet Metal Testing Machine, Model 145 Application Further technical advantages: Cylinder head with bayonet lock, permitting direct access to drawing dies, blanking rings, blank holders etc. and quick and convenient changing of the drawing and blanking tools Infinitely variable drawing speed, once set it remains constant throughout the drawing movement, independent of any change of load
29 Universal Sheet Metal Testing Machine, Model 145 Application Further technical advantages: Cardanic drawing die retention, ensures the consistent, parallel clamping of the specimen, independent of variations in thickness
30 Universal Sheet Metal Testing Machine, Model 145 Application Sheetholder Quick Release and Drawing Punch Stop (BSA-ZS) During the drawing sequence the constant sheet holder force acts on a continuously reducing area of sheet metal under the sheet holder. The result is increasing specific pressure as the remaining flange reduces with the result that in the final phase of the drawing process and especially in cases with severe ear forming tendency, a squashing of the ear-ends will occur
31 Universal Sheet Metal Testing Machine, Model 145 Application For this reason, provision is made to release the sheet holder pressure completely at a preselected depth where there is no more tendency for folds to form. The machine is provided with an digital display of the drawing punch stroke and a selector switch for either "BSA" or "ZS". When the depth of draw selected on the digital display unit is reached the drawing punch stops completely - in case of the "ZS" mode, or the sheet holder force is released - in the case of the "BSA" mode
32 Universal Sheet Metal Testing Machine, Model 145 Data Sheet Drawing force: kn kn Blanking force: kn kn Blankholder force: kn kn
33 Universal Sheet Metal Testing Machine, Model 145 Data Sheet Drawing punch stroke: /100 approx. 150 mm (Option: upon request approx. 250 mm only used for sheet holder force up to 400 kn) Blankholder stroke: /100 approx. 38 mm Ejector stroke: /100 approx. 150 mm (Option: upon request approx. 250 mm only used for sheet holder force up to 400 kn)
34 Universal Sheet Metal Testing Machine, Model 145 Datenblatt Data Sheet FLC-Test Drawing punch (Stempel-): dia.: up to ca mm mm FLC Test (drawing punch dia.): up ca. to mm mm Blechhalterhub: Bulge-Test (bulge dia.): up ca. to 38 mm 100 mm ca. 38 mm Blank diameter: up to 220 mm Ziehstempel-Ø: bis 50 mm Drawing speed: approx. bis 75 mm mm/min



35 Universal Sheet Metal Testing Machine, Model 146
36 Universal Sheet Metal Testing Machine, Model 146 Product Special feature is the increased drawind speed of the drawing punch wich can be adjusted, in an infinitely variable manner and independent of load, up to 3000 mm/min. A constant drawing speed behaviour is guaranteed over the total displacement of 150 mm. Technically equivalent to Models 145.
37 Universal Sheet Metal Testing Machine, Model 146 Application This Testing Machine can be used not only to perform effortlessly, quickly and accurately all important and known deep drawing tests for ferrous and non-ferrous metals, but it is also designed for a large number of additional technological investigations
38 Universal Sheet Metal Testing Machine, Model 146 Application The Sheet Metal Testing Machine, Model 146, was developed not only for testing as a means for continuous production control, using standardised and other established methods, but also for research into all aspects of testing of sheet metal for deep drawing by studying all that is relevant to sheet metal forming.
39 Universal Sheet Metal Testing Machine, Model 146 Application The Testing Machine is driven electro-hydraulically The test sequence is controlled automatically or manually as appropriate A programme logic controller is used for the functions of the machine (optional computer controls) The drawing force and blankholder force as well as the drawing punch stroke are digitally displayed
40 Universal Sheet Metal Testing Machine, Model 146 Application The triple-acting hydraulic system in conjunction with the general design results in the following cost saving simplifications: Blanking press in the test head Hydraulic cup ejector Fully-automatic test sequence
41 Universal Sheet Metal Testing Machine, Model 146 Application Further technical advantages: Cylinder head with bayonet lock, permitting direct access to drawing dies, blanking rings, blank holders etc. and quick and convenient changing of the drawing and blanking tools Infinitely variable drawing speed, once set it remains constant throughout the drawing movement, independent of any change of load
42 Universal Sheet Metal Testing Machine, Model 146 Application Further technical advantages: Cardanic drawing die retention, ensures the consistent, parallel clamping of the specimen, independent of variations in thickness
43 Universal Sheet Metal Testing Machine, Model 146 Application Sheetholder Quick Release and Drawing Punch Stop (BSA-ZS) During the drawing sequence the constant sheet holder force acts on a continuously reducing area of sheet metal under the sheet holder. The result is increasing specific pressure as the remaining flange reduces with the result that in the final phase of the drawing process and especially in cases with severe ear forming tendency, a squashing of the ear-ends will occur
44 Universal Sheet Metal Testing Machine, Model 146 Application For this reason, provision is made to release the sheet holder pressure completely at a preselected depth where there is no more tendency for folds to form. The machine is provided with an digital display of the drawing punch stroke and a selector switch for either "BSA" or "ZS". When the depth of draw selected on the digital display unit is reached the drawing punch stops completely - in case of the "ZS" mode, or the sheet holder force is released - in the case of the "BSA" mode
45 Universal Sheet Metal Testing Machine, Model 146 Data Sheet Drawing force: kn kn Blanking force: kn kn Blankholder force: kn kn
46 Universal Sheet Metal Testing Machine, Model 146 Data Sheet Drawing punch stroke: approx. 150 mm approx. 150 mm Blankholder stroke: approx. 38 mm approx. 38 mm Ejector stroke: approx. 150 mm approx. 150 mm
47 Universal Sheet Metal Testing Machine, Model 146 Datenblatt Data Sheet FLC-Test Drawing punch (Stempel-): dia.: up to ca mm mm FLC Test (drawing punch dia.): up ca. to mm mm Blechhalterhub: Bulge-Test (bulge dia.): up ca. to 38 mm 100 mm ca. 38 mm Blank diameter: up to 220 mm Ziehstempel-Ø: bis 50 mm Drawing speed: approx. bis 75 mm mm/min
48 Additional Control Functions and Test Methods Data Evalution System Universal User Software Hot Drawing Equipment up to 550 C High Temperature Facility up to 900 C Equipment for High Speed Tests 3D-Analysing System

49 Data Evalution System The software enables the continuous acquisition of measured values with simultaneous display of the force/displacement diagram throughout the forming process. Once the maximum force has been reached, the movement of the drawing punch is stopped automatically and the diagram is evaluated by the PC.

50 Universal User Software The software enables the control, adjustment, documentation and filing of measuring data of the sheet metal testing machine. Software for recording of force-displacement diagrams such as drawing force and blank holder force, stroke. Creation of scripts (test sequences); presetting of freely selectable parameters such as drawing and blank holder force as well as drawing speed.


51 Hot Drawing Equipment up to 550 C An electronic temperature measuring device is incorporated, and on this the preset intended temperature and the current measure temperature are displayed. The preset temperature can be set up to 550 C, and in the test, the temperature remains constant within ± 10 C.
, here the test panel is inserted directly into the sheet metal testing machine.")
52 High Temperature Facility up to 900 C A high temperature facility enables to characterize the forming behaviour of metal sheets at up 900 C. Contrary to the already existing hot drawing equipment (550 C), here the test panel is inserted directly into the sheet metal testing machine. By means of a temperature measurement temperature profiles can be established.



53 Equipment for High Speed Tests This optional equipment enables deep drawing tests to be conducted at elevated speeds that arise in practise. The speed of the drawing punch is preselected from 3 m/min to 25 m/min and is digitally displayed.
 using a 3D.")

54 3D-Analysing System This Sheet Metal Testing Machines can be customized and extended to accommodate special requirements, e.g. determination of forming limit curves (FLC) using a 3D. Generally the sheet metal testing machine will be equipped with proportional technology and difference pressure measuring. As option it is possible to select a PC controls/regulation with software.
55 Tests ERICHSEN Cupping Test in accordance with ISO 8490 JIS Z-2247 EN JIS Z-7729 EN UNI 3037 EN ISO UNE 7080 BS GOST NF A ICONTEC 21 NF A SIS ASTM SABS GB on sheet and strip metal 0.1 to 6.0 mm thick
56 ERICHSEN Deep Drawing Cup Test in accordance with ISO MSZ DIN UNI EN JIS Z 2249 GB/T Square Cup Test (40 x 40 mm or 70 x 70 mm) Hole Expansion Test (KWI Test) Olsen Cupping Test Persoz Cupping Test Deep Drawing Cup Test acc. to Swift I (32 mm dia.) Deep Drawing Cup Test acc. to Swift II (50 mm dia.)
57 Fukui Test Engelhardt Test Determination of the Forming Limit Curves (FLC) LDH Test High Speed Deep Drawing Cup Test Deep Drawing Tests with Blankholder Quick Release (for Earing Test ) Deep Drawing Tests with Preselected Punch Stroke Deep Drawing Test at High Temperatures up to 550 C/ High Temperature Facility up to 900 C Deep Drawing Test with PC (incl. software) for data evaluation
58 Bulge Test (50 mm dia. or 100 mm dia.) Counter Draw Fine Blanking Test Tensile Test Brinell Hardness Test Lubricant Test Tube Expanding Test according to DIN EN Ring Expanding Test according to DIN EN ERICHSEN Cupping Test for Lacquer and Paint in accordance with DIN ISO 1520 Stamping Lacquer Test and Deep Drawing Cup Test on Coil Coatings

59 Bulge Test The test panel is fixed between the drawing die and the blank holder. Underneath the test panel a chamber filled with oil is located. The test panel is clamped and then frictionless deformed by means of the drawing piston which moves upwards and presses against the oil

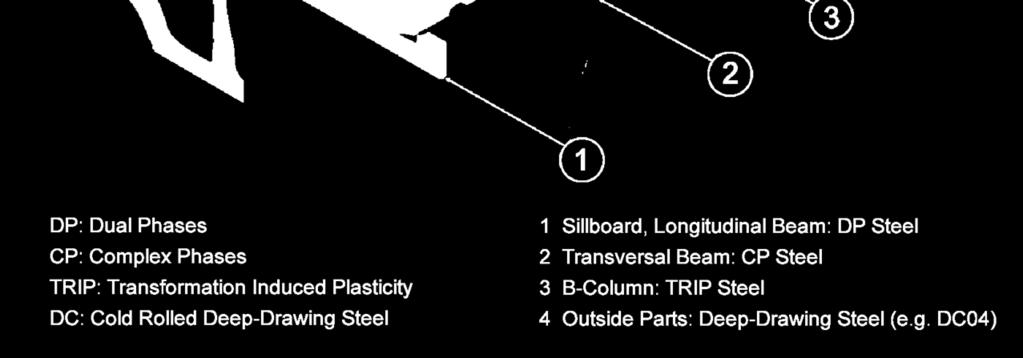
60 Nakazima Test Based on the principle of deforming sheet metal blanks of different geometries using a hemispherical punch until fracture occurs. By varying the specimen width strongly different deep draw and stretch forming conditions from a regular biaxial deformation to a simple tensile load - occur on the sheet metal surface

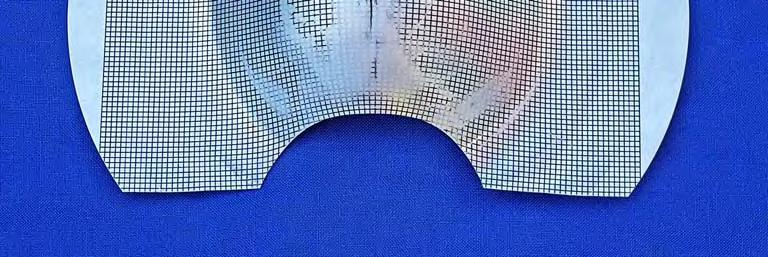
61 Marciniak Test The Marciniak Test differs from the Nakazima Test only in using a cylindrical drawing punch instead of a semispherical and in working with another tool geometry. In addition, a pierced liner is used instead of a plastic sliding foil (made of PE or PTFE) to reduce the friction


62 Evaluation with the Laser Light Section Procedure and Dot Tracking 1 Triangulation Camera Modul 2 2 Ringlight 3 Camera Lens 4 Camera Modul 3 5 Dichroich Mirror 6 Diod-Laser Modul 1 7 Polarising Beam Splitter 8 Diod-Laser Modul 2 9 Protection-Glass 10 Sheet Metal 11 Testing Machine


63 Specimen Marciniak
")
64 Nakazima (wide)
")

65 Nakazima (small)
")
66 Nakazima (wide)



67 Drawing cup



















68
Universal Sheet Metal Testing Machine Model 142
 Bore Expanding ISO 16630 Deep Drawing Cup Test Universal Sheet Metal Testing Machine Model 142 Square Deep Drawing Cup Test Software for Data Evaluation and Processing testing equipment for quality management
Bore Expanding ISO 16630 Deep Drawing Cup Test Universal Sheet Metal Testing Machine Model 142 Square Deep Drawing Cup Test Software for Data Evaluation and Processing testing equipment for quality management
ADVANCED. Universal Sheet Metal Testing Machine Model 142
 ADVANCED Universal Sheet Metal Testing Machine Model 142 ASTM 643-09, ISO 11 531, EN ISO 20482, DIN EN 1669 Applications Qualitest s Universal Sheet Metal Testing Machine with electro-hydraulic drive,
ADVANCED Universal Sheet Metal Testing Machine Model 142 ASTM 643-09, ISO 11 531, EN ISO 20482, DIN EN 1669 Applications Qualitest s Universal Sheet Metal Testing Machine with electro-hydraulic drive,
Sheet Metal Testing Machine Model 134
 ERICHSEN Cupping Test Deep Drawing Cup Test Sheet Metal Testing Machine Model 134 Square Deep Drawing Cup Test Bore Expanding Test testing equipment for quality management Technical Description Data logger
ERICHSEN Cupping Test Deep Drawing Cup Test Sheet Metal Testing Machine Model 134 Square Deep Drawing Cup Test Bore Expanding Test testing equipment for quality management Technical Description Data logger
testing equipment for quality management
 testing equipment for quality management SHEET METAL TESTING Deep-drawing test Sheet metal testing Surface testing Corrosion testing Materias testing ERICHSEN - The absolute reliability of your test results
testing equipment for quality management SHEET METAL TESTING Deep-drawing test Sheet metal testing Surface testing Corrosion testing Materias testing ERICHSEN - The absolute reliability of your test results
ALFRA PRESS. Made in Germany by ALFRA
 52 ALFRA PRESS Made in Germany by ALFRA 53 ALFRA PRESS Overview ALFRA PRESS AP 250 ALFRA PRESS AP 400 Page 56 Page 58 Control cabinet housing, control cabinet doors, mounting plates Control cabinet housing,
52 ALFRA PRESS Made in Germany by ALFRA 53 ALFRA PRESS Overview ALFRA PRESS AP 250 ALFRA PRESS AP 400 Page 56 Page 58 Control cabinet housing, control cabinet doors, mounting plates Control cabinet housing,
Unit IV Drawing of rods, wires and tubes
 Introduction Unit IV Drawing of rods, wires and tubes Drawing is a process in which the material is pulled through a die by means of a tensile force. Usually the constant cross section is circular (bar,
Introduction Unit IV Drawing of rods, wires and tubes Drawing is a process in which the material is pulled through a die by means of a tensile force. Usually the constant cross section is circular (bar,
PIERCING PUNCHES. DREI-S-Piercing Punches DIN 9861 ISO 8020 DIN 9844 DIN 9840 DIN for punching/cutting PRECISION STANDARD PARTS
 DREI-S-Piercing Punches DIN 9861 ISO 8020 DIN 9844 DIN 9840 DIN 9846 for punching/cutting PIERCING PUNCHES PRECISION STANDARD PARTS PIERCING PUNCHES Piercing punches are used for punching/cutting holes
DREI-S-Piercing Punches DIN 9861 ISO 8020 DIN 9844 DIN 9840 DIN 9846 for punching/cutting PIERCING PUNCHES PRECISION STANDARD PARTS PIERCING PUNCHES Piercing punches are used for punching/cutting holes
TALAT Lecture Deep Drawing. 15 pages, 16 figures. Advanced Level
 TALAT Lecture 3704 Deep Drawing 15 pages, 16 figures Advanced Level prepared by K. Siegert and S. Wagner, Institut für Umformtechnik, Universität Stuttgart Objectives: Definition and explanation of terms
TALAT Lecture 3704 Deep Drawing 15 pages, 16 figures Advanced Level prepared by K. Siegert and S. Wagner, Institut für Umformtechnik, Universität Stuttgart Objectives: Definition and explanation of terms
Metal Working Processes
 Metal Working Processes Bachelor of Industrial Technology Management with Honours Semester I Session 2013/2014 CLASSIFICATION OF MANUFACTURING PROCESSES TOPIC OUTLINE What is Sheet Metal? Sheet Metalworking
Metal Working Processes Bachelor of Industrial Technology Management with Honours Semester I Session 2013/2014 CLASSIFICATION OF MANUFACTURING PROCESSES TOPIC OUTLINE What is Sheet Metal? Sheet Metalworking
Product features and advantages
 Product features and advantages Reliable power connection solution for Electric vehicle batteries Battery chargers Other DC voltage applications Operating voltage determined by housing color Simplifies
Product features and advantages Reliable power connection solution for Electric vehicle batteries Battery chargers Other DC voltage applications Operating voltage determined by housing color Simplifies
REMA FLAT BLADE CONTACT CONNECTORS SR50 SR175 SR350
 REMA FLAT BLADE CONTACT CONNECTORS SR50 SR175 SR350 Productfeatures and advantages Reliable power connection solution for Electric vehicle batteries Battery chargers Forklift trucks Other DC voltage applications
REMA FLAT BLADE CONTACT CONNECTORS SR50 SR175 SR350 Productfeatures and advantages Reliable power connection solution for Electric vehicle batteries Battery chargers Forklift trucks Other DC voltage applications
Proposal for new standard. Determination of interface friction between painted parts. Orientation. p. 1 (15) Draft1, Revised
 Draft1, Revised") p. 1 (15) Draft1, Revised 2018-03-29 Proposal for new standard Determination of interface friction between painted parts. Orientation This standard specifies the method and conditions to evaluate interface
p. 1 (15) Draft1, Revised 2018-03-29 Proposal for new standard Determination of interface friction between painted parts. Orientation This standard specifies the method and conditions to evaluate interface
Computer Simulated and Experimental Verification of Tooling for Progressive Deep Drawing.
 8 th International LS-DYNA Users Conference Metal Forming (1) Computer Simulated and Experimental Verification of Tooling for Progressive Deep Drawing. Peter Kostka, Peter Cekan Slovak University of Technology
8 th International LS-DYNA Users Conference Metal Forming (1) Computer Simulated and Experimental Verification of Tooling for Progressive Deep Drawing. Peter Kostka, Peter Cekan Slovak University of Technology
Corso di Studi di Fabbricazione
 Corso di Studi di Fabbricazione 3a Richiami dei processi tecnologici di trasformazione FUNDAMENTAL OF METAL FORMING 1 METAL FORMING Large group of manufacturing processes in which plastic deformation is
Corso di Studi di Fabbricazione 3a Richiami dei processi tecnologici di trasformazione FUNDAMENTAL OF METAL FORMING 1 METAL FORMING Large group of manufacturing processes in which plastic deformation is
Hail University College of Engineering Department of Mechanical Engineering. Sheet-Metal Forming Processes and Equipment. Ch 16
 Hail University College of Engineering Department of Mechanical Engineering Sheet-Metal Forming Processes and Equipment Ch 16 Sheet-Metal Forming Products made of sheet metals are all around us. They include
Hail University College of Engineering Department of Mechanical Engineering Sheet-Metal Forming Processes and Equipment Ch 16 Sheet-Metal Forming Products made of sheet metals are all around us. They include
FUNDAMENTAL MANUFACTURING PROCESSES. Sheet Metal Stamping Dies & Processes-SD
 FUNDAMENTAL MANUFACTURING PROCESSES Sheet Metal Stamping Dies & Processes-SD SCENE 1. SD20A, CGS: Dies & Die Functions white text, centered on background FMP BKG, motion background SCENE 2. SD20A, SME4311,
FUNDAMENTAL MANUFACTURING PROCESSES Sheet Metal Stamping Dies & Processes-SD SCENE 1. SD20A, CGS: Dies & Die Functions white text, centered on background FMP BKG, motion background SCENE 2. SD20A, SME4311,
SAWS, PIPE CUTTERS. Design. Blade
 SAWS, PIPE CUTTERS Design With the handy pistol shape, already laid pipes can be quickly and easily shortened. Pumping movements release the ratchet mechanism and the blade is thus pushed through the cutting
SAWS, PIPE CUTTERS Design With the handy pistol shape, already laid pipes can be quickly and easily shortened. Pumping movements release the ratchet mechanism and the blade is thus pushed through the cutting
Drawing of Hexagonal Shapes from Cylindrical Cups
 Dr. Waleed Khalid Jawed Metallurgy & Production Engineering Department, University of Technology /Baghdad Email: Drwaleed555@yahoo.com Sabih Salman Dawood Metallurgy & Production Engineering Department,
Dr. Waleed Khalid Jawed Metallurgy & Production Engineering Department, University of Technology /Baghdad Email: Drwaleed555@yahoo.com Sabih Salman Dawood Metallurgy & Production Engineering Department,
Drawing. Fig. 1 Drawing
 Drawing Drawing is a metalworking process which uses tensile forces to stretch metal. It is broken up into two types: sheet metal drawing and wire, bar, and tube drawing. The specific definition for sheet
Drawing Drawing is a metalworking process which uses tensile forces to stretch metal. It is broken up into two types: sheet metal drawing and wire, bar, and tube drawing. The specific definition for sheet
TOOLS/ werkzeugtechnik
 TOOLS werkzeugtechnik EDITORIAL In October 2006, ips-werkzeugtechnik took over the punching technology segment of DE-STA-CO Europe & Co. Werkzeugtechnik, which has earned us a new strategic position on
TOOLS werkzeugtechnik EDITORIAL In October 2006, ips-werkzeugtechnik took over the punching technology segment of DE-STA-CO Europe & Co. Werkzeugtechnik, which has earned us a new strategic position on
Datasheet. Variable Impact Tester. Elcometer 1615
 Variable Impact Tester This simple to use gauge is ideal for evaluating the resistance of a coating to impact (elongation, cracking or peeling), and is suitable for use on both direct and indirect test
Variable Impact Tester This simple to use gauge is ideal for evaluating the resistance of a coating to impact (elongation, cracking or peeling), and is suitable for use on both direct and indirect test
Type A - Clamping force axially applied to the clamping edge. Extending and simultaneous lowering/clamping
 Wedge clamp, double-acting, type A for dies with straight clamping edge Type A - Clamping force axially applied to the clamping edge Application: safe clamping of dies with straight clamping edge for clamping
Wedge clamp, double-acting, type A for dies with straight clamping edge Type A - Clamping force axially applied to the clamping edge Application: safe clamping of dies with straight clamping edge for clamping
Elasticity & Deformation. Elcometer 1615 Variable Impact Tester. elcometer.com 1
 Variable Impact Tester elcometer.com 1 Variable Impact Tester This simple to use gauge is ideal for evaluating the resistance of a coating to impact (elongation, cracking or peeling), and is suitable for
Variable Impact Tester elcometer.com 1 Variable Impact Tester This simple to use gauge is ideal for evaluating the resistance of a coating to impact (elongation, cracking or peeling), and is suitable for
MANUFACTURING PROCESSES
 1 MANUFACTURING PROCESSES - AMEM 201 Lecture 9: Sheet Metal Cutting & Forming Processes DR. SOTIRIS L. OMIROU Sheet Metal Cutting & Forming Processes - Application field- Sheet metal processing is an important
1 MANUFACTURING PROCESSES - AMEM 201 Lecture 9: Sheet Metal Cutting & Forming Processes DR. SOTIRIS L. OMIROU Sheet Metal Cutting & Forming Processes - Application field- Sheet metal processing is an important
ScienceDirect. Formability of pure titanium sheet in square cup deep drawing
 Available online at www.sciencedirect.com ScienceDirect Procedia Engineering 81 (2014 ) 881 886 11th International Conference on Technology of Plasticity, ICTP 2014, 19-24 October 2014, Nagoya Congress
Available online at www.sciencedirect.com ScienceDirect Procedia Engineering 81 (2014 ) 881 886 11th International Conference on Technology of Plasticity, ICTP 2014, 19-24 October 2014, Nagoya Congress
Tools for other contacts Tools for FOC contacts Crimping machine TC-C Crimping machine TK-M
 Contents Page for contacts Han D... 99.02 for contacts Han E... 99.04 for contacts Han-Yellock... 99.06 for contacts Han C... 99.09 for contacts D-Sub... 99.11 for other contacts... 99.12 for FOC contacts...
Contents Page for contacts Han D... 99.02 for contacts Han E... 99.04 for contacts Han-Yellock... 99.06 for contacts Han C... 99.09 for contacts D-Sub... 99.11 for other contacts... 99.12 for FOC contacts...
RatioLine G200/G300. Turn mill centers
 RatioLine G200/G300 Turn mill centers RatioLine G200/G300 Standard for us - future for others INDEX turn-mill centers set In case of collision, the Your system benefits: Auxiliary milling spindle for the
RatioLine G200/G300 Turn mill centers RatioLine G200/G300 Standard for us - future for others INDEX turn-mill centers set In case of collision, the Your system benefits: Auxiliary milling spindle for the
Operator's manual. TruTool N 200 (1A1) english
 english") Operator's manual TruTool N 200 (1A1) english Table of contents 1. Safety...3 2. Description...5 2.1 Correct use...6 2.2 Technical data...7 3. Tool assembly...8 3.1 Changing the stroke rate...8 4. Operation...10
Operator's manual TruTool N 200 (1A1) english Table of contents 1. Safety...3 2. Description...5 2.1 Correct use...6 2.2 Technical data...7 3. Tool assembly...8 3.1 Changing the stroke rate...8 4. Operation...10
Cross Hatch Cutters Models 295
 Cross Hatch Cutters Models 295 Cross Hatch Cutter with free turnable axle SCROLLRULER adjustable Cross Cut Ruler Folding Ruler Folding Ruler with handle Models 295/XIV and 295/I with cutting head and folding
Cross Hatch Cutters Models 295 Cross Hatch Cutter with free turnable axle SCROLLRULER adjustable Cross Cut Ruler Folding Ruler Folding Ruler with handle Models 295/XIV and 295/I with cutting head and folding
PUNCHING DRILLING HEBEN LIFTING CUTTING DEBURRING
 PUNCHING DRILLING LIFTING CUTTING DEBURRING www.alfra.de E-EN E ALFRA Edge-Milling and Deburring Devices Overview KFV KFH 150 Page 7 78 2520 25100 Prism mounting L = 150 / W = 20/40 End mill Ø 45 or straight
PUNCHING DRILLING LIFTING CUTTING DEBURRING www.alfra.de E-EN E ALFRA Edge-Milling and Deburring Devices Overview KFV KFH 150 Page 7 78 2520 25100 Prism mounting L = 150 / W = 20/40 End mill Ø 45 or straight
Work Pieces The EHRT Punching Machines of the Standard Line rapidly processes flat profile bars up to 16 mm thickness and 200 mm width.
 Holecut 40-6 CNC Holecut 40-10 CNC Punching Machine Standard Line Stand: 10/ 2014 EHRT Punching Machine Standard Line - Advantages The EHRT Punching Machines of the Standard Line was developed especially
Holecut 40-6 CNC Holecut 40-10 CNC Punching Machine Standard Line Stand: 10/ 2014 EHRT Punching Machine Standard Line - Advantages The EHRT Punching Machines of the Standard Line was developed especially
HIGH ENERGY RATE FORMING PROCESSES
 HIGH ENERGY RATE FORMING PROCESSES In these forming processes large amount of energy is applied for a very short interval of time. Many metals tend to deform more readily under extra fast application of
HIGH ENERGY RATE FORMING PROCESSES In these forming processes large amount of energy is applied for a very short interval of time. Many metals tend to deform more readily under extra fast application of
High-precision inch guide units Made in Germany
 High-precision inch guide units Made in Germany cm 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 cm inch inch 1 2 3 4 5 6 7 8 STEINEL All you need for tools Your partner for punching and bending
High-precision inch guide units Made in Germany cm 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 cm inch inch 1 2 3 4 5 6 7 8 STEINEL All you need for tools Your partner for punching and bending
Elcometer Conical Mandrel Bend Tester
 English Elcometer 1510 Conical Mandrel Bend Tester Operating Instructions English is a registered trademark of Elcometer Instruments Ltd. All other trademarks acknowledged. Copyright Elcometer Instruments
English Elcometer 1510 Conical Mandrel Bend Tester Operating Instructions English is a registered trademark of Elcometer Instruments Ltd. All other trademarks acknowledged. Copyright Elcometer Instruments
PERFECT SURFACES WORLDWIDE
 A WELCOME FROM THE TECHNOLOGY LEADER in mass finishing Proverbial ingenuity, coupled with German efficiency and a love of perfection, are the best qualifications for developing successful ways of creating
A WELCOME FROM THE TECHNOLOGY LEADER in mass finishing Proverbial ingenuity, coupled with German efficiency and a love of perfection, are the best qualifications for developing successful ways of creating
Technical Manual. ETP-CLASSIC incl type R. Content
 Technical Manual ETP-CLASSIC incl type R Content Technical parts description...2 Mounting/dismantling tips...4 Design suggestions...7 Tolerances...13 Central bolt...15 Torsional stiffness...16 Screw pitch
Technical Manual ETP-CLASSIC incl type R Content Technical parts description...2 Mounting/dismantling tips...4 Design suggestions...7 Tolerances...13 Central bolt...15 Torsional stiffness...16 Screw pitch
Electromagnetic driven selfpiercing riveting of metal & composite sheets
 , BWI, Ghent, Belgium Electromagnetic driven selfpiercing riveting of metal & composite sheets Charlotte Beerwald Poynting GmbH, Dortmund, Germany Company Profile Since 13 years POYNTING company is equipment
, BWI, Ghent, Belgium Electromagnetic driven selfpiercing riveting of metal & composite sheets Charlotte Beerwald Poynting GmbH, Dortmund, Germany Company Profile Since 13 years POYNTING company is equipment
Operating instruction for the quick-change tap holders type:
 type: KSN 0 KSN 1 KSN 3 KSN 4 KSN 5 Date of edition: 01.02.2008 Stage of alteration: 1 Please keep this for future use! Contents: 1 Application range, safety instructions and technical data... 3 1.1 Application
type: KSN 0 KSN 1 KSN 3 KSN 4 KSN 5 Date of edition: 01.02.2008 Stage of alteration: 1 Please keep this for future use! Contents: 1 Application range, safety instructions and technical data... 3 1.1 Application
ALFRA hole punches application overview
 ALFRA hole punches application overview ALFRA HOLE PUNCHES MonoCut ALFRA HOLE PUNCHES TriCut ALFRA HOLE PUNCHES TriCut+ ALFRA HOLE PUNCHES TwinCut Suitable for Sheet steel S5 F 70 N/² Stainless steel F
ALFRA hole punches application overview ALFRA HOLE PUNCHES MonoCut ALFRA HOLE PUNCHES TriCut ALFRA HOLE PUNCHES TriCut+ ALFRA HOLE PUNCHES TwinCut Suitable for Sheet steel S5 F 70 N/² Stainless steel F
Global Expansion of Human Activity and The Wave of Motorization
 About Fine Blanking Global Expansion of Human Activity and The Wave of Motorization Enhancing the productivity of international automobile manufacturers In the attractive international automobile manufacturing
About Fine Blanking Global Expansion of Human Activity and The Wave of Motorization Enhancing the productivity of international automobile manufacturers In the attractive international automobile manufacturing
Module 3 Selection of Manufacturing Processes
 Module 3 Selection of Manufacturing Processes Lecture 4 Design for Sheet Metal Forming Processes Instructional objectives By the end of this lecture, the student will learn the principles of several sheet
Module 3 Selection of Manufacturing Processes Lecture 4 Design for Sheet Metal Forming Processes Instructional objectives By the end of this lecture, the student will learn the principles of several sheet
DESIGN OF DRAW DIE FOR CYLINDRICAL CUP FORMATION
 DESIGN OF DRAW DIE FOR CYLINDRICAL CUP FORMATION Mr.Bhushan Sanjay Paysheti, Dr. Shekhar Yadgiri Gajjal Abstract For production of sheet metal parts we need various dies (press tools) which will convert
DESIGN OF DRAW DIE FOR CYLINDRICAL CUP FORMATION Mr.Bhushan Sanjay Paysheti, Dr. Shekhar Yadgiri Gajjal Abstract For production of sheet metal parts we need various dies (press tools) which will convert
ENGINEERING STANDARDS SECTION: D TOG-L-LOC V-LOC OVAL-LOC LANCE-N-LOC INFORMATION. Tog-L-Loc. How The Joining Process Works
 Tog-L-Loc Tog-L-Loc is a circular, leakproof joint formed by drawing the metals into a circular "cup'' and then expanding the diameter to form a 360 radial lock below the bottom sheet. How The Joining
Tog-L-Loc Tog-L-Loc is a circular, leakproof joint formed by drawing the metals into a circular "cup'' and then expanding the diameter to form a 360 radial lock below the bottom sheet. How The Joining
Sheet metal processing center EML Z-3510 NT EML Z-3610 NT
 Sheet metal processing center EML Z-3510 NT EML Z-3610 NT Punching technology Laser technology The new sheet metal processing center EML Z a triad of speed, flexibility and productivity The decisive answer
Sheet metal processing center EML Z-3510 NT EML Z-3610 NT Punching technology Laser technology The new sheet metal processing center EML Z a triad of speed, flexibility and productivity The decisive answer
NEW HIGH-PRECISION TOOL GRIND CHUCK TGC P O
 NEW HIGH-PRECISION TOOL GRIND CHUCK TGC P O HIGH-PRECISION TOOL GRIND CHUCK TGC P O Increase your productivity and lower your costs! Whenever high-performance tools are manufactured, there is a need for
NEW HIGH-PRECISION TOOL GRIND CHUCK TGC P O HIGH-PRECISION TOOL GRIND CHUCK TGC P O Increase your productivity and lower your costs! Whenever high-performance tools are manufactured, there is a need for
TENSILKUT ENGINEERING
 TENSILKUT ENGINEERING For Accurate Test Specimens Manufacturer of equipment for the accurate preparation of physical test specimens since 1955 SIEBURG INTERNATIONAL, INC. 1901 Clydesdale Street, Maryville,
TENSILKUT ENGINEERING For Accurate Test Specimens Manufacturer of equipment for the accurate preparation of physical test specimens since 1955 SIEBURG INTERNATIONAL, INC. 1901 Clydesdale Street, Maryville,
CNC Punching Machine Holecut 40-9 Professional
 CNC Punching Machine Holecut 40-9 Professional CNC Punching Machine Holecut 40-9 Professional All EHRT punching machines in the Holecut Professional Line feature three CNC controlled axes. They are designed
CNC Punching Machine Holecut 40-9 Professional CNC Punching Machine Holecut 40-9 Professional All EHRT punching machines in the Holecut Professional Line feature three CNC controlled axes. They are designed
Car Inside Beam Enhanced Cold Stamping Mould Design. Quanzhong Jia
 3rd International Conference on Management, Education, Information and Control (MEICI 2015) Car Inside Beam Enhanced Cold Stamping Mould Design Quanzhong Jia Weifang University of Science & Technology,Shandong,
3rd International Conference on Management, Education, Information and Control (MEICI 2015) Car Inside Beam Enhanced Cold Stamping Mould Design Quanzhong Jia Weifang University of Science & Technology,Shandong,
Assembly instructions
 Assembly instructions Important notes on VOSS assembly instructions In order to ensure maximum performance and functional reliability of VOSS products, the respective assembly instructions, operating conditions
Assembly instructions Important notes on VOSS assembly instructions In order to ensure maximum performance and functional reliability of VOSS products, the respective assembly instructions, operating conditions
Bedienungsanleitung - Operating Instructions - Mode d emploi
 Bedienungsanleitung - Operating Instructions - Mode d emploi LAMINATED BUSBAR MACHINING UNIT 2017 Alfra GmbH II. Industriestraße 10 D-68766 Hockenheim Tel.: +49 (0)6205-3051-0 Fax: +49 (0)6205-3051-150
Bedienungsanleitung - Operating Instructions - Mode d emploi LAMINATED BUSBAR MACHINING UNIT 2017 Alfra GmbH II. Industriestraße 10 D-68766 Hockenheim Tel.: +49 (0)6205-3051-0 Fax: +49 (0)6205-3051-150
ARM. via Castegnato 6/C, Rodengo Saiano, Brescia Italy.
 via Castegnato 6/C, 25050 Rodengo Saiano, Brescia Italy www.compes.com info@compes.com T +39 030 6815011 F +39 030 611848 www.compes.ca info@compes.ca compesfrance@compes.fr Recovering aluminium rather
via Castegnato 6/C, 25050 Rodengo Saiano, Brescia Italy www.compes.com info@compes.com T +39 030 6815011 F +39 030 611848 www.compes.ca info@compes.ca compesfrance@compes.fr Recovering aluminium rather
Influence of Lubrication and Draw Bead in Hemispherical Cup Forming
 INSTITUTE OF TECHNOLOGY, NIRMA UNIVERSITY, AHMEDABAD 382 481, 08-10 DECEMBER, 2011 1 Influence of Lubrication and Draw Bead in Hemispherical Cup Forming G. M. Bramhakshatriya *12, S. K. Sharma #1, B. C.
INSTITUTE OF TECHNOLOGY, NIRMA UNIVERSITY, AHMEDABAD 382 481, 08-10 DECEMBER, 2011 1 Influence of Lubrication and Draw Bead in Hemispherical Cup Forming G. M. Bramhakshatriya *12, S. K. Sharma #1, B. C.
PRECISION CUTTING MICRACUT 202
 PRECISION CUTTING MICRACUT 202 MICRACUT 202 MICRACUT 202 precision cutters are used for precise and deformation-free cutting of Metals, Ceramics, Electronic Components, Crystals, Composites, Biomaterials,
PRECISION CUTTING MICRACUT 202 MICRACUT 202 MICRACUT 202 precision cutters are used for precise and deformation-free cutting of Metals, Ceramics, Electronic Components, Crystals, Composites, Biomaterials,
CATALOG TOOL STEEL ELECTRIC
 CATALOG TOOL STEEL ELECTRIC 1/26 BENDING MACHINES Biegeboy bending machine For bending panels with turned-up edges up to a turn-up height of 50mm. Very small radii are produced in several passes. 40 cm
CATALOG TOOL STEEL ELECTRIC 1/26 BENDING MACHINES Biegeboy bending machine For bending panels with turned-up edges up to a turn-up height of 50mm. Very small radii are produced in several passes. 40 cm
Forming - Blanking. Manufacturing Technology II Lecture 6. Prof. Dr.-Ing. Dr.-Ing. E.h. F. Klocke
 Forming - Blanking Manufacturing Technology II Lecture 6 Laboratory for Machine Tools and Production Engineering Chair of Manufacturing Technology Prof. Dr.-Ing. Dr.-Ing. E.h. F. Klocke Seite 1 Content
Forming - Blanking Manufacturing Technology II Lecture 6 Laboratory for Machine Tools and Production Engineering Chair of Manufacturing Technology Prof. Dr.-Ing. Dr.-Ing. E.h. F. Klocke Seite 1 Content
Precise hardening with high power diode lasers using beam shaping mirror optics
 Precise hardening with high power diode lasers using beam shaping mirror optics Steffen Bonss, Marko Seifert, Berndt Brenner, Eckhard Beyer Fraunhofer IWS, Winterbergstrasse 28, D-01277 Dresden, Germany
Precise hardening with high power diode lasers using beam shaping mirror optics Steffen Bonss, Marko Seifert, Berndt Brenner, Eckhard Beyer Fraunhofer IWS, Winterbergstrasse 28, D-01277 Dresden, Germany
Axial Forming. From Expanding...
 Axial Forming.. 1 From Expanding... Axial Forming Hydraulic forming is an axial forming method for tubes and bars. The forming process is executed by means of a die. When forming a tube, a mandrel can
Axial Forming.. 1 From Expanding... Axial Forming Hydraulic forming is an axial forming method for tubes and bars. The forming process is executed by means of a die. When forming a tube, a mandrel can
adaptivemechanical adaptive
 Mechanical clamping elements mechanical 6 Content Product group 6 Sliding clamp, mechanical 6.2210 Clamping block, mechanical 6.2212 High-pressure spindle, mechanical with integral wedge system 6.2270
Mechanical clamping elements mechanical 6 Content Product group 6 Sliding clamp, mechanical 6.2210 Clamping block, mechanical 6.2212 High-pressure spindle, mechanical with integral wedge system 6.2270
Overview Grinding Applications
 GRINDING 14E Overview Grinding Applications SRG Workpieces High precision grinding Steady Rests Grinding diameter Ø 20-85 mm Camshafts Crankshafts Shafts Chapter 1 Fine adjustment of the grinding center
GRINDING 14E Overview Grinding Applications SRG Workpieces High precision grinding Steady Rests Grinding diameter Ø 20-85 mm Camshafts Crankshafts Shafts Chapter 1 Fine adjustment of the grinding center
Washability & Abrasion. elcometer.com. Elcometer 1720 Washability & Abrasion Testers
 elcometer.com 1 AS/NZS 1580.459.1, ASTM D 2486, ASTM D 3450, ASTM D 4213, ASTM D 4488, ASTM D 4828, ASTM F 1319, DIN 53778-2:1983, ECCA T11, EN 12956, EN 13523-11, EN 233/C3.2-A, EN 233/C3.2-B, EN 233/C3.2-C,
elcometer.com 1 AS/NZS 1580.459.1, ASTM D 2486, ASTM D 3450, ASTM D 4213, ASTM D 4488, ASTM D 4828, ASTM F 1319, DIN 53778-2:1983, ECCA T11, EN 12956, EN 13523-11, EN 233/C3.2-A, EN 233/C3.2-B, EN 233/C3.2-C,
Experimental Investigation on Locally Increasing the Thickness of Sheet Metal by Beading and Compression Technique
 Mindanao Journal of Science and Technology Vol. () 5- Experimental Investigation on Locally Increasing the Thickness of Sheet Metal by Beading and Compression Technique Consorcio S. Namoco, Jr. *, Takashi
Mindanao Journal of Science and Technology Vol. () 5- Experimental Investigation on Locally Increasing the Thickness of Sheet Metal by Beading and Compression Technique Consorcio S. Namoco, Jr. *, Takashi
Connecting elements for connecting hard-pressed steel with aluminium/steel
 Connecting elements for connecting hard-pressed steel with aluminium/steel 1. The Tuk-Rivet punched rivet system The rivet comprises a rivet head, a shank area, one or more shank grooves and the cutting
Connecting elements for connecting hard-pressed steel with aluminium/steel 1. The Tuk-Rivet punched rivet system The rivet comprises a rivet head, a shank area, one or more shank grooves and the cutting
Joining Metals with Stamping Dies
 733563AA Joining Metals with Stamping Dies A Die Builder s Guide to BTM s sheet metal clinch joining systems. A supplement for BTM s Tog-L-Loc and Lance-N-Loc Tooling Catalogs to assist in the proper application
733563AA Joining Metals with Stamping Dies A Die Builder s Guide to BTM s sheet metal clinch joining systems. A supplement for BTM s Tog-L-Loc and Lance-N-Loc Tooling Catalogs to assist in the proper application
PAINT BORER 518 MC PAINTXPLORER 548
 PAINT BORER 518 USB PAINT BORER 518 MC PAINTXPLORER 548 PAINT BORER 518 USB Thickness measurements in accordance with the standardised wedge cut method PAINT BORER 518 MC PAINTXPLORER 548 testing equipment
PAINT BORER 518 USB PAINT BORER 518 MC PAINTXPLORER 548 PAINT BORER 518 USB Thickness measurements in accordance with the standardised wedge cut method PAINT BORER 518 MC PAINTXPLORER 548 testing equipment
Round Indicator Lights Mounting Hole Page
 PRODUCT SERIES Round Indicator Lights Page 8, &. 9. &..7 - NEMA -R.7 8 & 9. 7. 8. 9 7. 8. - NEMA -R.9.9 Indicator Lights.7,.. 7. Rectangular Indicator Lights Panel Cutout. x.. x. 7 & 7. x.8 8. x. 9 & 7.
PRODUCT SERIES Round Indicator Lights Page 8, &. 9. &..7 - NEMA -R.7 8 & 9. 7. 8. 9 7. 8. - NEMA -R.9.9 Indicator Lights.7,.. 7. Rectangular Indicator Lights Panel Cutout. x.. x. 7 & 7. x.8 8. x. 9 & 7.
The Formability of Perforated Metals, Part II: Stainless Steel and Aluminum
 The Formability of Perforated Metals, Part II: Stainless Steel and Aluminum A follow-up study sponsored by The Industrial Perforators Association and conducted by Robert H. Wagoner, Department of Materials
The Formability of Perforated Metals, Part II: Stainless Steel and Aluminum A follow-up study sponsored by The Industrial Perforators Association and conducted by Robert H. Wagoner, Department of Materials
Digital inductive conductivity transmitter
 Digital inductive conductivity transmitter Optimal solution for conductivity measurements in difficult fluids (polluted, dirty,...) PEEK/PPA version for CIP applications Large range of process connections
Digital inductive conductivity transmitter Optimal solution for conductivity measurements in difficult fluids (polluted, dirty,...) PEEK/PPA version for CIP applications Large range of process connections
Joining Metals with Stamping Dies
 733563 Joining Metals with Stamping Dies A Die Builder s Guide to BTM Corporation s sheet metal clinch joining systems. A supplement for BTM Corporation s Tog-L-Loc and Lance-N-Loc Tooling Catalogs to
733563 Joining Metals with Stamping Dies A Die Builder s Guide to BTM Corporation s sheet metal clinch joining systems. A supplement for BTM Corporation s Tog-L-Loc and Lance-N-Loc Tooling Catalogs to
Operating manual. TruTool N 500 (1A1) english
 english") Operating manual TruTool N 500 (1A1) english Table of Contents 1. Safety...4 1.1 General safety information...4 1.2 Specific safety information...5 2. Description...6 2.1 Correct use...7 2.2 Technical
Operating manual TruTool N 500 (1A1) english Table of Contents 1. Safety...4 1.1 General safety information...4 1.2 Specific safety information...5 2. Description...6 2.1 Correct use...7 2.2 Technical
# Reducing Springback using post-stretching with stake beads By Tanmay Gupta, Ali Fallahiarezoodar, and Dr. Taylan Altan
 Reducing Springback using post-stretching with stake beads By Tanmay Gupta, Ali Fallahiarezoodar, and Dr. Taylan Altan #688-4 Reducing springback, especially in forming of Advanced High Strength Steels
Reducing Springback using post-stretching with stake beads By Tanmay Gupta, Ali Fallahiarezoodar, and Dr. Taylan Altan #688-4 Reducing springback, especially in forming of Advanced High Strength Steels
Application of SLOFEC and Laser Technology for Testing of Buried Pipes
 19 th World Conference on Non-Destructive Testing 2016 Application of SLOFEC and Laser Technology for Testing of Buried Pipes Gerhard SCHEER 1 1 TMT - Test Maschinen Technik GmbH, Schwarmstedt, Germany
19 th World Conference on Non-Destructive Testing 2016 Application of SLOFEC and Laser Technology for Testing of Buried Pipes Gerhard SCHEER 1 1 TMT - Test Maschinen Technik GmbH, Schwarmstedt, Germany
Press Operations & Types of Dies
 Press Operations & Types of Dies Press Working Use of mechanical and hydraulic presses for forging and extrusion has been mentioned earlier. Knuckle type mechanical presses are used widely for sheet metal
Press Operations & Types of Dies Press Working Use of mechanical and hydraulic presses for forging and extrusion has been mentioned earlier. Knuckle type mechanical presses are used widely for sheet metal
HEICO FASTENING SYSTEMS. Simple Fast Reliable HEICO-TEC TENSION NUT
 HEICO FASTENING SYSTEMS Simple Fast Reliable HEICO-TEC TENSION NUT WWW.HEICO-TEC.COM HEICO-TEC TENSION NUT SIMPLE FAST RELIABLE For a secure joint with a HEICO-TEC tension nut, no electric, hydraulic,
HEICO FASTENING SYSTEMS Simple Fast Reliable HEICO-TEC TENSION NUT WWW.HEICO-TEC.COM HEICO-TEC TENSION NUT SIMPLE FAST RELIABLE For a secure joint with a HEICO-TEC tension nut, no electric, hydraulic,
Sheet-Forming Processes
 Sheet-Forming Processes Chapter 17 17.1 Introduction Sheet metal processes involve plane stress loadings and lower forces than bulk forming Almost all sheet metal forming is considered to be secondary
Sheet-Forming Processes Chapter 17 17.1 Introduction Sheet metal processes involve plane stress loadings and lower forces than bulk forming Almost all sheet metal forming is considered to be secondary
Metal Stamping Glossary
 Metal Stamping Glossary Alloy - A substance that has metallic properties and is composed of two or more chemical elements of which at least one is an elemental metal. Annealing - A process involving the
Metal Stamping Glossary Alloy - A substance that has metallic properties and is composed of two or more chemical elements of which at least one is an elemental metal. Annealing - A process involving the
Clamping devices 521
 Clamping devices 521 522 Product overview Clamping devices Adjustable straps K0001 Hook clamps K0012 Goose-neck straps with long slot K0002 Page 526 Hook Clamps with collar K0013 Page 535 Equipped clamps
Clamping devices 521 522 Product overview Clamping devices Adjustable straps K0001 Hook clamps K0012 Goose-neck straps with long slot K0002 Page 526 Hook Clamps with collar K0013 Page 535 Equipped clamps
EN 1092 PN 10 EN 1092 PN 16 JIS B K ANSI B16.5 Class 150 ANSI B16.47 Class 150 BS 10 Table D
 HG EN 1092 PN 10 EN 1092 PN 16 JIS 2238 10K ANSI 16.5 Class 150 ANSI 16.47 Class 150 S 10 Table D Stafsjö s knife gate valve HG is a bi-directional valve, particularly well suited for severe operating
HG EN 1092 PN 10 EN 1092 PN 16 JIS 2238 10K ANSI 16.5 Class 150 ANSI 16.47 Class 150 S 10 Table D Stafsjö s knife gate valve HG is a bi-directional valve, particularly well suited for severe operating
Wire and tube Drawing
 Wire and tube Drawing Drawing is an operation in which the cross-section of solid rod, wire or tubing is reduced or changed in shape by pulling it through a die. The principle of this procedure consist
Wire and tube Drawing Drawing is an operation in which the cross-section of solid rod, wire or tubing is reduced or changed in shape by pulling it through a die. The principle of this procedure consist
Design and Analysis of Progressive Die for Chain Link Plate
 Design and Analysis of Progressive Die for Chain Link Plate Md Inaithul Rehaman #1, P Satish Reddy #2, Matta Manoj #3, N.Guru Murthy #4 ME Department, Prasiddha College of Engg and Technology, Anathavaram
Design and Analysis of Progressive Die for Chain Link Plate Md Inaithul Rehaman #1, P Satish Reddy #2, Matta Manoj #3, N.Guru Murthy #4 ME Department, Prasiddha College of Engg and Technology, Anathavaram
Danly Die Sets CATALOG DIE SETS. Quality & performance Quick delivery Precision Components
 Danly Sets TM CATALOG DIE SETS Quality & performance Quick delivery Precision Components 1 TM Danly Sets www.anchordanly.com CATALOG DIE SETS Service We Deliver and Quality You Can Depend On Danly Sets
Danly Sets TM CATALOG DIE SETS Quality & performance Quick delivery Precision Components 1 TM Danly Sets www.anchordanly.com CATALOG DIE SETS Service We Deliver and Quality You Can Depend On Danly Sets
Sheet metal tutorial. To set the bend radius Right click on the first sheet metal icon in the command manager and specify a bend radius or 1mm.
 Sheet metal tutorial In the following tutorial you will cover the basic features of the Solid Works sheet metal tool by modelling the component shown opposite. Activating Sheet metal mode Sheet metal components
Sheet metal tutorial In the following tutorial you will cover the basic features of the Solid Works sheet metal tool by modelling the component shown opposite. Activating Sheet metal mode Sheet metal components
Operator's manual TruTool PN 130 (1A1)
") Operator's manual TruTool PN 130 (1A1) english TruTool PN 130 (1A1) Table of Contents Table of Contents 1. Safety...4 1.1 1.2 General safety information...4 Specific safety information...5 2. Description...6
Operator's manual TruTool PN 130 (1A1) english TruTool PN 130 (1A1) Table of Contents Table of Contents 1. Safety...4 1.1 1.2 General safety information...4 Specific safety information...5 2. Description...6
Fluid Sealing Association
 Fluid Sealing Association STANDARD FSA-MG-501-02 STANDARD TEST METHOD FOR INWARD BUCKLING OF SPIRAL-WOUND GASKETS 994 Old Eagle School Road, Suite 1019 Wayne, Pennsylvania 19087-1866 Phone: (610) 971-4850
Fluid Sealing Association STANDARD FSA-MG-501-02 STANDARD TEST METHOD FOR INWARD BUCKLING OF SPIRAL-WOUND GASKETS 994 Old Eagle School Road, Suite 1019 Wayne, Pennsylvania 19087-1866 Phone: (610) 971-4850
Instruction manual. ZCY 2400 Zehntner-Cylindrical mandrel tester
 Zehntner GmbH Testing Instruments Gewerbestrasse 4 CH-4450 Sissach Switzerland Tel +41 (0)61 953 05 50 Fax +41 (0)61 953 05 51 zehntner@zehntner.com www.zehntner.com Instruction manual Version 1.0 vom
Zehntner GmbH Testing Instruments Gewerbestrasse 4 CH-4450 Sissach Switzerland Tel +41 (0)61 953 05 50 Fax +41 (0)61 953 05 51 zehntner@zehntner.com www.zehntner.com Instruction manual Version 1.0 vom
Dimensions of the machine spindle heads in accordance with DIN The latest issue of the DIN sheet is binding
 Info Dimensions of the machine spindle heads in accordance with DIN The latest issue of the DIN sheet is binding DIN 55026 from taper size 4 with driver. Spindle head Size C1 C2 D hole count outer olt
Info Dimensions of the machine spindle heads in accordance with DIN The latest issue of the DIN sheet is binding DIN 55026 from taper size 4 with driver. Spindle head Size C1 C2 D hole count outer olt
Brabender Measuring and Processing Die Heads. and Follow-Up Equipment.... where quality is measured.
 Brabender Measuring and Processing Die Heads and Follow-Up Equipment... where quality is measured. Versatile Precise Easy to handle Measuring and Processing Die Heads Use the versatile Brabender measuring
Brabender Measuring and Processing Die Heads and Follow-Up Equipment... where quality is measured. Versatile Precise Easy to handle Measuring and Processing Die Heads Use the versatile Brabender measuring
Analysis of the multilayer woven fabric behaviour during the forming process. Focus on the loss of cohesion within the woven fibre network.
 Analysis of the multilayer woven fabric behaviour during the forming process. Focus on the loss of cohesion within the woven fibre network. Ahmad Rashed Labanieh a*, Christian Garnier a, Pierre Ouagne
Analysis of the multilayer woven fabric behaviour during the forming process. Focus on the loss of cohesion within the woven fibre network. Ahmad Rashed Labanieh a*, Christian Garnier a, Pierre Ouagne
EVK/EVM. Optical strip edge and centre guiding system. high-precision reliable easy to maintain
 EVK/EVM Optical strip edge and centre guiding system high-precision reliable easy to maintain EVK/EVM Continuous strip edge / strip Operating principle: The EVK edge sensor positioning device and the EVM
EVK/EVM Optical strip edge and centre guiding system high-precision reliable easy to maintain EVK/EVM Continuous strip edge / strip Operating principle: The EVK edge sensor positioning device and the EVM
TOOL DESIGN - MANUFACTURING DESIGN SPECIFICATIONS FOR TOOLING AND EQUIPMENT SECTION H - DIE DESIGN TABLE OF CONTENTS. H.1 General...
 TABLE OF CONTENTS H.1 General...Page 2 H.2 General Die Layout...Page 2 H.3 General Die Features...Page 2 H.4 Specific Die Type Features...Page 5 H.5 Special Punches and Die Bushings...Page 6 H.6 Wire E.D.M...Page
TABLE OF CONTENTS H.1 General...Page 2 H.2 General Die Layout...Page 2 H.3 General Die Features...Page 2 H.4 Specific Die Type Features...Page 5 H.5 Special Punches and Die Bushings...Page 6 H.6 Wire E.D.M...Page
5-axis clamping system compact
 5-axis clamping system compact 395 5-axis clamping system compact Function We are setting standards with the new KIPP 5-axis clamping system compact in this field. The system was specifically designed
5-axis clamping system compact 395 5-axis clamping system compact Function We are setting standards with the new KIPP 5-axis clamping system compact in this field. The system was specifically designed
GESTER. Universal Testing Machine (Dual Column) GT-K01. Product Presentation. Application. Test Sample.
 GT-K01. Product Presentation. Application. Test Sample.") Product Presentation Universal Testing Machine (Dual Column) GT-K01 Application This tester is designed for conducting tensile, compression, bending, shearing, bonding strength, peeling, tearing and other
Product Presentation Universal Testing Machine (Dual Column) GT-K01 Application This tester is designed for conducting tensile, compression, bending, shearing, bonding strength, peeling, tearing and other
WM en. Zero point clamping system SPEEDY airtec 1
 SPEEDY airtec 1 GO! Maximum productivity Using the zero point clamping system SPEEDY classic you will increase your productivity to a maximum. Adjustment and checking processes are no longer necessary
SPEEDY airtec 1 GO! Maximum productivity Using the zero point clamping system SPEEDY classic you will increase your productivity to a maximum. Adjustment and checking processes are no longer necessary
Washability, Brushability & Abrasion Testers Washability, Brushability & Abrasion Testers Elcometer 1730 Car Wash Simulator
 www.elcometer.com Improved mechanical resistance is part of today s quality requirements. One important criteria for assessing this feature is abrasion resistance. Depending on the nature and purpose of
www.elcometer.com Improved mechanical resistance is part of today s quality requirements. One important criteria for assessing this feature is abrasion resistance. Depending on the nature and purpose of
SPIETH Locknuts. Series MSW. Works Standard SN 04.03
 SPIETH Locknuts Series MSW Works Standard SN 0.03 SPIETH Locknuts Series MSW SPIETH locknuts offer a range of technical benefits, qualified by their special system and production. Under high levels of
SPIETH Locknuts Series MSW Works Standard SN 0.03 SPIETH Locknuts Series MSW SPIETH locknuts offer a range of technical benefits, qualified by their special system and production. Under high levels of
Bending. the bend radius is measured to the inner surface of the bent part
 Bending the bend radius is measured to the inner surface of the bent part there is a plane which separates the tension and compression zones. This plane is called neutral axis. The position of neutral
Bending the bend radius is measured to the inner surface of the bent part there is a plane which separates the tension and compression zones. This plane is called neutral axis. The position of neutral
IRONWORKERS MSIW50S MSIW66S MSIW60D MSIW71D MSIW93D
 IRONWORKERS MSIW50S MSIW66S MSIW60D MSIW71D MSIW93D MSIW126D MSIW126DX MSIW192DX MSIW126D R SINGLE AND DUAL CYLINDER MACHINES 50-192 TON CAPACITY 5 STATIONS HEAVY DUTY CONSTRUCTION COMPLETELY INTEGRATED
IRONWORKERS MSIW50S MSIW66S MSIW60D MSIW71D MSIW93D MSIW126D MSIW126DX MSIW192DX MSIW126D R SINGLE AND DUAL CYLINDER MACHINES 50-192 TON CAPACITY 5 STATIONS HEAVY DUTY CONSTRUCTION COMPLETELY INTEGRATED
STAMPING TECHNOLOGY - CLAMPING RAW PARTS
 simple. gripping. future. 5-Axis 66 Makro Grip Stamping Unit 72 Stamping Unit for the workbench 73 Stamping Unit on trolley 76 Stamping Unit Accessories 77 Stamping Jaws 78 Makro Grip 5-Axis-Vices 82 5-Axis
simple. gripping. future. 5-Axis 66 Makro Grip Stamping Unit 72 Stamping Unit for the workbench 73 Stamping Unit on trolley 76 Stamping Unit Accessories 77 Stamping Jaws 78 Makro Grip 5-Axis-Vices 82 5-Axis
MANUFACTURING TECHNOLOGY
 MANUFACTURING TECHNOLOGY UNIT II SHEET METAL FORMING PROCESSES Sheet metal Process in detail Cutting (Shearing) Operations Manufacturing Technology In this operation, the work piece is stressed beyond
MANUFACTURING TECHNOLOGY UNIT II SHEET METAL FORMING PROCESSES Sheet metal Process in detail Cutting (Shearing) Operations Manufacturing Technology In this operation, the work piece is stressed beyond
TALAT Lecture Stretch Forming. 13 pages, 10 figures. Basic Level
 TALAT Lecture 3703 Stretch Forming 13 pages, 10 figures Basic Level prepared by K. Siegert and S. Wagner, Institut für Umformtechnik, Universität Stuttgart Objectives: to define important terms of the
TALAT Lecture 3703 Stretch Forming 13 pages, 10 figures Basic Level prepared by K. Siegert and S. Wagner, Institut für Umformtechnik, Universität Stuttgart Objectives: to define important terms of the
20 % OFF 30 % OFF NEW. Edition - While Stocks Last. 5025e Electric Stapler. VS15 Electric Paper Drill. CB180 & CB200e Comb Binders.
 CELEBRATE 2360-60 Anniversary Shredder Limited Edition desk-side shredder in silver. Photo-cell controlled automatic start and stop. High quality cutting shafts made special hardened steel. Includes permanent
CELEBRATE 2360-60 Anniversary Shredder Limited Edition desk-side shredder in silver. Photo-cell controlled automatic start and stop. High quality cutting shafts made special hardened steel. Includes permanent